鋯材管道焊接工藝在三聚甲醛裝置中的應用
2021-09-15 09:51:26詹澤丞楊夢穎王東勝
石油化工建設 2021年4期
詹澤丞 楊夢穎 陳 煒 王東勝
中國化學工程第十六建設有限公司 湖北宜昌 443000
作為“五大工程塑料”之一的聚甲醛塑料(POM),其重要中間體——三聚甲醛(TOX)在生產過程以濃硫酸為催化劑,并且合成反應過程中產生甲酸等有機酸,對設備及管道材料有極強的腐蝕性。因此,在山東某三聚甲醛裝置中,反應設備及其連接的部分管道采用鋯材。因為鋯材在有機酸(醋酸、甲酸等)、無機酸(硫酸、硝酸等)、強堿(NaOH、KOH 等)和一些熔鹽中具有更好的耐腐蝕性能[1],一般應用于核動力工程和醋酸、硫酸等石油化工生產中。
鋯材作為一種稀有金屬,其造價非常昂貴,又因其在高溫狀態下具有較強的活躍性,因此在制作過程中存在難點,特別是在焊接方面。以下以山東某三聚甲醛裝置的鋯材工藝管道現場焊接為例,簡要闡述鋯材管道焊接工藝及技術要求,為鋯材管道的現場焊接應用提供一定的指導和參考價值。
1 鋯材管道在三聚甲醛裝置中的焊接性分析
鋯(Zr)作為元素周期表中的第IV- B 族元素,是一種非鐵貴金屬,密度為6.49g/ cm3,熔點1852±2.001℃,沸點4377℃,熱導率為0.18 W/(cm·K),化合價有+2、+3 和+4。三聚甲醛裝置中使用的鋯材,在高溫下易與O2、H2、N2反應。在焊接熱循環過程中,主要表現為[2]:
(1)在200℃時,Zr 開始與H2反應生成ZrH2;大約315℃時,因吸收H2而可能導致氫脆;
(2)在300℃時,Zr 與O2可反應生成ZrO3;大約550℃以上,會與空氣中的O2反應生成一種脆性氧化膜;而在700℃以上,Zr 會因吸收O2使得材料嚴重脆化;
(3)在400℃時,Zr 開始吸收N2;隨著溫度升高反應越劇烈,600℃時與N2反應生成ZrN;
(4)在400℃以上,Zr 與C 或C 的化合物反應生成碳化物,使得材料變得疏松、變脆,容易產生晶間腐蝕;
(5)在Zr 材加熱至焊接溫度時,其材料表面的氧化物很容易被溶解,使焊縫的質量受到一定的影響,導致鋯材的耐腐蝕性能下降。
焊接過程中,環境中的O、H、N 及C 等元素在沒有技術措施的情況下,很容易與Zr 反應并存在于焊縫中,導致焊縫的脆性增加,急劇降低了材料的機械性能和耐腐蝕性能。因此,在焊接的熱循環過程中,如何做好敏感溫度區的氬氣保護,以及材料表面的清理,是整個鋯材管道焊接質量的決定性因素。
2 焊接設備及材料
2.1 鋯材管道材料
三聚甲醛裝置中的鋯材管道采用的無縫鋼管規格為10”(DN250),壁厚為4.5mm,材料牌號ASTM B658 R60702,制造標準ASMEB36.19M,其材料的化學成分和機械性能分別如表1 和表2 所示。采用法蘭規格為10”(DN250)- CL150- RF- S- 4.5mm,材料牌號ASTM B493 R60702, 制造標準ASMEB16.5- 2017,其材料的化學成分和機械性能分別如表3 和表4 所示。
