基于ABAQUS的焊接工藝仿真研究
2021-09-29 05:34:50劉紀王地川羅鳳平
汽車零部件 2021年9期
劉紀,王地川,羅鳳平
(長興吉利汽車部件有限公司,浙江湖州 313000)
0 引言
柔性薄板鈑金零件廣泛應用于汽車的車身骨架生產中,其常用的連接方式主要為點焊,工藝過程一般是經過零件、分總成、總成到車身骨架總成等幾十個焊接工序完成組焊拼裝,由于其各個環節均存在鈑金的制造公差,傳統的剛性零件分析不能完全反映一個總成的裝配狀態及其相對微觀的變形過程,在后期實車夾具調試時,主流的尺寸精度調試以試制匹配為主,難以在前期設計中發現夾具的設計問題,導致夾具反復設變,影響造車進度,且在整車CAE分析中,一般較少考慮焊接完成后的內應力問題,導致仿真結果不準確。
王德倫和肖榮光[1]分析了由名義焊點漂移產生焊裝偏差的機制,得出了以節點耦合方式模擬焊點,以接觸單元模擬零件間的相互作用,在不考慮塑性變形情況下的組裝件回彈分析;周強等人[2]針對柔性薄板零件裝配過程的受力變形與接觸現象,提出ABAQUS通過重啟動分析、數據傳遞技術和自由度耦合功能,實現了裝配過程的仿真。
本文作者采用ABAQUS軟件對典型的鈑金件焊接過程一般為上件、夾具壓緊、焊槍下電極臂到位,焊槍上電極臂加壓通電、冷卻、焊槍退出及夾具打開過程進行了模擬,輸出了零件裝配焊接過程中測點的變形歷程,同時輸出了焊槍、夾具的壓緊力歷程和焊接完成后焊點的內應力狀態,可以指導夾具MCP的方案設計及焊槍和夾具氣缸的選型,也為整車CAE仿真部門輸出總成狀態下焊接完成后的焊點及零件的內應力狀態,提高整車CAE部門仿真的準確性。
