納米潤滑對波紋軋制鋁合金板材表面質量的影響研究
2021-09-22 08:03:30馬麗楠趙敬偉齊艷陽萬善宏
太原理工大學學報 2021年5期
馬麗楠,趙敬偉,齊艷陽,王 琛,王 濤,萬善宏
(1.太原科技大學 機械工程學院,太原 030024;2.太原理工大學 a.機械與運載工程學院,b.先進金屬復合材料成形技術與裝備教育部工程研究中心,太原 030024;3.中國科學院蘭州化學物理研究所 固體潤滑國家重點實驗室,蘭州 730000)
隨著中國經濟持續發展和工業轉型升級,市場對板帶產品的質量要求日益提高。潤滑因其對軋制板帶產品質量有重要影響而越來越受到重視[1-2]。近年來,國內外學者對軋制過程中的潤滑開展了廣泛研究。王一助等[3]利用二輥軋機進行了納米潤滑下的板帶鋼冷軋實驗,并與傳統軋制潤滑劑進行了對比。結果表明,由于納米顆粒的使用,納米潤滑劑能提高軋輥-軋件的抗磨性能、降低摩擦系數,同時改善軋件的表面質量。朱廣平等[4]的研究發現,潤滑劑添加納米顆粒后能明顯降低帶鋼冷軋時的最小可軋厚度。朱作鑫等[5]通過開展不同潤滑條件下的熱軋實驗,得出采用納米潤滑能降低軋制力、減小終軋厚度結論。WU et al[6]對水基納米潤滑劑的潤滑性能和機理進行了研究,發現添加質量分數為0.8%的TiO2納米顆粒可顯著改善潤滑劑的潤滑性能,并將潤滑機理概括為納米顆粒的“滾珠”效應以及修復、填充機制。XIA et al[7]研究了TiO2納米顆粒對高速鋼表面氧化后的摩擦學行為的影響,結果顯示TiO2濃度越高,納米顆粒團聚現象越明顯。此外,趙敬偉等[8]闡述了水/油基納米潤滑劑的制備方法、潤濕性、摩擦學特性以及熱軋潤滑性能,其研究對促進熱軋潤滑技術的發展具有重要的現實意義。