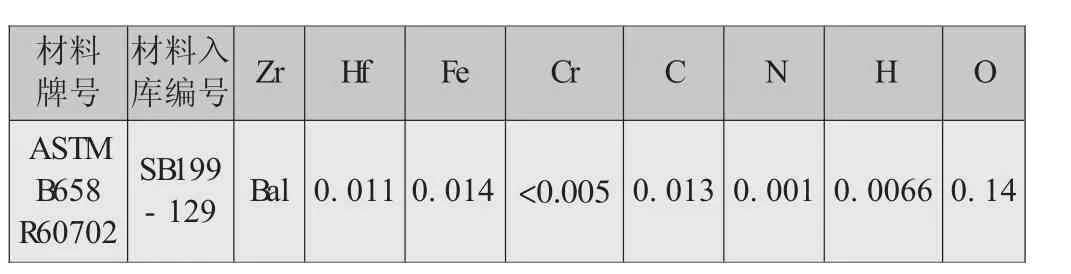
表1 無縫鋼管材料的化學成分 %

表2 無縫鋼管材料的機械性能

表3 法蘭材料的化學成分 %
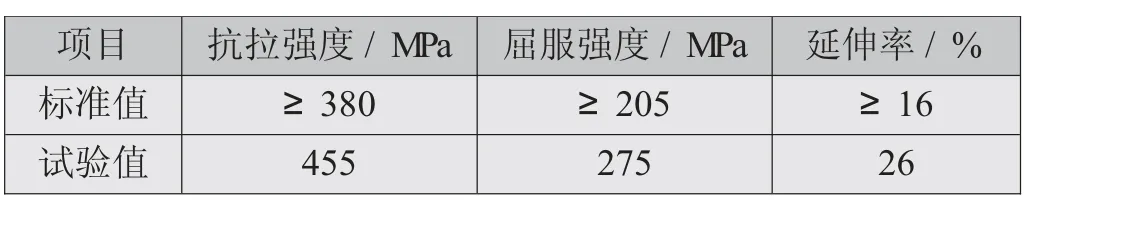
表4 法蘭材料的機械性能
2.2 焊接工機具及材料
(1)焊機:帶有高頻引弧裝置的直流氬弧焊機,設備型號WS- 400(PNE50- 400);
(2)焊絲:采用鋯絲,規格φ2.4 mm×1000mm,牌號ERZr- 2,其化學成分如表5 所示;

表5 焊絲(鋯絲)材料的化學成分
(3)氬弧焊焊把、氬弧焊帽、不銹鋼鋼絲輪、磨光機、測溫槍、內磨機、氣帶、海綿以及自制的冷卻水箱、拖罩(用于氬氣保護,圖1)等;
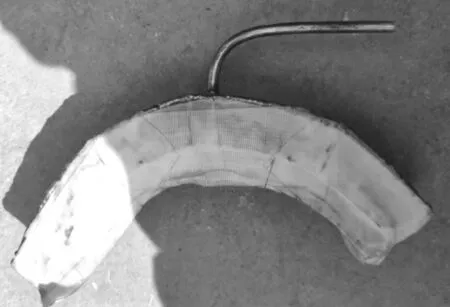
圖1 焊接時外部氬氣保護用拖罩實物圖
(4)氬氣(Ar),純度≥99.999%;丙酮或者無水乙醇(用于清洗材料表面油脂);
(5)現場為半開放裝置,設置防風棚及擋風措施,保證焊接環境的清潔及無風狀態。
3 鋯材管道焊接的焊前準備
3.1 作業場地環境準備
(1)焊接所在場地應保持清潔、干燥,相對濕度不宜超過80%;環境溫度低于5℃時,需停止焊接作業[3];
(2)鋯材管道焊接所在場地5m 內,嚴禁進行其他金屬(如碳鋼等黑色金屬)的切割、打磨及焊接等作業,需防止其他金屬尤其碳鋼對鋯材管道焊接過程中的材料污染;
(3)在施焊場地處,設置防風棚,并做一定的擋風措施。當遇到風力較強時,為避免焊接過程中的焊縫產生氣孔,以及鋯材與H、O、N 等元素反應,應停止焊接作業。
3.2 鋯材管道的切割及坡口加工
(1)切割下料前,需按照圖紙并結合現場實際情況的尺寸進行,核對好材料的材質、規格及尺寸等,經現場質量檢查員及技術管理人員的復核后進行管道下料切割。
(2)切割時,建議采用機械切割,以保證鋯材管道材料尺寸的精準。現場實例中因材料規格較大,整體焊接量較小,采用磨光機對管道材料進行下料切割。
(3)現場采用內磨機及磨光機對鋯材無縫鋼管、管件及法蘭進行坡口加工,坡口加工角度如圖2 所示。
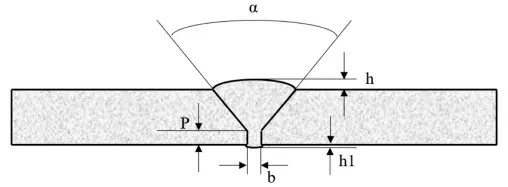
圖2 坡口加工角度
3.3 鋯材的焊前清理
由鋯材的焊接性分析可以看出,材料表面的焊前清理很大程度上影響著焊縫的焊接質量,材料表面及坡口的表面油污會造成焊縫的脆化和晶間腐蝕,導致形成裂紋等缺陷。
(1)在坡口加工完成后,對坡口表面及其邊緣50mm 范圍內的區域使用內磨機進行打磨,將表面的毛刺和雜物等打磨干凈,使之露出金屬光澤;
(2)采用不銹鋼鋼絲輪對內磨機處理的地方再進行清理;
(3)使用丙酮或者無水乙醇對清理之后的表面進行清洗。
