縱梁設計優化及回彈補償
2021-09-26 07:52:52王慶雨單浩時巖林浙江吉潤汽車有限公司寧波杭州灣分公司
鍛造與沖壓 2021年18期
文/王慶雨,單浩,時巖林·浙江吉潤汽車有限公司寧波杭州灣分公司
后縱梁作為白車身中的關重件及難點件,一直以來都是開發人員最難以攻克的課題。因其結構造型復雜,其材料強度高(大部分為HC340/590DP 或HC420/780DP),給開發過程中的工藝分析、模具結構、模具調試、母線精度恢復、項目交期等帶來了極大的困難。隨著公司項目的日益增多,攻克后縱梁這個難題已刻不容緩,本文將從縱梁工藝與結構設計優化的角度來論述控制回彈趨勢,提升模具的穩定性;通過回彈補償方案策劃,將縱梁90%以上區域回彈控制在±0.5mm 之內,縮短了后期的調試周期,從而縮短了開發周期。
工藝與結構設計優化
分析軟件設置要求
⑴計算類型選擇回彈,推薦使用AF R7 版本,參數要求FV,網格單元EPS,層數11。
⑵回彈計算時設置要求。
1)修邊工序的設置要與模具工序內容一致,必須采用壓料修邊;
2)最終回彈的參考體必須是產品,并且各工序的回彈參考體最好手工導入;
3)必須保證回彈結果收斂,再進行回彈補償,補償參考分析值和經驗為最終大部分區域控制在±0.5mm 內;必須要保證補償后的型面平順,不要出現局部凸起。
OP05 落料工藝改善
采用級進落料(1 出2,分左右件),避免了后續生產板料毛刺方向對成形的影響,也有效提高了材料利用率和生產效率。
OP10 拉延工藝制定
⑴方案一:全拉延+側修邊工藝方案,拉延到底,減薄率局部超標,且3 處起皺風險較大,無法消除,此方案未采納。
⑵方案二:局部半拉延+翻邊+側整形工藝(圖1),經分析,此方案無開裂起皺現象,成形效果良好,采用此方案。
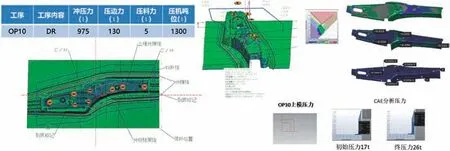
圖1 局部半拉延+翻邊+側整形工藝
拉延工藝細節處理
針對翻邊過程中存在輕微缺料問題,在拉延凸模上增加儲料工藝,盡可能增加翻邊區域型面線長,減少翻邊過程要料,影響主型面。
針對圓弧翻邊嚴重缺料問題,現有小水滴式儲料工藝優化改善,在現有基礎上盡量增加翻邊線長,減少翻邊過程缺料;儲料工藝在滿足CAE 分析的狀態下,開模數據可適當加大,在后續調試過程中放量。
如圖2 所示,OP10 整改前存在型面不光順、碎面和局部面倒角不光順、拉延局部面不平的問題,通過對型面細節做倒角光順處理使曲面平緩。
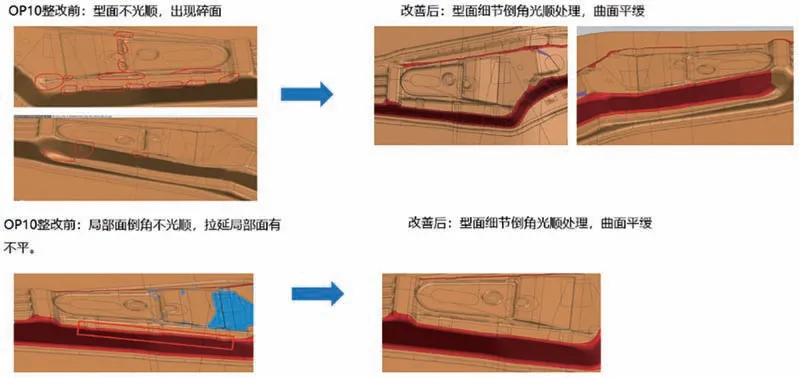
