大直徑厚壁直縫埋弧焊管RBE生產工藝及關鍵技術
2021-09-26 07:45:24溫明軍
焊管 2021年9期
溫明軍,王 芳
(太原重工股份有限公司,太原 030024)
0前言
隨著我國綠色經濟發展理念的不斷深入,城鎮化建設步伐明顯加快,對石油、天然氣的需求也越來越大,這將加快推進我國油氣管網建設。另一方面,我國高鐵、地鐵、機場等基礎設施的高速發展,將進一步推動直縫埋弧焊管的應用和發展。目前,大直徑直縫埋弧焊管主要有JCOE、UOE和RBE三種生產工藝,國內主要采用JCOE和UOE生產工藝,國外有多條生產線采用RBE生產工藝。RBE生產工藝的特點是投資低、生產效率高,由于該工藝最初只能生產薄壁焊管,因此一直未在我國得到發展。為了滿足用戶對該工藝的需求,經過對RBE生產工藝、設備的不斷研究和突破,成功研制出我國首套大直徑厚壁直縫埋弧焊管RBE生產工藝技術及裝備。
1 RBE生產工藝流程
RBE直縫埋弧焊管生產工藝與其他兩種工藝不同的地方在于管坯的成型方式,UOE工藝是先通過預彎機將中厚板縱向兩邊彎曲,然后分兩步采用U形機和O形機壓制成開口的“O”形管坯;JCOE工藝先通過預彎機將中厚板縱向兩邊彎曲,然后采用一臺成型壓機逐步壓制成開口的“O”形管坯;RBE工藝是通過一臺三輥卷板機一次性將中厚板卷制成開口的“O”形管坯,然后采用后彎的方式對管坯的兩邊進行彎曲。RBE生產工藝流程如圖1所示。圖1中成型工序采用RB三輥卷制成型法,將銑邊后的鋼板卷制成開口的“O”形管坯,確保管坯縱向兩邊及管體直線度滿足標準要求;后彎工序是將卷制成型管坯的剩余直邊彎曲,保證焊縫兩側的曲率與管體曲率一致,且不傷及銑邊坡口。
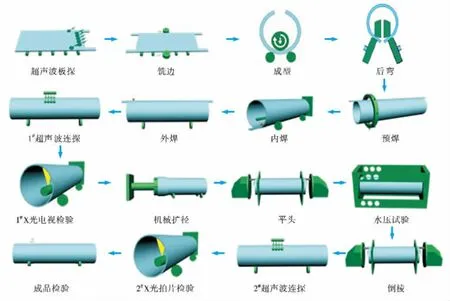
圖1 RBE生產工藝流程
2 RBE成型設備及關鍵技術
2.1 三輥卷板成型機