對清洗好的焊件采用防塵措施,并對坡口處進行覆蓋保護,放置時間不得超過8h[3]。鋯材在焊接前,再一次對坡口及其邊緣20mm 處用丙酮或者無水乙醇進行清洗。同時,在焊接前也要對焊絲進行一遍清洗,去除其表面的油脂類雜質及灰塵等污染物。清洗之后的焊絲使用干凈的手套拿取,避免焊材的二次污染。
4 鋯材管道的現場焊接工藝
4.1 焊接方法
為避免鋯材管道的焊接熔池接觸到空氣中的O、H、N,保證鋯材管道在焊接過程中順利渡過敏感溫度區,根據現場管道的施工清理,采用手工鎢極氬弧焊方法,并對管道的內部進行高純度氬氣的充氬保護。同時在焊接過程中,對管道外側焊接熔池的熱敏感區域使用自制拖罩進行充氬保護。
4.2 焊接工藝
(1)焊接電流極性為直流正接,采用高頻啟動;
(2)焊前不需要進行預熱,焊接后其熱敏感區域需在高純度氬氣的保護下,冷卻至180℃以下,再進行自然冷卻;
(3)組對時采用點焊,電流范圍為120~140A,電壓范圍為14~16V;在進行打底焊接時,電流范圍為120~150A,電壓范圍為14~18V,焊接速度為3.14~4.7 in/ min;在進行中間填充焊及蓋面焊時,電流范圍為160~190A,電壓范圍為16~21V,焊接速度為5.5~7.09 in/ min;
(4)氬弧焊焊槍處的氬氣流量為18~22L/ min,自制拖罩處氬氣流量為37~42 L/ min,管內充氬保護的氬氣流量為20~25 L/ min;
(5) 在焊接前,對管內空間使用高純度氬氣(99.999%)進行充氬保護,管內空間進行氬氣置換合格后,再對管內空間充氬15min 后才進行焊接作業;
(6)使用塑料細管對焊炬的氬氣氣帶5m 區域進行冷卻水降溫措施,使得焊炬處的氬氣能夠更迅速地降低焊接熔池溫度;
(7)焊接時焊炬稍微向前傾斜,與管道軸線的夾角為80°~85°,采用直進焊方式,焊炬做直線移動,不要橫向擺動;
(8)在焊接過程中,焊絲末端應在保護氣體內;
(9)在焊接前,焊炬處氬氣的送氣時間應提前2min;在焊接后,焊炬處氬氣的送氣時間應滯后2min。
5 鋯材管道焊接技術要求
5.1 定位焊
(1)定位焊采用與正式焊接相同的焊接方法及工藝,使用同樣的焊絲材料,在組對時嚴禁強力組對,使用木錘或者其他較軟材料的工具敲打。
(2)定位焊接時電流比正常焊接電流高10%~15%,且焊接焊縫的高度不能超過管子材料壁厚的2/ 3。
(3)焊縫起頭及結尾處應該圓滑過渡,且在一側打底完成后,將焊點打磨干凈并重新對其進行清理。
(4)在定位焊接過程中,若發現焊縫處存在裂紋、氣孔,以及因氬氣保護問題導致的氧化變色,應該將此焊縫處缺陷清除并重新焊接。
5.2 焊接的起弧和收弧
(1)起弧前,焊炬焊槍處氬氣先進5~10s,且起弧之前是在管內空間的充氬保護置換空氣合格之后,拖罩處氬氣也同步開始送氬氣。起弧要采用高頻引弧,不允許摩擦引弧。