圖2 對型面細節做倒角光順處理使曲面平緩
通過型面局部強壓處理、局部考慮補充面造型和R 角局部空開來控制回彈和防止零件扭曲,具體操作如圖3 所示。
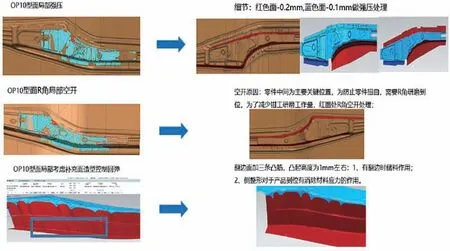
圖3 局部細節處理控制回彈和變形
拉延結構優化
⑴為消除制件型面落差處起皺,上模設置預壓料芯,依據分析數據,壓芯底部使用8.4t 壓力保證制件穩定,同時兩側增設氮氣缸保證壓料芯受力平衡,保證整體強度。
⑵為避免調試機床與生產機床的閉鎖功能差異,縮短匹配調試時間,增設壓邊圈回程延時機構,避免零件變形,同時避免了機床閉鎖功能不足導致的停產風險。
⑶引入同心孔理念,各工序設計同心圓,可有效驗證各序調試時材料走勢,明確各序差異。
⑷壓邊圈防側由傳統的2個防側導板增加到4個,且增加上下模本體防側向導板,有效消除側向力,使拉延過程更穩定。
回彈補償方案
回彈補償思路及方案
OP10 拉延。根據最終件結果值對OP10 拉延模整體補償,保證拉延模90%型面回彈量控制到±0.5 mm,盡量減少翻邊、側整形量。
OP20 修邊+沖孔。型面先不加工,待拉延回彈補償穩定后再根據OP10 拉延件逆向加工。
OP30 翻邊+側修邊。主型面沿用OP10 型面,只針對零件翻邊側壁區域進行補償。
OP40 側整形。主型面沿用OP10,側壁采用60°斜楔側整形,主要整兩側壁回彈量,將側壁回彈整形到位。
OP50 沖孔+側沖孔。采用產品型面,無回彈補償。
⑴OP10 拉延回彈補償方案(主型面區域回彈補償)。
根據最終工序件(OP50)回彈值對拉延模做整體回彈補償(補償系數約為1.0),90%主型面回彈量控制到±0.5mm。
⑵OP10 拉延反弧處理。
根據CAE 分析:拉延做反拉檻結構控制反弧及側壁回彈;補償處理后側面回彈不超過0.5mm,測得反弧量小(0.2mm 左右);考慮實際模具狀態與理論分析的誤差,無法確定反弧補償量,考慮到拉延模具做火后加工,如補償過度,后期整改量大。
綜上,暫不做反弧補償,反弧依據實際出件狀態再確認整改量;如需要進行反弧補償,補償方案選擇在回彈弧面的最高點做折線、不倒角的型面補償。
OP30 翻邊模回彈補償方案(針對翻邊側壁回彈補償)
該工序主要實現翻邊工藝,根據回彈值只針對零件翻邊側壁區域進行補償(補償系數約為1.0),以減小側整形工序整改量。
OP40 側整形回彈補償方案
根據回彈分析結果,主要調整側壁區域回彈(目前補償系數約為1.0),斜楔采用60°整形。通過控制整形工序模具間隙(0.2 ~1.6mm),保證翻邊面質量,同時有效控制翻邊面的回彈。