1 薄板零件的裝配模型及建模
依據實際的焊接過程,文中采用的焊接工藝模擬分4個階段:
(1)上件,零件重力與夾具支撐的平衡階段;
(2)夾具夾緊,壓緊塊將零件夾緊;
(3)焊接,按照預先設定的焊接次序模擬;
(4)夾具打開,分析零件的回彈。
1.1 模型裝配的狀態
文中采用經典的單帽橫梁結構,零件的初始模型包含兩種狀態:
(1)零件之間存在裝配間隙,如圖1所示;

圖1 裝配間隙
(2)零件之間存在裝配干涉,如圖2所示。

圖2 裝配干涉
鈑金件厚度均為1.5 mm。
以上的變形為在前處理軟件中采用極限公差的方式對網格進行變形處理后得到初始模型。
在CATIA軟件中裝配完成后的焊槍、夾具零件及測點位置如圖3所示。

圖3 裝配完成后的焊槍、夾具零件及測點位置
假定模型存在h的初始干涉,采用有應力外推調整干涉量至小于等于0.005 mm,在分析的第一階段消除零件間及零件與夾具的干涉,如圖4所示,對零件及工具體間設置接觸關系,在適當的階段激活接觸,以完成干涉的消除。
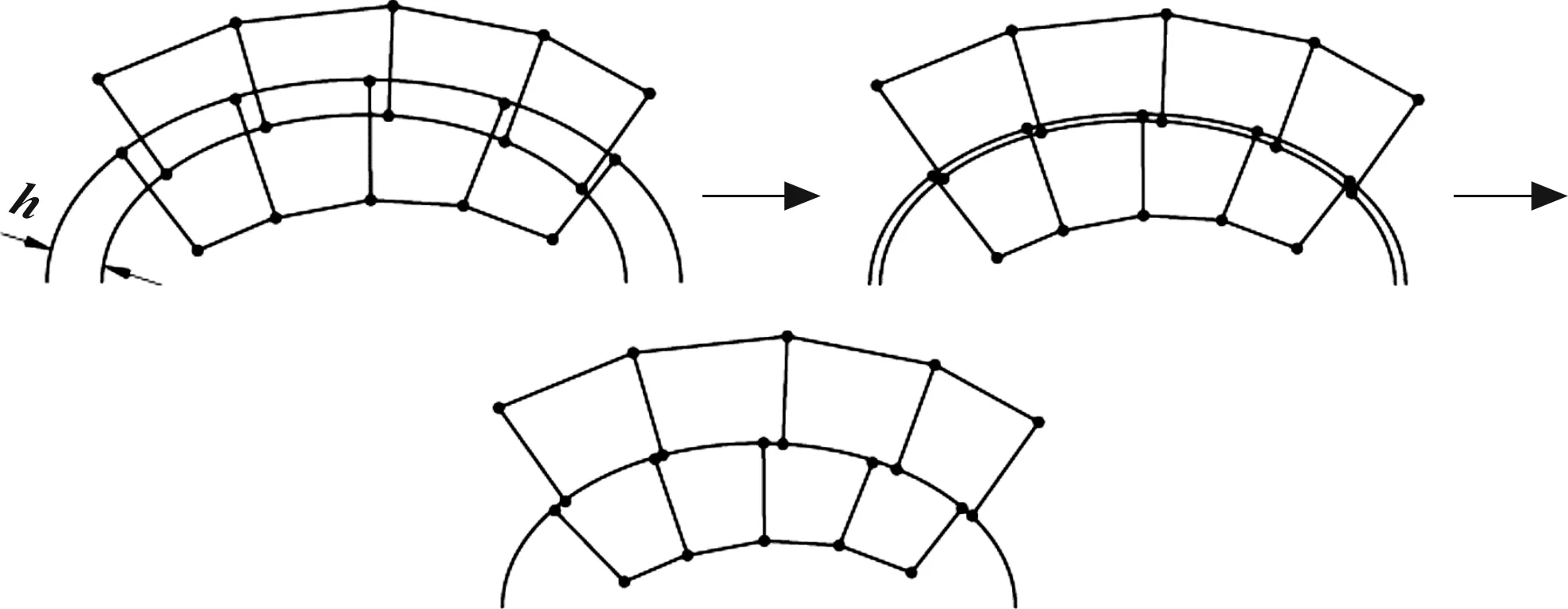
圖4 模型裝配干涉的處理過程
1.2 夾具及焊槍工具體建模方案
夾具及焊槍工具體在三維軟件中設計完成后導入ABAQUS以離散剛體的形式表達,以減少分析資源占用,夾具的固定塊在分析中固定,壓緊單元設置5 mm的位移,在分析的第二階段滑入,在第四階段退出。焊槍及夾具的工具體為理論理論位置,未設計初始偏差。
焊槍工具體在第三階段進入模型,各個焊接過程的焊接分析步驟為:
(1)下電極到位;