傳統的軋制工藝上下軋輥均采用平軋輥,因此學者對軋制過程中潤滑的研究大多也是基于平軋。黃慶學等[9-10]提出一種新型的波紋軋制工藝,而納米潤滑對于波紋軋制影響的研究目前未見相關報道。基于此,本文開展了納米潤滑對波紋軋制鋁合金板材表面質量影響的實驗研究。
1 實驗方法
實驗原材料為1060鋁合金板材,其規格為200 mm×60 mm×3 mm,化學成分如表1所示。所用軋機為二輥波紋輥軋機,其中上輥為波紋輥,下輥為平輥[11],輥徑均為150 mm.波紋輥的輥型曲線為正弦曲線[12],振幅為0.4 mm,周期為60 s.將鋁合金板材在室溫下進行單道次軋制,壓下率為40%,軋制速度為0.1 m/s.選用30 nm的TiO2顆粒、水和油按照一定比例混合后在高速攪拌器中攪拌均勻并進行超聲振動,制成納米潤滑劑,軋制過程中向波紋輥均勻噴灑納米潤滑劑,待其分散均勻后進行鋁合金板材軋制。為了便于比較,在相同條件下分別進行5組無潤滑和納米潤滑軋制實驗。波紋軋制示意圖、軋后鋁合金板材形貌及取樣觀測位置、波峰波谷示意圖如圖1-圖3所示。

表1 1060鋁合金的化學成分(質量分數)Table 1 Chemical compositions of 1060 aluminum alloy %

圖1 波紋軋制示意圖Fig.1 Schematic diagram of corrugated rolling
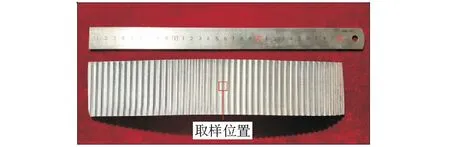
圖2 軋后鋁合金板材形貌Fig.2 Morphology of rolled aluminum alloy sheet
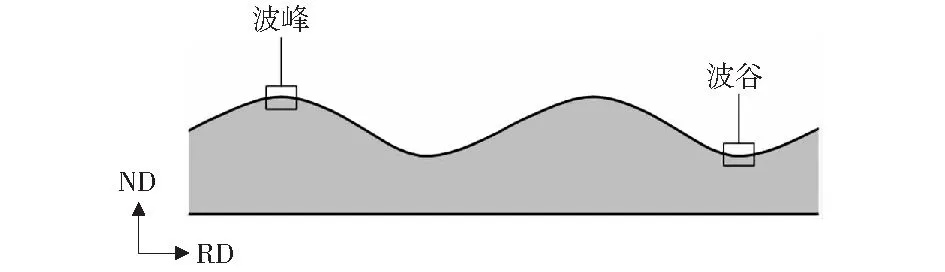
圖3 波峰波谷示意圖Fig.3 Schematic diagram of peak and trough
