在普通車床上實現高速切削多功能機頭設計和應用
2021-09-24 08:44:49葛衛曹明保徐紀華
內燃機與配件 2021年18期
葛衛 曹明保 徐紀華




摘要:設計了一種高速多功能機頭用在普通車床上,利用高速電主軸實現高速切削,電主軸的中心高度可以調節。在電主軸外錐上組裝不同的刀具,在普通車床實現高速銑、鉆、鏜、磨功能。在電主軸上加裝一個長桿套筒裝置,可以對直盲孔和錐盲孔進行高速磨削,通過兩相交軸錐齒改換刀具旋轉位置,可對圓柱形軸的外圓和內孔軸向鍵槽進行銑削。有限元分析結果顯示,工作頻率、屈服強度滿足材料要求,可以保證加工精度。
Abstract: A high-speed multi-function head used in ordinary lathe to achieve high-speed cutting with electric spindle is designed. The central height of the electric spindle can be adjusted. Assembling different cutting tools on the outer cone of electric spindle can realize multifunction of high-speed milling, drilling, boring and grinding in ordinary lathe. A long rod sleeve device is added to the main shaft, and the straight blind hole and tapered blind hole can be ground at high speed. By changing the rotating position, it is easy to mill the cylindrical shaft and inner hole axial key groove. Finite element analysis results show that the working frequency and yield strength meet the material requirements and can ensure the processing accuracy.
關鍵詞:多功能機頭;高速電主軸;普通車床;高速切削
Key words: multifunction head;high-speed electric spindle;general lathe;high speed cutting
中圖分類號:TG506.9? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)18-0051-04
0? 引言
機械加工的發展趨勢是高效率、高精度、高柔性和綠色化。高速切削(High Speed Cutting)和高速加工(High Speed Machining),是近二十余年迅速崛起的一項先進制造技術。高速加工是機床結構、刀具材料和工藝、計算機數控(computed numerically controlled)系統﹑計算機軟硬件等技術發展到一定程度必然出現的綜合性產物。它集材料科學、工程力學、控制理論和制造技術于一體,能滿足制造業多種需求,目前在工業發達國家得到了廣泛應用,并已成為宇航、汽車、模具制造業加工整體結構件、復雜零件和產品改型等方面的關鍵技術以及現代機加工技術發展的主流方向,已取得顯著的經濟和社會效益[1,2]。