(2)上電極到位;
(3)焊點生成;
(4)上電極退出;
(5)下電極退出。
1.3 定位銷的建模方案
定位銷共4個,4個定位銷在第一階段完成零件的定位,在第四階段將零件的定位銷退出,保留兩件總成的定位銷,定位銷以固定節點的方法建模,如圖5所示。

圖5 定位銷建模
1.4 焊點的建模方案
鈑金件裝配過程仿真的關鍵難點在于焊點的連接模擬,ABAQUS中常用的焊點模擬方法主要是以下幾種[4]。
ACM(等效-(T1+T2)/2),此焊點的模擬方案是創建實體單元,將實體單元的節點與其周圍的殼單元節點進行運動耦合,以殼單元的厚度作為參數將實體單元從殼單元偏移,殼單元的厚度為(T1+T2)/2,如圖6(a)所示,在焊接工藝模擬中,如鈑金件間存在間隙,則實體單元一般在兩鈑金件的中心創建。
ACM(殼間隙),此焊點的模擬方案同樣是創建實體單元,與(等效-(T1+T2)/2)的區別是不以板厚為計算參數,直接以殼單元間的間隙為參數進行填充,如圖6(b)所示。“FASTENER”在殼單元間創建CONN3D2單元,如圖6(c)所示。

圖6 ABAQUS常用的3種焊點模擬方法
在ABAQUS軟件的3種焊點方案中,3種模型都是需要在初始模型中進行定義,屬于模型的一部分,不能類似邊界條件獨立于初始模型,文中選擇控制單元生死法進行焊點的模擬,最直接的方法是控制ACM焊點單元,“FASTENER”焊點的生死控制比較困難,因此文中以ACM焊點為焊點連接模擬的研究對象。