2 實驗結果與討論
運用基恩士形狀輪廓激光測量系統(VK-X)觀察波紋軋制后的板材形貌并對波峰、波谷表面質量進行分析。
2.1 波峰表面形貌
圖4和圖5分別是無潤滑和納米潤滑條件下波紋軋制板材的波峰形貌圖。由圖可以明顯看出,未進行納米潤滑的軋制板材的波峰凹凸不平,表面粗糙,板材表面隨著軋制方向魚鱗狀缺陷明顯,而采用納米潤滑后板材的波峰表面質量得到了明顯改善,表明納米顆粒通過切削和填充作用,使軋后板材表面變得更加平滑。
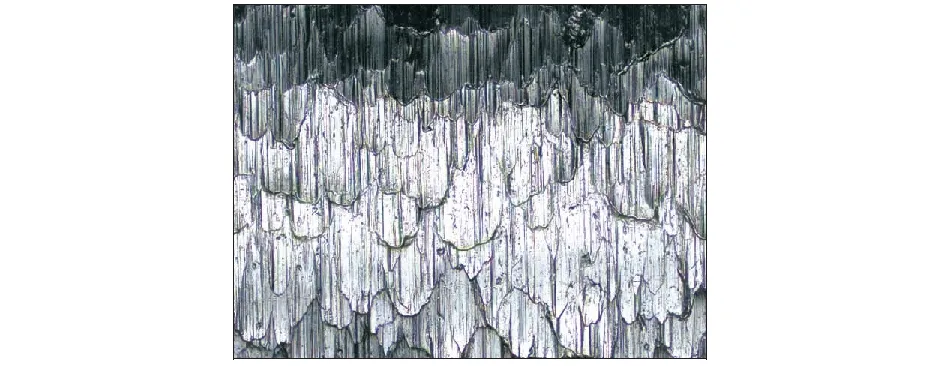
圖4 無潤滑條件下波紋軋制板材的波峰形貌圖Fig.4 Morphology of peak without lubrication
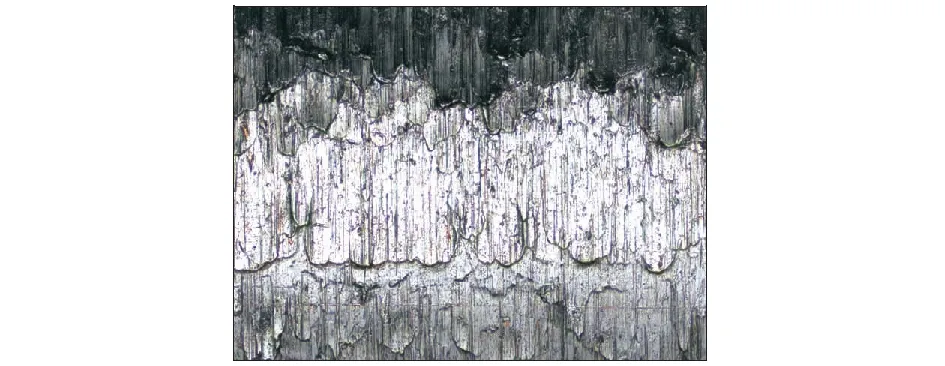
圖5 納米潤滑條件下波紋軋制板材的波峰形貌圖Fig.5 Morphology of peak with nano-lubrication
圖6為與圖4對應的無潤滑條件下的波峰表面高度圖及曲面矯平圖,圖7為與圖5對應的納米潤滑條件下的波峰表面高度圖和曲面矯平圖。由圖可以看出,未經潤滑的板材表面高度色差較大,粗糙度較大,而經過納米潤滑后的板材表面高度色差相對較小,粗糙度明顯減小。
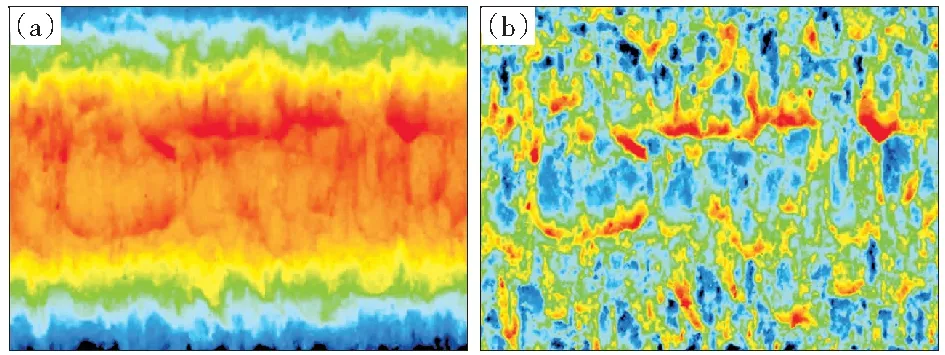
圖6 無潤滑條件下板材的波峰表面高度云圖(a)及曲面矯平圖(b)Fig.6 Surface height cloud map of peak without lubrication(a) and surface leveling map(b)
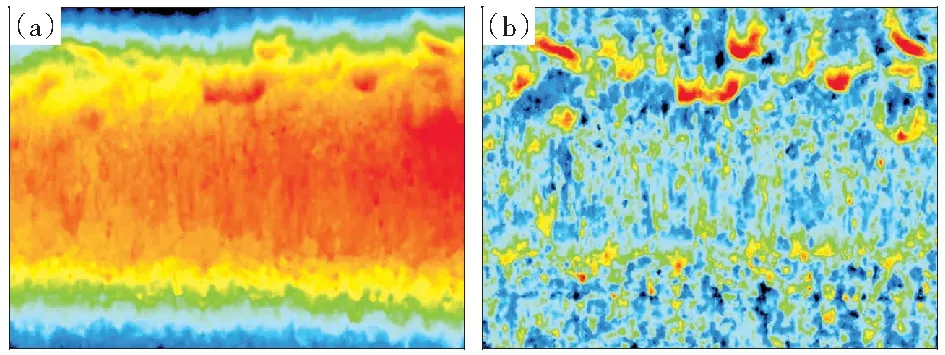