回彈補償斷面長度分析
對回彈補償斷面長度分析,以驗證回彈補償的有效性。
⑴OP10 拉延線長確認,見圖4。
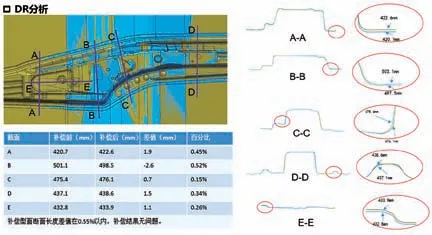
圖4 OP10 拉延線長確認
⑵OP30 拉延線長確認,見圖5。
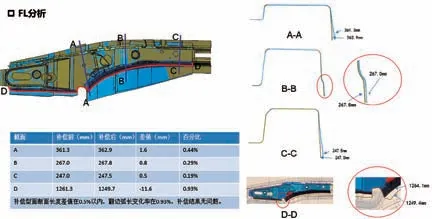
圖5 OP30 拉延線長確認
⑶OP40 拉延線長確認,見圖6。
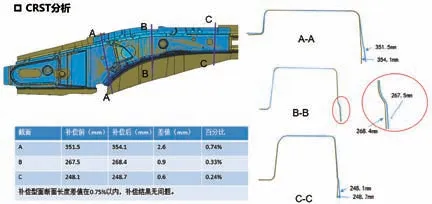
圖6 OP40 拉延線長確認
回彈補償前后對比
⑴ OP10拉延補償前后對比,見圖7。
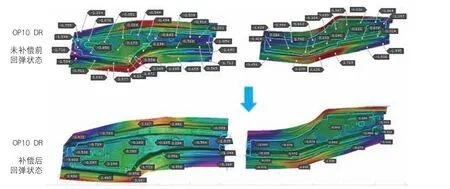
圖7 OP10 拉延補償前后對比
⑵ OP30拉延補償前后對比,見圖8。

圖8 OP30 拉延補償前后對比
從 OP10至OP30 分析可以看出:通過回彈補償,主面回彈90%以上區域回彈量控制在±0.5mm 以內,同時回彈補償后零件扭曲量較小。
⑶OP40 拉延補償對比,見圖9。

圖9 OP40 拉延補償前后對比
從OP40 拉延補償前后對比可以看出:通過回彈補償,頂面90%區域回彈基本控制在±0.5mm 之內,側壁區域回彈量也基本控制在±0.5mm 以內,從截面圖來看,回彈補償后零件不扭曲。
⑷自由回彈和基準點回彈對比,見圖10。
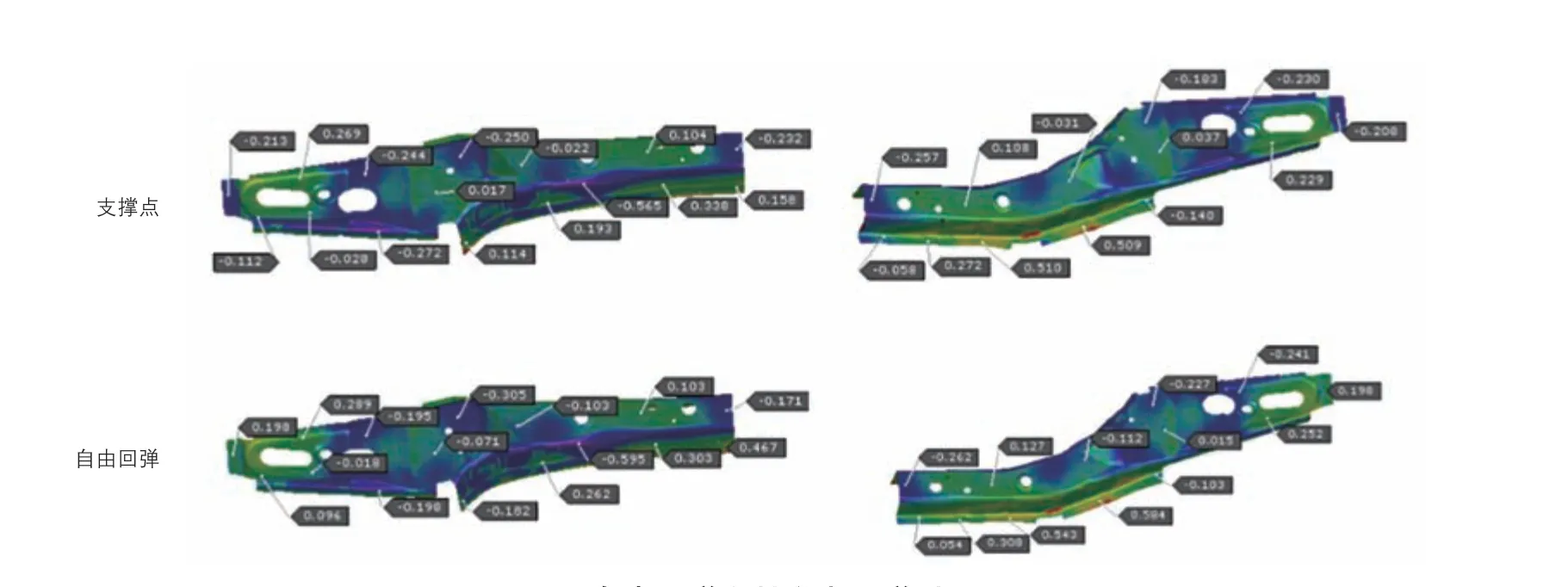
圖10 自由回彈和基準點回彈對比
分析得出:基準點回彈與自由回彈差異小于0.1mm,回彈補償時可以采用自由回彈狀態進行補償。
效果驗證
通過工藝結構方案優化,回彈補償策劃,最終理論回彈量控制在-0.6mm ~+0.7mm 之間,整個零件95%區域回彈控制在±0.5mm 之內,且制件扭曲量較小,達到預期補償效果。
首件檢查
對調試參數、板料尺寸、拉延筋實物確認、拉延走料量、模具型面研合率和出樣掃描數據與CAE 分析數據對比確認,確認過程受控與分析結果一致,下文列舉右縱梁確認過程。
⑴調試參數對比確認,見圖11。
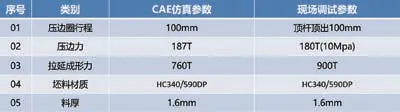
圖11 調試參數對比確認
⑵拉延筋設置對比,見圖12。
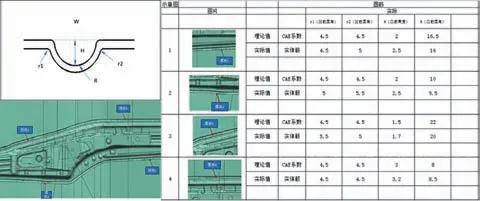
圖12 拉延筋設置對比
⑶走料量研合控制在5mm 以內,調試尺寸與理論尺寸一致。
