No96型LNG船貨艙圍護系統殷瓦焊接檢驗研究
2021-09-28 08:09:10余勇華管金玨王慶豐
江蘇船舶 2021年4期
余勇華,管金玨,徐 驍,王慶豐
(1.江蘇新揚子造船有限公司,江蘇 靖江 214532;2.招商重工(江蘇)有限公司,江蘇 南通 226116;3.江蘇科技大學,江蘇 鎮江 212000)
0 引言
目前,LNG船舶運輸是實現LNG跨地區遠洋運輸的最有效方式,故世界范圍內投入使用的LNG船的數量正逐年增加。LNG船最重要的船體結構就是LNG液貨艙。多年以來,液貨艙研制了多種型制,如:球罐型(Moss、Esso)、薄膜型(GTT、CS、TECHNIGAZ)、自持式棱柱型(SPB)等,其中薄膜液貨艙型優勢愈來愈突出。薄膜型液貨艙船型根據施工方法與絕熱種類分為GTT No96型、CS-1和Mark Ⅲ型,其中:Mark Ⅲ型的液貨艙材料是由絕緣板及剛性絕緣材料組成,GTT No96型液貨艙是由絕緣材料組成的絕緣箱。GTT No96型和Mark Ⅲ 2種形式的薄膜型LNG貨物圍護系統幾乎占據了所有在建的LNG船的市場,但是GTT No96型在船體建造工藝和要求尤其是加工精度與焊接等方面要比Mark Ⅲ型要求更高。
No96型圍護系統的主要優點是主、次屏壁所采用的殷瓦鋼熱膨脹系數極低,比較容易實施自動焊接的方式;缺點是殷瓦鋼價格昂貴,焊接工藝要求嚴格、精度標準高并且其厚度較為薄。其中絕緣箱的制作與安裝、超薄殷瓦鋼的焊接與裝配、裝卸液貨用泵塔的制作與安裝又被譽為LNG船貨艙圍護系統的核心和難點。
本文對殷瓦特性及焊接相關操作進行分析,著重研究焊接檢測部分的目檢、滲透和宏觀金相等的控制,詳細記錄各個工序,結合規范可為LNG船貨艙圍護系統殷瓦焊接檢測工藝操作提供參考。
1 殷瓦的特性及焊接方法
1.1 殷瓦的特性