三輥卷板成型機卷制速度可達10 m/min,三輥采用單獨驅動、同步控制,要確保三輥線速度相同,并且三輥同時輸出扭矩進行卷制成型。直縫埋弧焊管定尺軸向長度為12.5 m,卷制成型過程中,上輥被管坯包絡,兩端施加向下成型力時,輥身受到相反的均布載荷,上輥會產生撓曲,此時上輥與下輥間隙為中間大兩邊小,管坯成型后會出現“鼓肚”現象。因此,RBE成型最關鍵的就是上輥撓度控制。
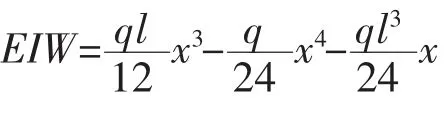
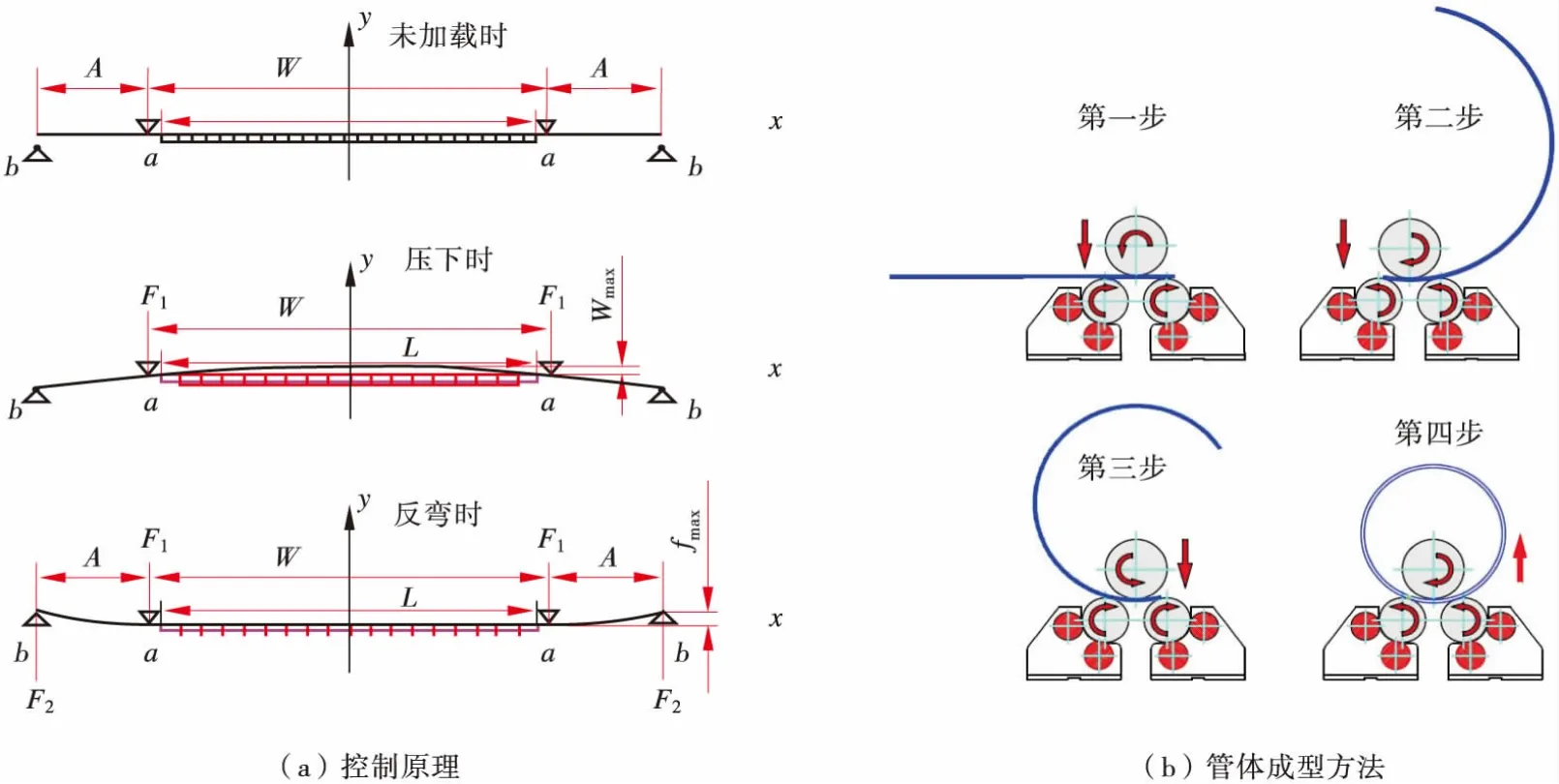
圖2 反彎法上輥撓度控制原理及成型方法
針對小規格徑厚比小的產品,由于上輥直徑小,反彎力產生的上輥彎曲應力大于其屈服應力,因此無法采用反彎的方法進行撓度補償,應采用多點支撐法控制上輥的撓度變形。即在上輥上方配置高剛度壓下梁(剛度系數為1/5 000 mm),成型時的均布載荷通過支撐輥傳遞到壓下梁,上輥的直線度通過壓下梁的剛度保證,從而實現管坯直線度的控制。成型過程中,要充分考慮鋼板的運動軌跡,按照圖3所示的6個步驟進行管體成型。第一步,上輥壓下,三輥同步轉動,形成2倍于最終曲率的“J”形管坯;第二步,上輥2次壓下,三輥同步反向轉動;第三步,上輥3次壓下,三輥同步轉動,形成最終曲率的 “J”形管坯;第四步,上輥回程,三輥同步轉動, “J”形管坯的另一邊與下輥對齊;第五步,上輥4次壓下,三輥同步轉動, “J”形管坯成型為最終曲率的“O”形管坯;第六步,上輥回程,將成型后的“O”形管坯輸出成型工序。
圖3 多點支撐法上輥撓度控制原理及成型方法
以上兩種上輥撓度控制方法有效控制了卷制成型時管體的直線度,采取對應的管體成型方法,生產效率高、管坯圓度好,特別是多點支撐的上輥撓度控制方法提高了設備對小徑厚比產品的加工能力。
2.2 后彎輥壓機
后彎輥壓機壓制速度可達12.5 m/min,兩下輥單獨驅動,同步控制,確保兩下輥輸出轉速一致。焊縫兩側剩余直邊的彎曲對直縫埋弧焊管成品質量影響很大,若處理不好則會出現“內外噘嘴”現象,因此直邊曲率需與管體曲率一致。傳統后彎機采用上下輥匹配的彎曲方式,彎邊寬度小,無法對卷制成型后的剩余直邊完全彎曲,規格更換時需要更換上、下輥,模具配置數量大,更換耗時長。