(2)收弧時,通過電流衰減來完成,并在氬氣保護的狀態下,將弧坑填滿;在電流終止之后,焊炬應繼續保持在焊接熔池之上;同時,管道內部空間及拖罩處的氬氣繼續進行送氣,直到焊縫和熱影響區冷卻至敏感溫度(200℃)之下。
5.3 高溫保護
在連續焊接過程中,隨時用測溫槍對焊接處的熱影響區域及焊接熔池邊緣位置進行溫度測量,監控鋯材管道處的溫度。當溫度超過180℃時,需立即用氬氣進行冷卻,降低升溫速度。
當鋯材管道焊縫處溫度超過300℃時,立即停止施焊,采用經過冷卻水冷卻的氬氣對焊縫處進行降溫保護,并使用無水乙醇對焊縫的邊緣處進行降溫處理,使得溫度降低至180℃以下,然后進行焊接作業。
6 鋯材管道焊縫質量檢驗及判定
6.1 焊縫質量的外觀成形檢查
6.1.1 焊接接頭外觀
焊縫表面不得有熔渣、咬邊、裂紋、凹陷、氣孔、弧坑、飛濺及未熔合等缺陷。同時,焊縫成形呈現細密波紋狀,表面為明亮的銀白色,熱影響區單側不變色區域的最小寬度大于10mm。圖3 為現場焊縫實物圖片。
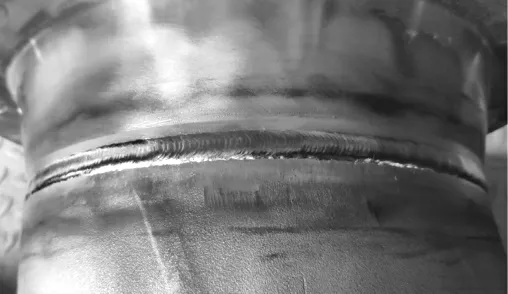
圖3 現場焊縫實物圖片
焊縫色澤檢驗合格標準如表6 所示。

表6 鋯材管道焊縫色澤檢驗合格標準
6.1.2 焊縫寬度及余高檢查
焊縫的寬度要求每側不超過坡口邊緣的2mm 為合格;焊縫余高根據GB50683- 2011《現場設備、工業管道焊接工程施工質量驗收規范》中的要求,管道母材壁厚≤6mm,余高≤2mm (其中I、II 級檢測等級為1.5mm);6mm<母材壁厚≤13mm,余高≤4mm(其中I 級檢測等級為1.5mm,II 級檢測等級為3mm);13mm<母材壁厚≤25mm,余高≤4mm(其中I、II 級檢測等級為3mm);母材壁厚>25mm,余高≤5mm(其中I 級檢測等級為3mm,II 級檢測等級為4mm)。圖4為現場鋯材管道焊縫的余高檢查。

圖4 現場鋯材管道焊縫的余高檢查
6.2 焊縫質量的無損檢測
現場鋯材管道焊接接頭經外觀檢查合格后,根據設計要求并按照NB/ T 47013- 2015 的規定對管道焊縫再進行無損檢測。其中對接焊縫采用100%RT 檢測,不得低于II 級合格;角焊縫采用100%PT 檢測,I 級合格。圖5 為現場鋯材管道焊縫的RT 部分檢測結果,焊縫符合I 級合格標準。

圖5 焊縫的RT 檢測底片(部分)
7 結論
(1)嚴格按照焊接工藝技術要求對鋯材管道進行焊接,控制好氣體保護措施環節。在施焊過程中,通過焊槍與自制拖罩的相互配合,嚴格避免出現空檔,這對焊縫的質量有著重要的影響;
(2)只要嚴格控制鋯材管道焊接工藝要求中的各個環節,對焊接過程做好高溫保護,最終會得到優質的鋯材管道焊縫;
(3)通過鋯材管道焊接工藝在三聚甲醛裝置現場的應用情況來看,現場焊接的鋯材管道焊縫符合設計及規范要求,且三聚甲醛合成反應器處管道情況良好。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13