圖7 納米潤滑條件下板材的波峰表面高度云圖(a)及曲面矯平圖(b)Fig.7 Surface height cloud map of peak with nano-lubrication(a) and surface leveling map(b)
為了進一步分析納米潤滑對波紋軋制鋁合金板材表面質量的影響,對軋后板材進行了表面粗糙度數值測量。圖8是截取5組軋后板材波峰全域的示意圖及表面粗糙度數據,圖9是截取5組軋后板材波峰局域示意圖及表面粗糙度數據。由圖可以看到:無潤滑條件下的板材波峰全域表面粗糙度均值為2.24 μm,采用納米潤滑時波峰全域表面粗糙度均值僅為1.68 μm.無潤滑波峰局域表面粗糙度均值為2.12 μm,而潤滑后的波峰局域表面粗糙度均值僅為1.60 μm.潤滑后全域和局域表面粗糙度數值均明顯下降,波峰全域及局域的表面粗糙度數值較無潤滑時分別降低25%和24%,全域和局域對比分析均驗證了納米潤滑對改善板材波峰表面質量的有益作用。
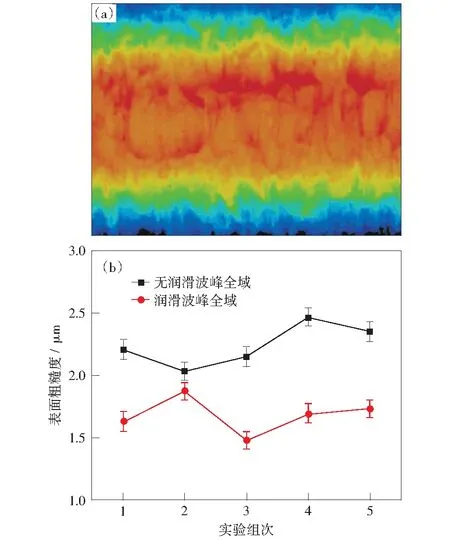
圖8 軋后板材的波峰全域示意圖(a)及表面粗糙度數值(b)Fig.8 Schematic diagram of the whole area of peak(a) and surface roughness value(b)
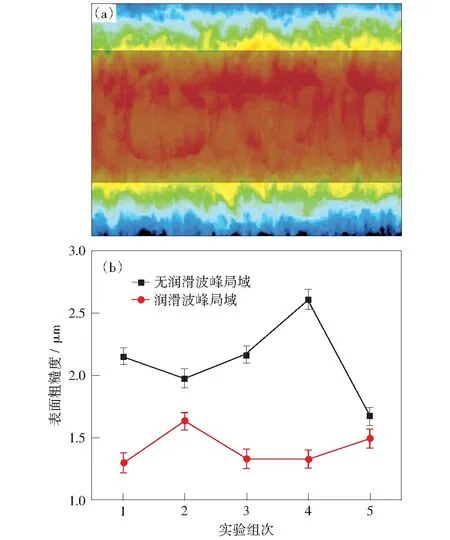
圖9 軋后板材的波峰局域示意圖(a)及表面粗糙度數值(b)Fig.9 Schematic diagram of the local area of peak(a) and surface roughness value(b)