通常把切削速度比常規切削速度高5~10 倍以上的切削稱為高速切削。不同的加工方式、不同的材料有不同的高速切削范圍,其中鋼為600~3000m/min,與之相對應的進給速度一般為2~25m/min,加速度大于1g。現在德國、美國、日本、法國和意大利等國已生產出多種商品化高速機床,包括各種型號的立式、臥式加工中心、立式數控銑床、高速平面磨床、高速外圓磨床、五坐標龍門高速銑床等。國外有30~50%的模具公司用高速切削加工技術加工塑料和鋁合金模型;在航空與高速機車行業,飛機的骨架與機翼、高速機車的車廂骨架的鋁合金整體薄壁構件都采用高速切削加工技術,加工時間縮短到原來的幾分之一[3-6]。
高速切削在國內的研究及應用起步較晚。但進入20世紀90年代以來,已普遍引起關注并開展了相關研究和應用。高速機床的高檔數控系統和開放式數控系統正在深入研究中,目前主要還是依賴進口,應用在航空航天、模具和汽車工業,加工鋁合金和鑄鐵較多,采用的刀具以進口為主[7-10]。
本論文針對采用耐腐蝕性1Cr18Ni9Ti不銹鋼加工立式混合機混合槳、內錐面和鍵槽所出現加工難的問題,設計一種多功能機頭,通過安裝高性能電主軸,利用電主軸高速旋轉的特性,簡化機頭傳動方式,提高切削速度,降低切削阻力[11-12]。將此機頭安裝在普通車床的橫刀架上,在普通車床上實現高速銑、鉆、鏜、磨等工作,達到在普通車床上對零件高速切削的目的,以解決1Cr18Ni9Ti不銹鋼材料由于韌性大、熱強度高、導熱系數低、切削時塑性變形大、加工硬化嚴重、切削熱多、散熱困難造成刀尖處切削溫度高、切屑粘附刃口嚴重、容易產生積屑瘤,切屑難以控制,影響加工表面粗糙度,加工效率和加工質量低的問題[13,14]。混合槳與傳動軸的配合是以內錐面和鍵槽配合的方式進行的。這種材料在加工內錐面和鍵槽時難度更大。通過設計的多功能機頭,在電主軸上加裝一個長桿套筒裝置,以實現孔徑Φ100以上,深度300以內的直盲孔和錐盲孔的高速磨削,把內孔砂輪座換裝上銑頭箱座,通過兩相交軸錐齒改換刀具旋轉位置,實現圓柱形軸的外圓和Φ200以上的內孔軸向鍵槽銑削,解決內錐面和鍵槽加工難題。