⑷模具型面研合確認達成90%。
⑸拉延回彈數據對比。
調試參數符合設計要求,進出料狀態與CAE 分析一致,拉延研合率達到90%,實際出樣與CAE 分析,主要在圖13 中局部A 區域存在差異,最大差值1.5mm,經過調整壓邊力和縮減料片等方案調試驗證,A 區域回彈趨勢和CAE 分析的回彈趨勢是一致的,考慮到高強板和CAE 本身分析的差異,可以認為出件狀態和CAE 分析的狀態基本一致,分析正確。
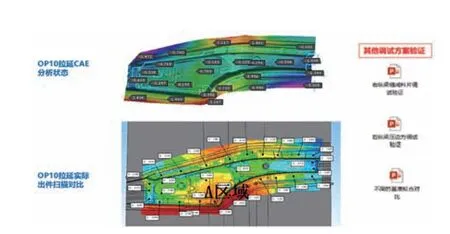
圖13 拉延回彈數據對比
調試過程
⑴根據首件驗證結果,零件在檢具自由狀態下小頭貼合檢具,大頭處反彈。以小頭為基準,對大頭處的回彈進行補償,先按1:1 對拉延進行補償,確認整改的方向正確與否,以及正確后的有效性。
⑵第一輪整改后,回彈明顯改善,補償趨勢正確,可按當前數據繼續補償。
第一輪整改后存在圖14 中描述的問題,對問題原因進行分析,得出整改措施。
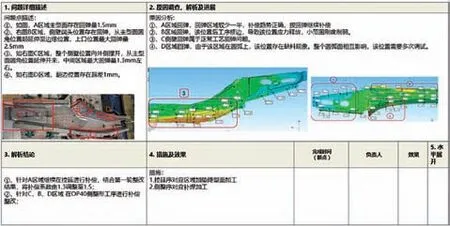
圖14 第一輪整改后存在的問題及整改措施
⑶第二輪整改后,零件整體狀態較好,主型面區域的基準面均貼合,零件放置檢具上狀態穩定,局部區域存在超差問題,如圖15 所示。
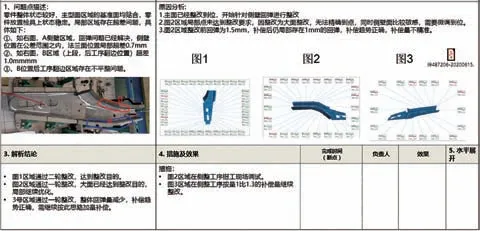
圖15 第二輪整改后局部存在超差問題及整改措施
⑷經過第三輪的整改,零件整體型面合格率在90%以上,見圖16。
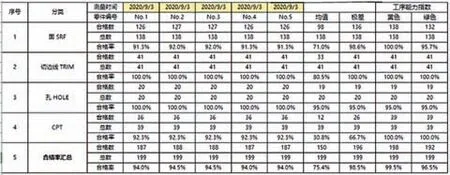
圖16 第三輪整改后整體型面合格率在90%以上
結束語
綜上所述,通過前期策劃,數據前期做到最優化,CAE 精細化分析指導,制造過程受控,做到了實物與理論分析狀態一致,縱梁開發在FDJ后僅用5.5個月即達成了型面合格率在90%以上,有效提升了工作效率,縮短了困難件的開發周期,大幅降低了整改費用。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
電子制作(2018年12期)2018-08-01 00:47:44
制造技術與機床(2017年6期)2018-01-19 02:41:21
電子制作(2017年19期)2017-02-02 07:08:38
山東工業技術(2016年15期)2016-12-01 05:31:22
當代化工研究(2016年6期)2016-03-20 16:21:46
銅業工程(2015年4期)2015-12-29 02:48:39