2.2 波谷表面形貌
圖10和圖11分別是無潤滑和納米潤滑條件下波紋軋制板材的波谷形貌圖。可以看出,波谷呈現出與波峰不同的形貌,未進行納米潤滑的軋制板材的波谷凸起和凹坑明顯,缺陷數量多,表面粗糙嚴重。而納米潤滑后的板材波谷表面形貌得到了明顯的改善,納米顆粒對凸起起到了明顯的切削作用,對部分凹坑進行了填充,使軋后板材表面變得更加平滑,凸起幾乎消失,凹坑數量顯著降低。

圖10 無潤滑條件下波紋軋制的材料波谷形貌圖Fig.10 Morphology of trough without lubrication

圖11 納米潤滑條件下波紋軋制的材料波谷形貌圖Fig.11 Morphology of trough with nano-lubrication
圖12和圖13分別為無潤滑和納米潤滑條件下波紋軋制板材的波谷表面高度圖。從圖中可以看出,未經潤滑的軋制板材波谷表面缺陷尺寸較大,數量較多。經過納米潤滑后的軋制板材波谷表面高度差值明顯減小,粗糙度降低。
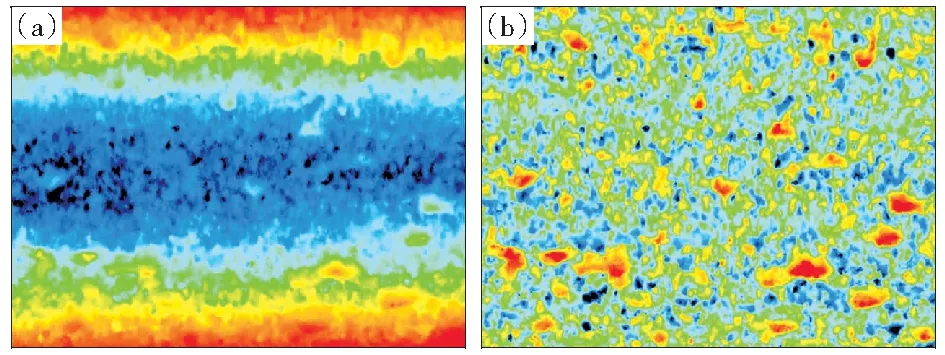
圖12 無潤滑條件下波紋軋制板材波谷表面高度云圖(a)及曲面矯平圖(b)Fig.12 Surface height cloud map of trough without lubrication(a) and surface leveling map(b)
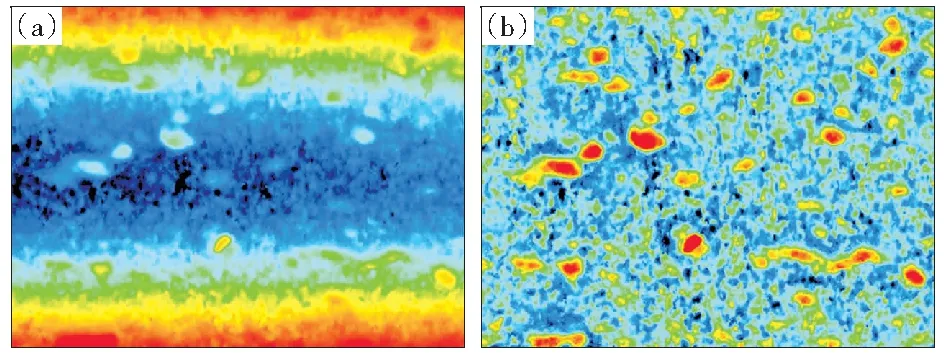
圖13 納米潤滑條件下波紋軋制板材波谷的表面高度云圖(a)及曲面矯平圖(b)Fig.13 Surface height cloud map of trough with nano-lubrication(a) and surface leveling map(b)