本研究采用小變形多道次直邊彎曲方法,對管體成型后的剩余直邊進行輥式彎曲。以管坯內側的上輥為基準,通過調整管坯外側下輥的水平、垂直、旋轉三個方向的自由度與上輥形成一定的孔型,并且在調整過程中必須協同開展以確保孔型的一致性。管坯通過孔型,下輥上升將直邊彎曲成與管體相同的曲率,當剩余直邊較大時,根據直邊寬度,進行多道次彎曲,每次彎曲剩余直邊的一部分,直到全部直邊完全被彎曲成型,如圖4所示。彎曲步驟為:①剩余直邊寬度初始值為W,調整下輥角度、開口度與上輥成一定孔型,進行一道次彎曲,直邊減少至W1;②第二次調整下輥角度、開口度,進行二道次彎曲,直邊減少至W2;③第三次調整下輥角度、開口度,實施二道次彎曲,經過三次彎曲后剩余直邊寬度由初始的W減至0,從而實現剩余直邊的完全彎曲。
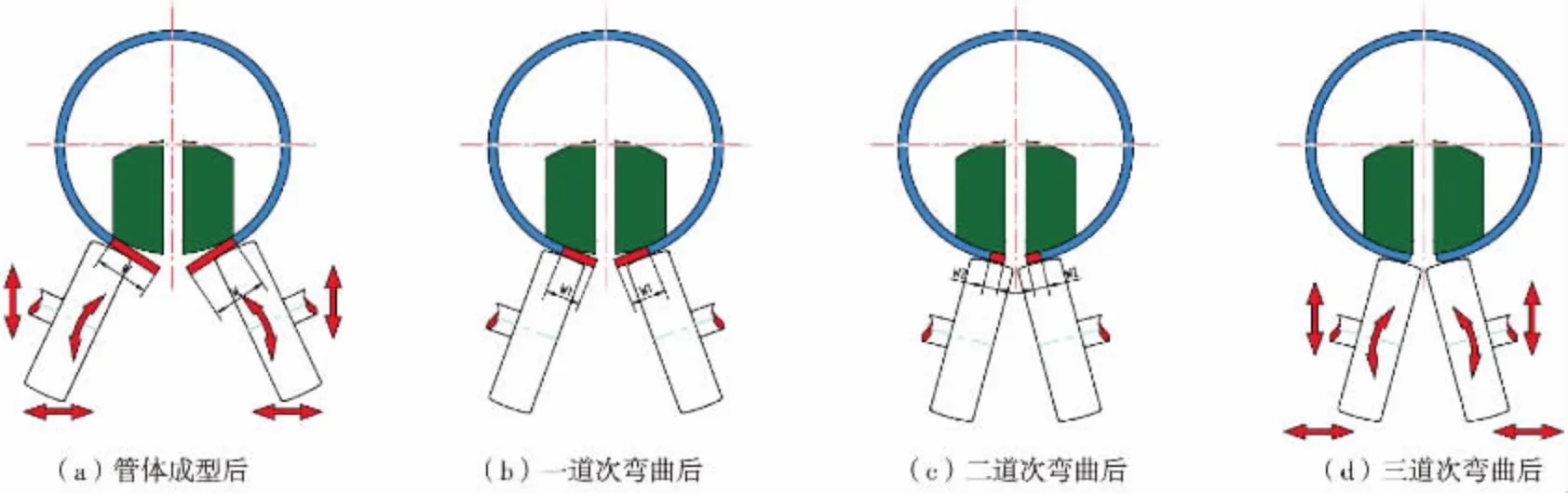
圖4 小變形多道次直邊彎曲原理
小變形多道次直邊彎曲方法彎曲精度高、適應范圍寬,更換規格時不需要更換下輥,對于剩余直邊大的規格通過快速調整下輥位置就可與上輥形成需要的孔型,再進行多道次彎曲,工模具配備數量低。彎曲成型過程中變形區域小,線速度速差較小,產品表面無拉傷。
3 實際應用效果
該RBE直縫埋弧焊管生產線于2019年1月調試成功并順利投產,已連續安全運行兩年,可生產直徑406~1 422 mm、壁厚6~35 mm、單根長度8~12.5 m、鋼級A25~X80的直縫埋弧焊管,每小時可生產鋼管15~20根,產品各項指標優于API SPEC 5L、ISO 3183—2019、GB/T 9711—2017等標準,充分體現了RBE生產工藝靈活、高效的特點。
4 結束語
本研究開發了大直徑、厚壁直縫埋弧焊管的RBE生產工藝,在我國屬首次應用,為我國直縫埋弧焊管的生產提供了一種新的選擇。同時,將在直縫埋弧焊管的生產工藝、裝備制造上做出更多的創新和嘗試,為焊管生產企業提高產品質量、降低生產成本、提升企業競爭力提供借鑒。