1? 多功能機頭結構設計
1.1 多功能機頭結構
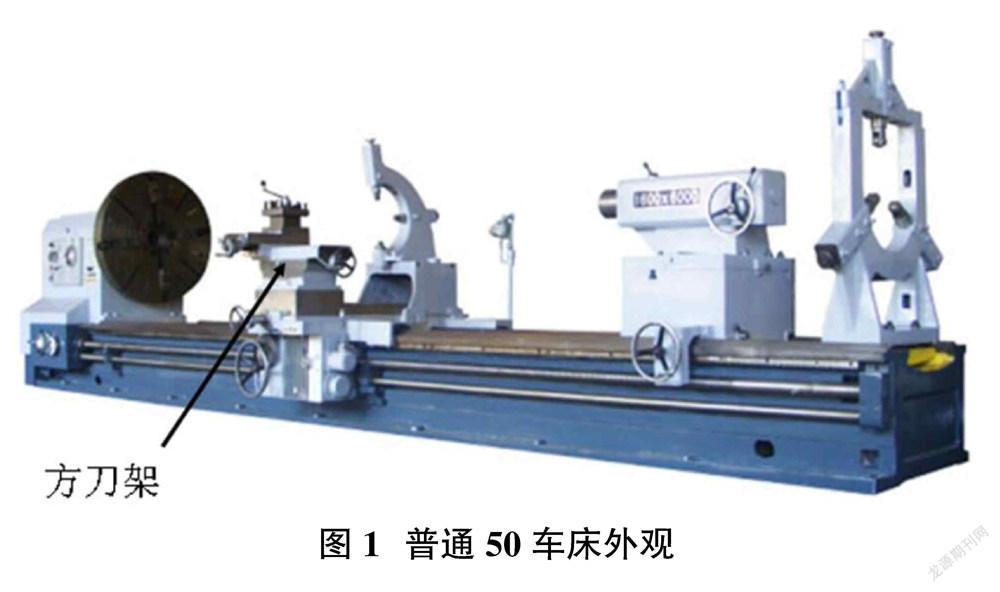
設計的多功能機頭利用現代電主軸高速旋轉功能,安裝在普通50車床的方刀架上,可使普通車床實現快速切削的功能。通過改換刀具裝夾裝置,以擴大普通車床加工范圍,提高設備利用率和加工效率,保證產品加工質量,并減少高額設備投資,解決中小企業設備不足,加工能力低的問題。圖1為普通50車床外觀,其中的方刀架即為多功能機頭安裝之處。
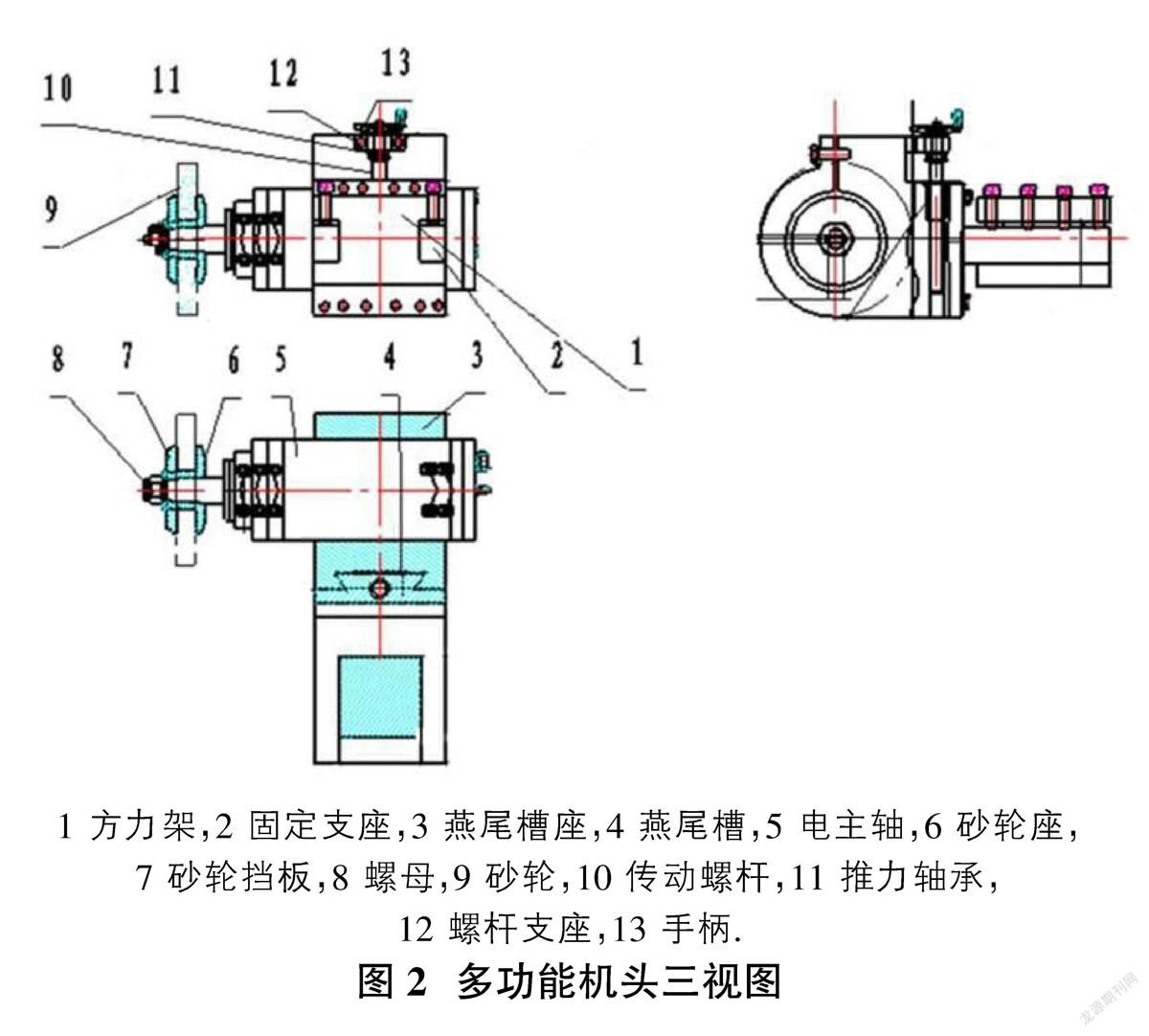
設計的多功能機頭結構三視圖如圖2所示。電主軸5裝卡在燕尾槽裝置3,4上,通過固定支座2固定在50車床的方刀架1上。電主軸的中心高度通過傳動螺桿10移動燕尾槽進行調節。在電主軸外錐上可組裝不同的刀具,以進行高速銑、鉆、鏜、磨等工作,擴展普通車床的加工功能。
為了對內孔進行加工,在電主軸上加裝一個長桿套筒裝置,如圖3所示。在長桿套筒裝置上安裝內孔磨夾具,可以對孔徑Φ100 mm以上,深度300 mm以內的直盲孔和錐盲孔進行高速磨削,進一步擴展車床的加工功能。
將車床轉盤鎖定,把內孔砂輪座換裝上銑頭箱座,通過兩相交軸錐齒改換刀具旋轉位置,可對圓柱形軸的外圓和Φ200 mm以上的內孔軸向鍵槽進行銑削。銑頭箱座結構如圖4所示。
1.2 多功能機頭電主軸功率計算和選擇[15-17]
1.2.1 外圓磨削砂輪電主軸功率計算
外圓磨削條件為:選用1Cr18Ni9Ti材料,砂輪P300×30×75WA46Z8A35,外圓磨削奧氏體的標準參數值為:砂輪周速n=1520m/min,磨削量ap=0.051mm,工件線速度Uw=15m/min,得外圓磨削力Ft=119.04 N,砂輪速度Us= 23.87m/s,計算砂輪磨削功率:
Pm=FtUs/1000=119.04×23.87/1000=2.84kW
外圓砂輪磨削電主軸功率即砂輪電動機功率,取機械傳動總效率ηm=0.7計算:
Ps=Pm/ηm=2.84/0.7=4.06kW
1.2.2 內孔磨削砂輪電主軸功率計算
內孔磨削條件:選用1Cr18Ni9Ti材料,砂輪P120×50×32WA46Z8A35,內圓磨削中奧氏體的標準參數值為:砂輪周速n=1520m/min,磨削量ap=0.013mm,工件線速度Uw=45.7m/min,得內孔磨削力Ft=131.8N,砂輪速度Us=9.5m/s,計算內孔磨削功率:
Pm=FtUs/1000=131.8×9.5/1000=1.25kW
內孔砂輪電主軸功率取機械傳動總效率ηm=0.7
計算:
Ps=Pm/ηm=1.25/0.7=1.79kW
1.2.3 銑削電主軸功率計算
銑削電主軸功率計算條件:用Φ20立銑刀加工1Cr18
Ni9Ti,HP=0.736,內孔鍵槽寬度B=45mm,深度h=11 mm,選擇參數K=0.06,Ny=0.5,SM=60,計算銑削功率:
N1=KNySMHP=0.06×0.5×60×0.736kW=1.32kW
銑削效率取中值0.75,得銑削電機功率:
N2=1.32/0.75=1.77kW
1.2.4 電主軸功率確定
通過比較上述計算所得外圓磨削電主軸功率4.05kW,內孔磨削電主軸功率1.79kW,以及銑削電機功率1.77kW,選擇多功能機頭電主軸功率應為≥4.05kW,考慮到起動扭矩較大,選擇較大功率的電主軸較為合適,因而實際選用6kW的電主軸。
2? 基于有限元法的機頭主要構件的特性分析[18-20]