圖14是截取5組軋后板材波谷全域示意圖及表面粗糙度數據,圖15是截取5組軋后板材波谷局域示意圖及表面粗糙度數據。從圖中可以看出,無潤滑的波谷全域表面粗糙度均值為2.11 μm,潤滑后的波谷全域表面粗糙度均值降為1.64 μm.
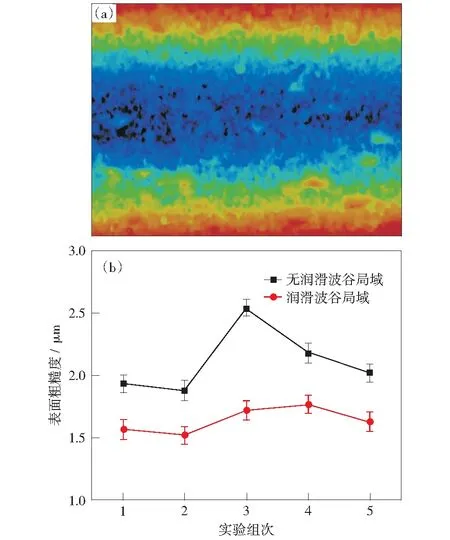
圖14 軋后板材的波谷全域示意圖(a)及表面粗糙度數值(b)Fig.14 Schematic diagram of the whole area of trough(a) and surface roughness value(b)
無潤滑的波谷局域表面粗糙度均值為2.16 μm,而納米潤滑后的波谷局域表面粗糙度均值降為1.64 μm.納米潤滑后波紋板的波谷全域及局域的表面粗糙度數值較無潤滑時分別降低22%和24%,從數值上驗證了納米潤滑對波紋軋制的優良作用。
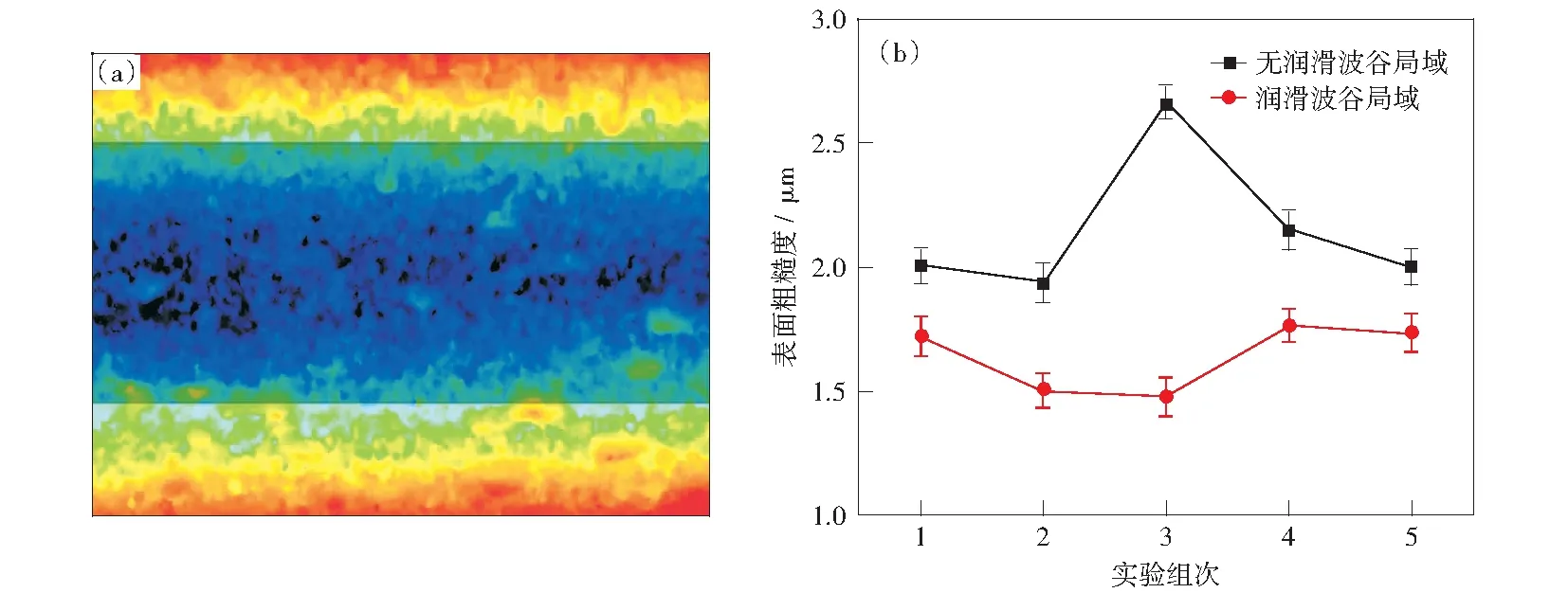
圖15 軋后板材的波谷局域示意圖(a)及表面粗糙度數值(b)Fig.15 Schematic diagram of the local area of trough(a) and surface roughness value(b)
3 結論
1) 納米潤滑后的波紋板波峰、波谷處表面光滑,缺陷較少。
2) 全域或局域的數據分析都表明:納米潤滑后軋制波紋板波峰、波谷處的表面粗糙度數值明顯降低。波峰全域及局域的表面粗糙度數值較無潤滑時分別降低25%和24%,波谷全域及局域的表面粗糙度數值較無潤滑時分別降低22%和24%.
3) 納米顆粒在波紋軋制過程中對板材表面進行了修飾,達到了降低表面粗糙度、改善表面質量目的。