(1)殷瓦可在超低溫的條件下保持良好的工作性能、較好的延展性和可焊接性,且再加工后不易被腐蝕。
(2)殷瓦熱膨脹系數小,強度和硬度不高,導熱系數低,塑性、韌性、延伸率、斷面收縮率及沖擊韌性都很高。
(3)殷瓦不能熱處理強化,其特性與奧氏體不銹鋼類似,但比奧氏體不銹鋼更難加工。
(4)切削加工中所需切削力大、切削溫度高,必須采用高性能刀具。
(5)殷瓦十分薄,極限厚度為0.5 mm,因此在焊接過程中需要精確控制焊接流程及熟練的焊接技巧,避免產生氧化或焊穿等現象。
1.2 殷瓦的焊接方法
No96薄膜型LNG貨艙圍護系統內,殷瓦的焊接主要為手工焊和自動焊2種形式。手工焊采用手工氬弧焊(TIG焊),自動焊有自動TIG焊和縫焊2種形式。
2 殷瓦焊接的檢驗
No96型LNG船貨艙圍護系統的焊接整體性檢驗包括目檢、滲透、宏觀金相、強度試驗、支撐試驗、氦氣試驗、全船試驗等,但針對殷瓦焊接接頭的檢測只有目檢、滲透和宏觀金相。
2.1 目檢
焊縫首先要進行外觀檢測,其縱向成形波紋密度需均勻且保持良好的直線度。焊縫表面應盡可能光順,從上方殷瓦板平順過渡至下方殷瓦板,背面不能有焊穿等缺陷。
2.2 滲透檢測
殷瓦試樣經目檢合格后,進行滲透檢測,以檢測表面是否有目檢不易檢測到的焊接缺陷。
2.3 宏觀金相
目檢和滲透檢測都合格的焊接試樣需要進行宏觀金相觀察,根據焊縫成形要求判斷焊接接頭是否合格。在實際生產中,為確保焊接質量,焊工通常需要焊接幾個試樣并進行宏觀金相檢測,合格后方可進行正式產品的焊接。
宏觀金相試樣制作完畢后必須進行電子顯微鏡拍照、微觀電子測量、標記尺寸等,最終形成宏觀金相照片。根據對接頭各部分測量的數值與標準要求數值進行比較,全部測量數值在標準要求范圍內方可認為焊接接頭合格。
2.4 金相試樣制作和觀察
2.4.1 金相試樣制備