通過ABAQUS仿真分析,采用ACM(等效-(T1+T2)/2)/(殼間隙)的焊點建模,實體單元的厚度為1.5 mm,提交運算后在模型的初始分析步,實體單元立即將控制節點偏移1/2的板厚,使之與殼單元的厚度方向匹配,在后續分析中,由于板件間隙持續減小,導致實體單元發生網格畸變,運算終止,如圖7所示。
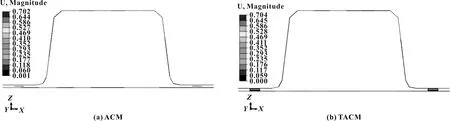
圖7 仿真分析
文中為此開發了一種新的焊點模型,將采用ACM(殼間隙)方式建模后的焊點模型用綁定的形式取代節點的運動耦合模型,以下簡稱TACM,結構如圖8所示。
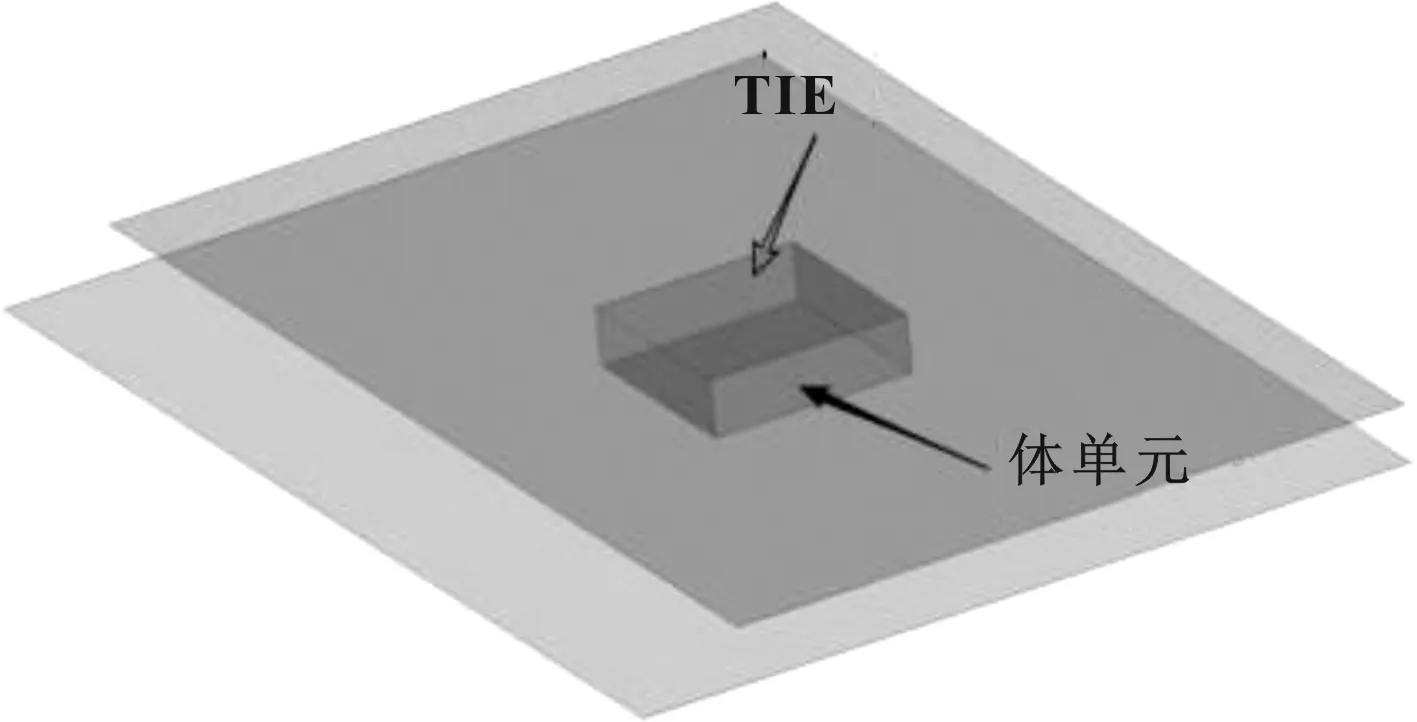
圖8 TACM結構
為了研究TACM模型的焊點精度,采用上文所述的經典單帽焊接結構作為研究對象,這種模型是研究焊點精度的最常用模型。
各焊點模型與實驗模型模態對比如表1所示。
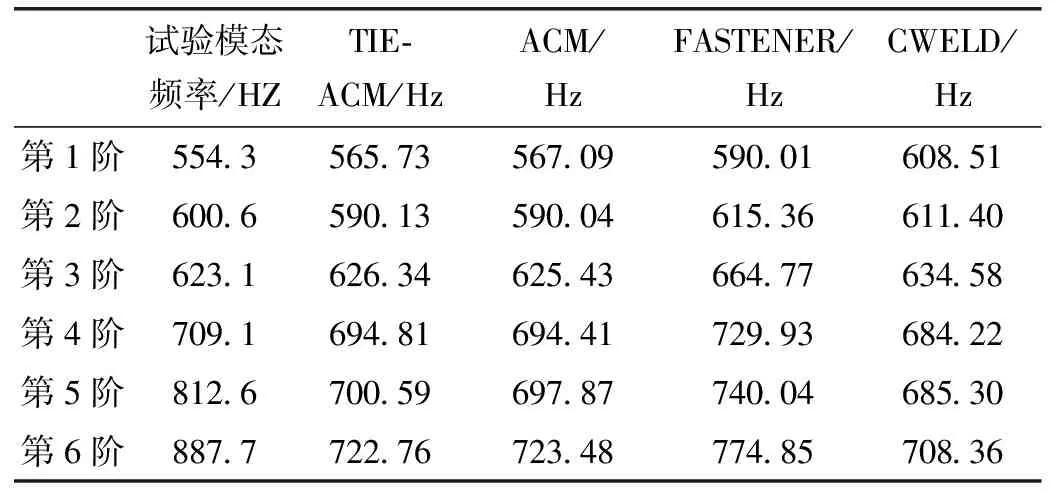
表1 各焊點模型與實驗模型模態對比
對于單帽形結構,很多學者進行了模態分析和試驗。文獻[3]中,對于單帽形結構進行了模態試驗和研究,由于所建立的有限元模型尺寸一致,在此直接借用其試驗結果,如表1所示。
由上,TACM的焊點性能基本與ACM的焊點性能一致,因此認為TACM焊點設置是合理的。
1.5 焊點的生死控制方法
在ABAQUS中,焊點的生死控制以*model change關鍵詞進行設置[5],在焊接的起始階段將焊點取消激活,在適當的焊接工序將焊點重新激活,根據焊接工藝的實際狀態,文中不考慮焊接熱變形,焊點在激活后應以無內應力狀態方式生成。
2 焊接工藝模擬