2.1 傳動軸有限元分析
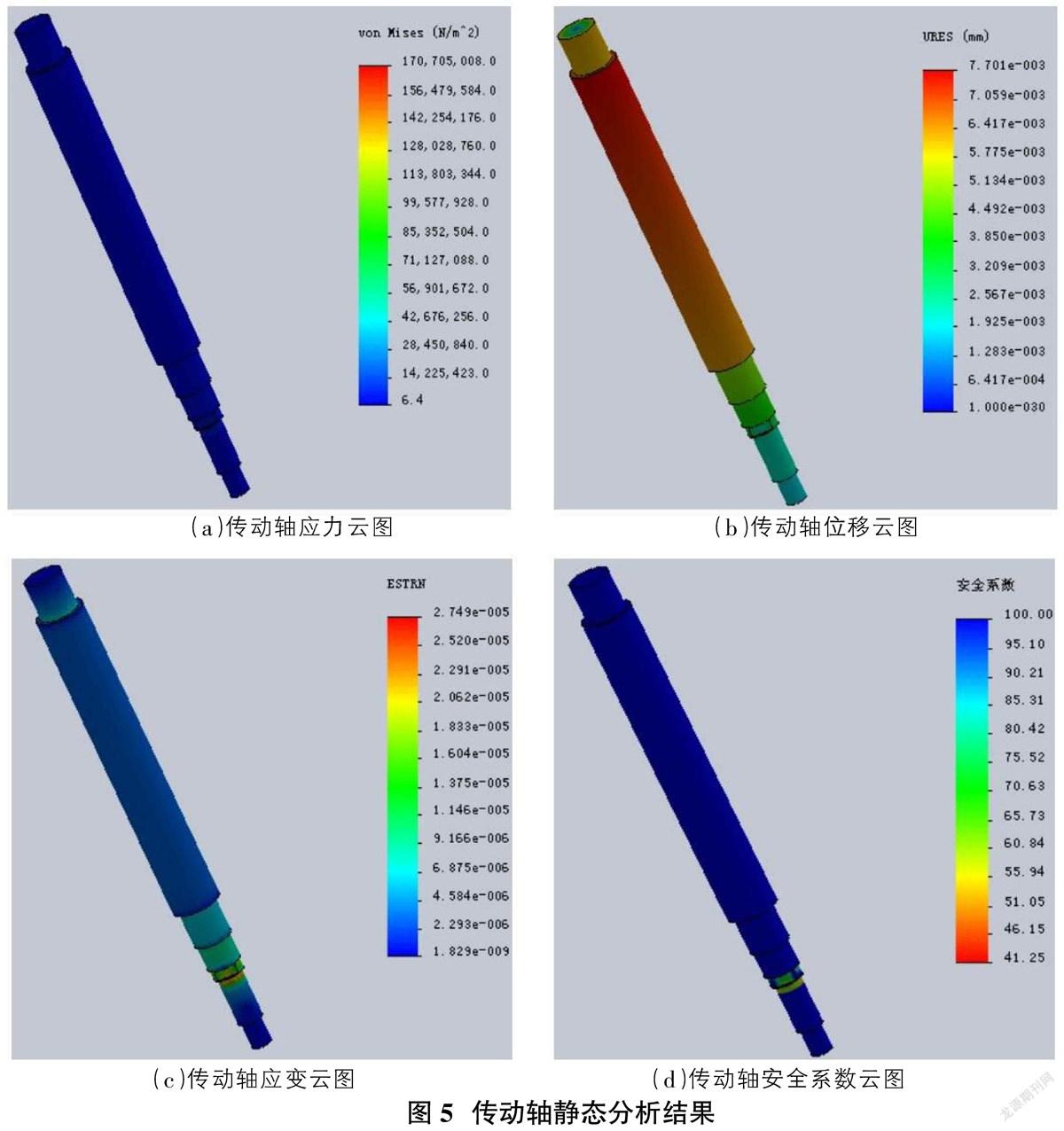
圖5為有限元法分析多功能機頭傳動軸承載的應力圖、位移云圖、應變云圖和安全系數云圖,傳動軸分析結果極大值列于表1。通過傳動軸的分析結果云圖可以看出,最大應力主要分布在轉矩輸入端。應力未超出材料的屈服極限,而且合位移較小,從安全系數云圖,直觀地反應出傳動軸的材料是安全的。
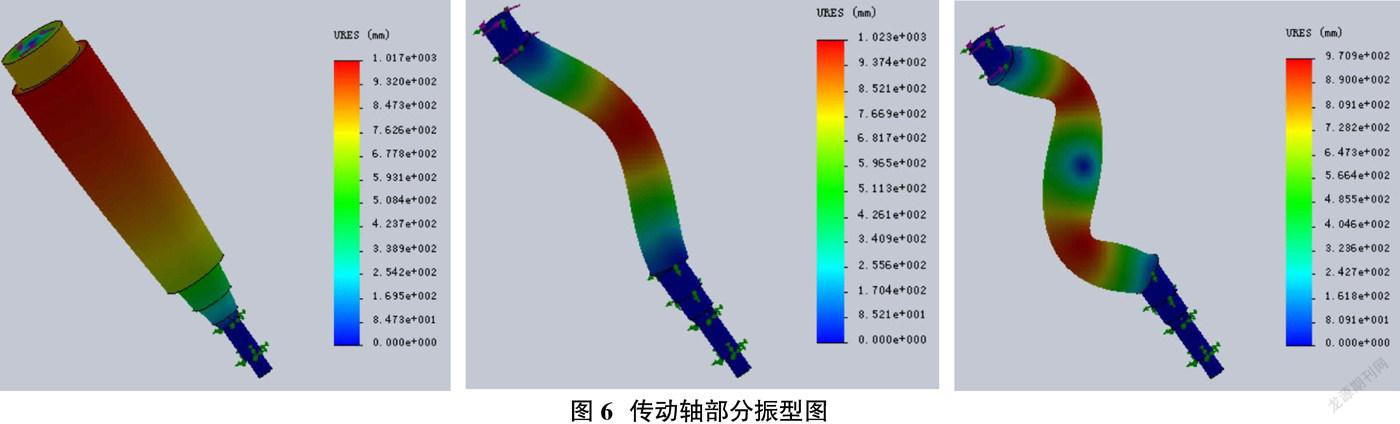
另外,機頭工作時高速旋轉,磨削不同介質的工件,存在一定的振動。考慮到傳動軸傳動的平穩性,有必要對其做模態分析。分析結果所得前五階固有頻率列于表2,部分振型圖如圖6所示。分析結果顯示,最小的一階固有頻率遠大于機頭的工作頻率1500 Hz,所以不會產生共振響應。
2.2 錐齒輪接觸的有限元分析
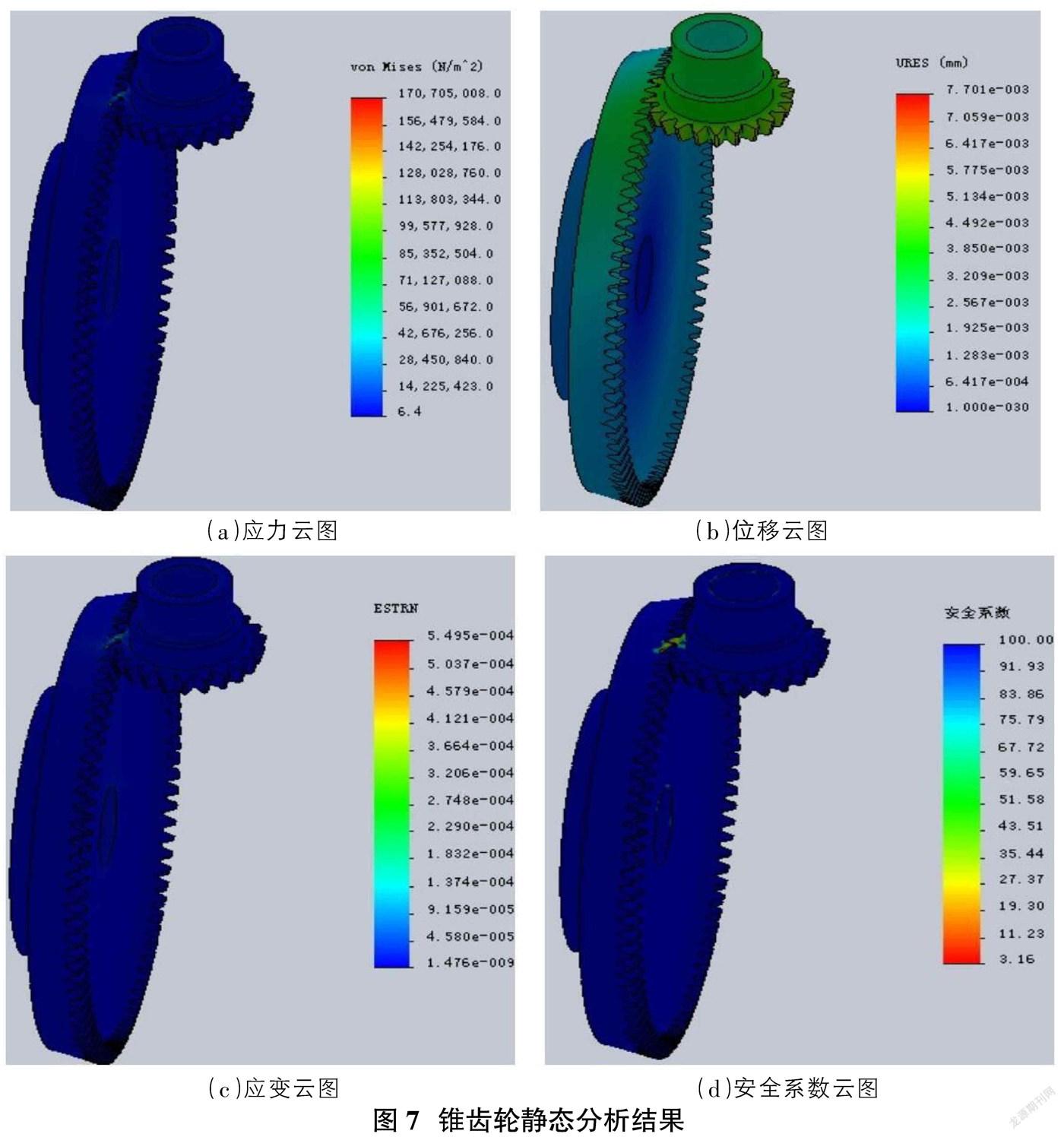
多功能機頭的一對直齒錐齒輪將傳動軸的扭矩傳遞到輸出軸,其傳動的可靠性也直接影響到機頭的穩定性,因而有必要對其進行模態分析。圖7為分析所得錐齒輪的應力圖、位移云圖、應變云圖和安全系數云圖。通過分析應力和位移云圖可以看出,應力最大處分布在齒面接觸處,其極大值未達到材料的屈服強度。安全系數最小值為3.16,直觀地反應齒面接觸強度是安全的。
3? 結論
在普通50車床上通過設計的高速電主軸多功能機頭,主要構件有限元分析表明多功能機頭在選用的電主軸功率下,應力和應變滿足材料強度要求。配合不同的刀具和工裝,可在普通車床實現高速銑、鉆、鏜、磨等工作,特別是直盲孔和錐盲孔高速磨削,圓柱形軸的外圓和內孔軸向鍵槽銑削,保證加工精度,提高加工效率和質量,節省設備購置成本。
參考文獻:
[1]張伯霖主編. 高速切削技術及應用[M]. 北京:機械工業出版社,2002.