(1)將需要進行宏觀金相檢測的焊接接頭切割成10~15 mm寬、20~25 mm長的試樣,確保整個接頭焊縫端面位于試樣中央,然后打磨兩側端頭毛刺,將打磨好的樣品放入樹脂試樣鑲嵌機進行鑲嵌,以增加試樣的體積便于樣品表面的拋光研磨。
鑲嵌完畢的試樣放在拋光機上進行研磨拋光,確保焊縫切面研磨光亮。同一個鑲嵌試塊內可鑲嵌多個試樣。
2.4.2 樣品酸蝕液的制定
試樣拋光研磨完畢后,需要對接頭拋光端面進行酸蝕,觀察接頭端面熔合線。本文試驗了2種酸蝕液,酸蝕液酸蝕端面速度越快,熔合線越明顯。
酸蝕配方①:50 ml的蒸餾水、50 ml 94%~95%溶度的工業酒精、50 ml的溶度最小為37%的鹽酸溶液、20克無水硫酸銅。
酸蝕配方②:50 ml的蒸餾水、50 ml 94%的高純度工業酒精、50 ml濃度為60%的硝酸。
經過對酸蝕試樣的觀察,酸蝕配方①的效果明顯優于酸蝕配方②,但酸蝕配方②的組成成分更容易取得。酸蝕液必須儲藏在深色避光密閉玻璃瓶中。配方中的成分比例取得約數值,如需更好的效果,需要對各成分的比例進行微調。
2.4.3 試樣酸蝕觀察
(1)酸蝕試樣前先用94%~95%蒸餾水溶液清洗,去除焊接樣品表面的油脂,然后用干凈的干棉花球擦拭去除表面水分,防止影響酸蝕液的效果。
(2)用棉花球蘸取酸蝕液,將酸蝕液均勻地涂抹在金相試樣接頭的斷面上,大約過5 min后進行觀察。如果一次沒有達到需要的酸蝕效果,就需要多做幾次。通常在20 ℃以下試驗效果會比較好。
(3)用蒸餾水沖洗試樣,干燥后將試樣放在15~100倍的電子顯微鏡下觀察焊縫的幾何特征。測量時需要將電子顯微鏡連接到屏幕和打印機上,根據成形畫面測量數據。
2.5 試樣幾何數據分析
對電子顯微鏡下的試樣焊縫進行幾何數據的測量后,將各部分的測量數值與標準給定的參數進行對比,以判斷焊接接頭的成形是否合格。