零件上下板在重力場下(-9 800 mm/s2),按照預先設定的焊接工藝順序,將焊點在第一階段的起始立即取消激活,而后按照焊接順序依次激活相應焊點,而后焊槍退出,依次循環完成所有定位焊點的模擬,文中分析共設置24個分析步。
第一階段,單帽橫梁上下板分別裝配到夾具上,此時夾具處于打開狀態,零件與夾具建立穩定接觸后的變形情況如圖9所示,中部塌陷,表明上下板裝配時存在干涉現象。
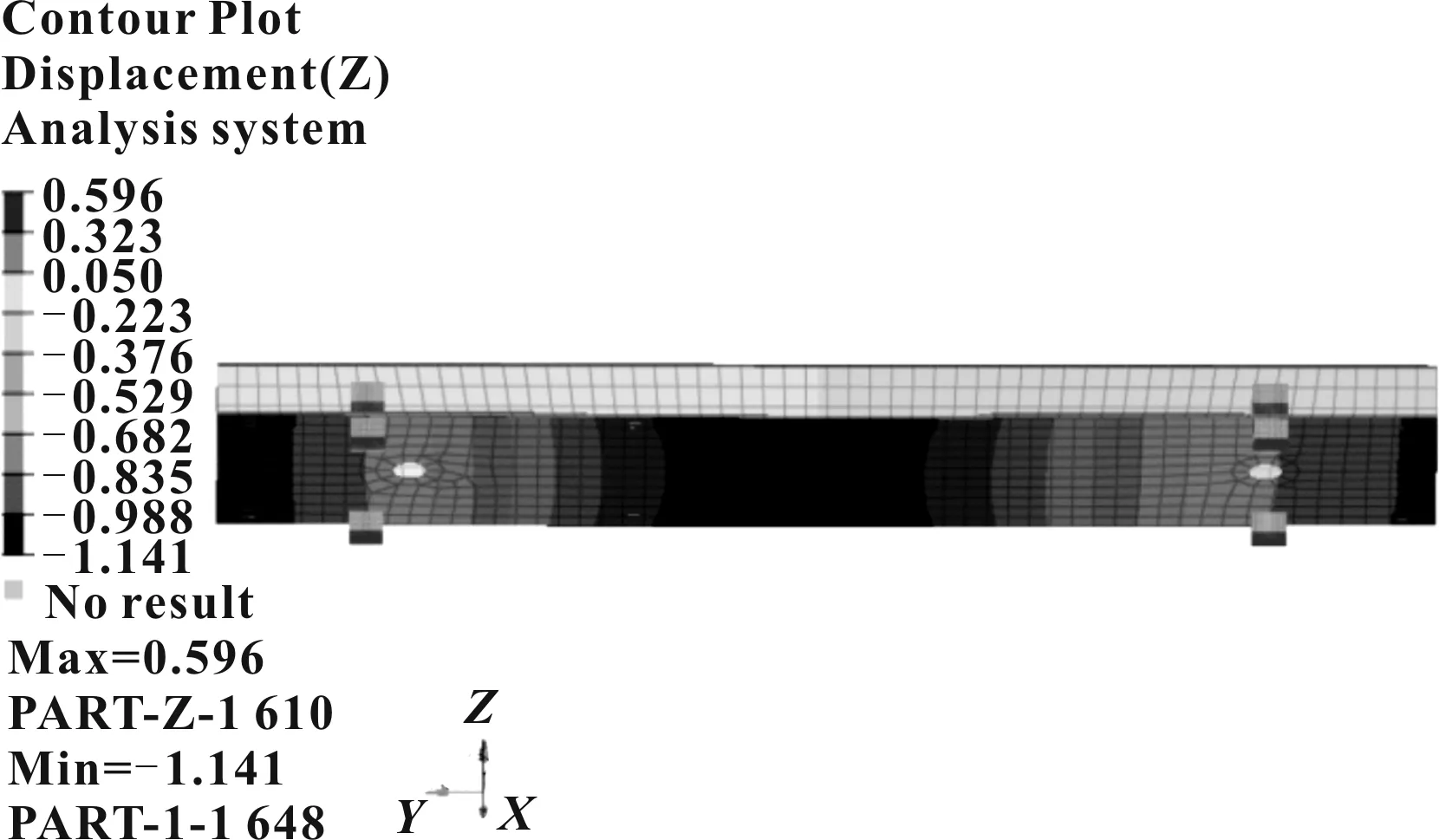
圖9 零件與夾具建立穩定接觸后的變形
第二階段,夾具關閉,此夾具為無偏差夾具,能夠保證將零件夾緊到理論位置,夾緊后狀態如圖10所示。

圖10 夾緊后狀態
第三階段,零件焊接開始,焊接過程為下電極到位、上電極到位、焊點生成、上電極退出、下電極退出,分別焊接焊點1—焊點4,其焊接過程如圖11所示。
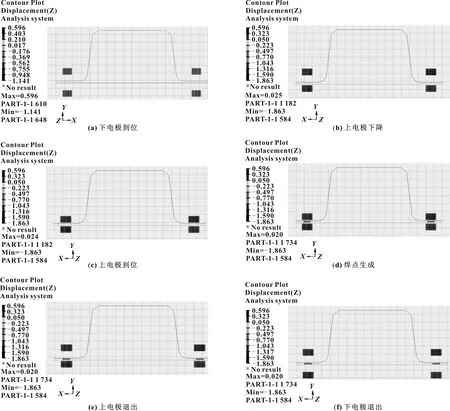
圖11 焊接過程
第四階段,零件焊接完成,夾具打開,帽型板的定位銷退出,如圖12所示。

圖12 零件焊接完成
3 焊接過程中零件測點的位移狀態
焊接過程中零件測點的位移狀態如圖13所示,從歷程4開始進行焊接過程,直至歷程23結束,其中歷程4—歷程8為焊接焊點1過程,歷程9—歷程13為焊接焊點2過程,歷程14—歷程18為焊接焊點3過程,歷程19—歷程23為焊接焊點4過程,根據焊接工藝經驗,一般判定焊接波動在0.3 mm以內視為穩定的焊接過程,從圖中可以看出,焊點2與焊點3的焊接過程測點波動超過1 mm,視為不穩定的焊接過程,因此初始模型的MCP設置不合理,在中間部位缺少MCP。