[2]卜云峰,孫全平.高速切削技術的研究[J].現代機械2007(5):43-48.
[3]Hassanpour H., Rasti A., Sadeghi M. H., et al. Investigation of roughness, topography, microhardness, white layer and surface chemical composition in high speed milling of Ti-6Al-4V using minimum quantity lubrication [J]. Machining Science and Technology 2020, 24(5):719-738.
[4]Luis N., Lopez de Lacalle A., Lamikiz J. A. Sanchez et al. Improving the Surface Finish in High Speed Milling of Stamping Dies [J]. Journal of Materials Processing Technology 2002, 123: 292-302.
[5]Altintas Y., Merdol S. D. Virtual High Performance Milling [J]. CIRP Annals-Manufacturing Technology 2007, 56(1): 81-84.
[6]Morishige K., Sakamoto T., Takeuchi Y. Development of CAM System for High Speed Milling [J]. Metal Cutting and High Speed Machining 2002: 341-350.
[7]溫永美,趙向陽,王國盛.織構刀具高速干式切削Al7075-T6的性能研究[J].機床與液壓,2020(11):159-163.
[8]宋志鵬,王貴成,王樹林.高速切削振動的形成及其控制[J].工具技術,2008,42:94-97.
[9]陳小潤,方沂,田美麗,等.高速銑削1Cr18Ni9不銹鋼切削力建模及試驗分析[J].工具技術,2007(11):33-35.
[10]沈壯行.現代高效切削刀具對提高制造業競爭力的重大作用[J].機械工程師,2009(10):5-8.
[11]程耀楠,姜文奇,李寶偉,等.電主軸振動狀態對表面粗糙度的影響試驗研究[J].工具技術,2020,54(8):87-91.
[12]陳偉群.高速電主軸固定座加工工藝分析和夾具設計[J]. 內燃機與配件,2020(17):97-98.
[13]徐龍文,沈豫鄂,徐家品.不銹鋼1Cr18Ni9Ti銑削問題分析及解決辦法[J].金屬加工(冷加工),2019(S2):219-221.
[14]袁濤,伏夢杰.1Cr18Ni9Ti不銹鋼接頭零件的加工[J].輕工科技,2018(10):64-65,67.
[15]楊叔子主編.機械加工工藝師手冊[M].北京:機械工業出版社,2002.
[16]何建民編著.銑工計算和常用數表[M].石家莊:河北人民出版社,1980:22-24.
[17]吳宗澤主編.機械設計師手冊(上、下冊)[M].北京:機械工業出版社,2002:1082.
[18]Juan Xu, Xuehui Zheng, Jianjun Zhang, et al. Vibration characteristics of unbalance response for motorized spindle system[J].Procedia Engineering, 2017, 174: 331 - 340.
[19]劉長山,呂燦燦.有限元分析法在數控機床主軸單元設計中的應用[J].機電產品開發與創新,2019,32(4):92-94.
[20]丘立慶.基于 ANSYS Workbench 的高速電主軸靜動態性能仿真分析及優化[J].設備管理與維修,2019(9):30-32.