2.5.1 殷瓦搭接接頭數據測量
搭接接頭測量的數據主要有板厚e
、e
,上板處焊縫成形弧度半徑R
,焊縫在下板上的熔深P
,熔寬L
,其示意圖見圖1。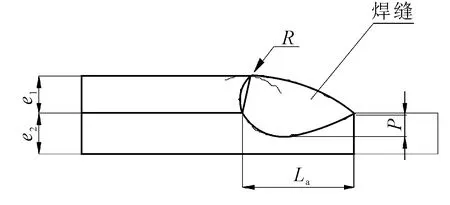
圖1 搭接接頭數據測量示意圖
不同的搭接方式,根據上下板厚的不同,熔深P
和熔寬L
的標準要求不同,見表1。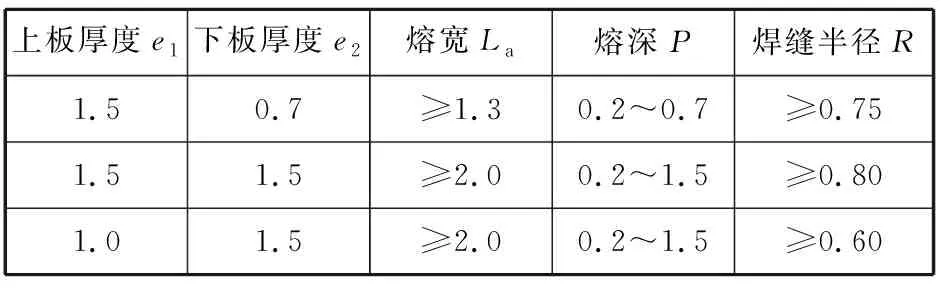
表1 搭接接頭測量標準 單位:mm
本文以1.5 mm No.11試樣與0.7 mm No.13試樣的殷瓦搭接為例進行數據測量。
試驗焊縫接頭測量數據統計見表2。
2.5.2 殷瓦頂焊接頭數據測量
頂焊接頭測量的數據主要有外側板厚e
、e
,焊縫成形弧度半徑R
,見圖2,測量標準見表3。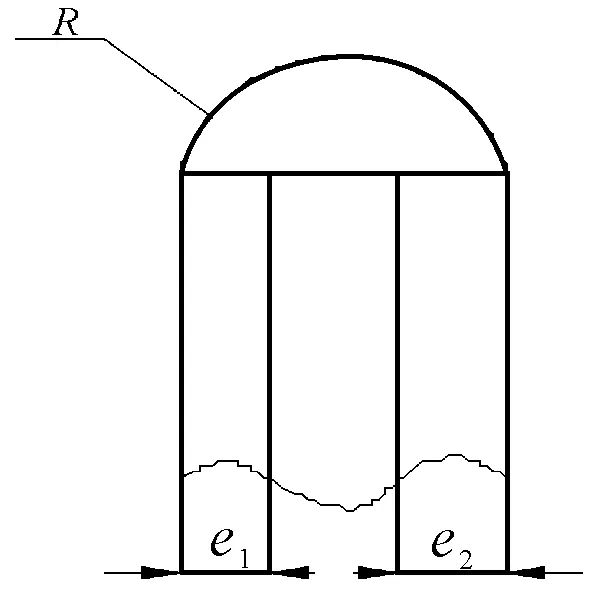
圖2 頂焊接頭數據測量示意圖

表2 1.5 mm與0.7 mm搭接接頭數據測量
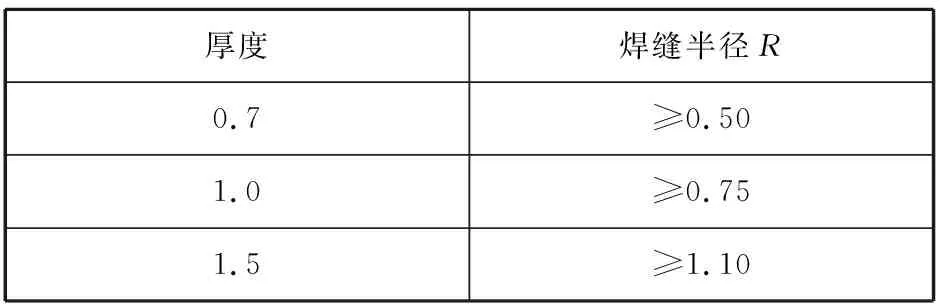
表3 頂焊接頭測量標準 單位:mm
試驗焊縫接頭測量數據統計見表4。
3 結論
(1)檢測工藝的質量很大程度決定焊接質量的高低。為了使焊縫成形美觀、焊接接頭不發生焊接缺陷、焊接質量優良,就必須進行嚴格的檢測。
(2)結合相關規范的要求,本文通過電子顯微鏡對焊接接頭熔敷金屬成型、深度及半徑的檢測辦法,判斷試樣是否符合殷瓦焊接標準要求。
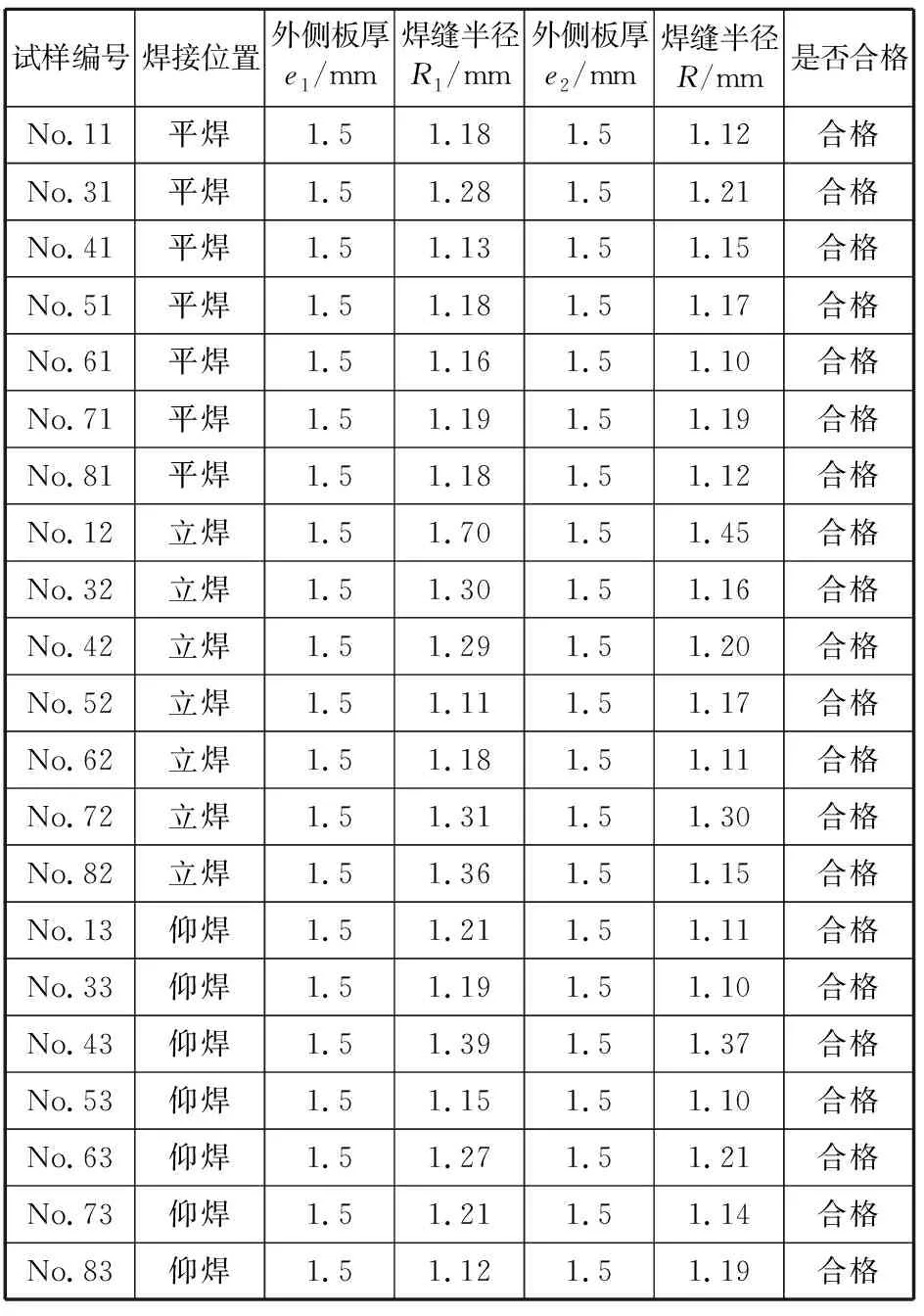
表4 1.5 mm與1.5 mm頂焊接頭數據測量
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