圖13 焊接過程中零件測點的位移狀態
優化后的MCP如圖14所示,在帽型橫梁的中間部位增加一對MCP。

圖14 優化后的MCP
優化后的測點位移曲線如圖15所示,可知焊點2與焊點3在焊接過程中的測點位移狀態有了很大的改善,焊點2焊接過程中的最大位移為-0.044 mm,焊點3焊接過程最大變形為-0.044表明中間位置MCP的增加對焊點2的焊接變形進行有效控制。

圖15 優化后的測點位移曲線
4 焊接過程中焊點的受力特性
焊接完成后的焊點內應力如圖16所示,可以為整車CAE分析提供參考,提高整車CAE分析的精確性,圖16是每個焊點中的一個節點的受力歷程曲線圖,從圖中可以看出,焊點1—焊點4分別在歷程7、歷程11、歷程16、歷程21時間生成,其中焊點2的焊接直接導致焊點1的受力增大,夾具打開后,由于零件具有初始裝配間隙,導致焊點的受力增加。
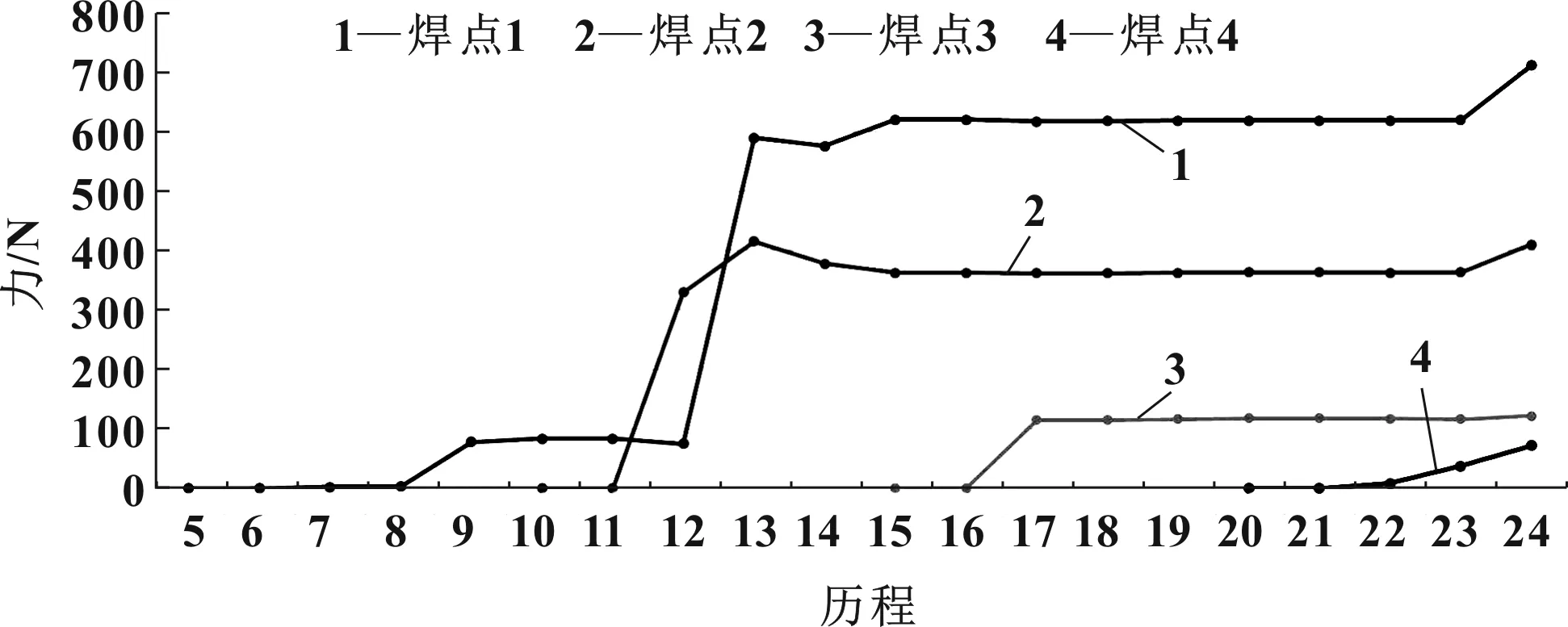
圖16 焊點內應力
5 結束語
文中采用控制生死單元的方法對焊裝工藝進行了仿真分析,并設計了一種新的焊點建模方案,輸出了在焊接過程中的測點位移歷程曲線,對MCP進行了優化分析,輸出了焊點的受力歷程曲線,可以為整車的CAE分析提供輸入,提高焊點疲勞分析及整車碰撞分析的精確度。在車型量產后,結合藍光掃面或者三坐標,對零件進行相應的變形,可以指導量產夾具的調整及白車身精度提升。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
