縫制參數與織物組織對縫制性能的影響
2021-09-29 02:01:28ChoudharyBansalGoel
國際紡織導報 2021年7期
A. K. Choudhary, P. Bansal, A. Goel
Dr. B. R. Ambedkar國家技術研究所(印度)
織物被轉換成三維形狀以適應三維表面的能力取決于諸多力學參數。影響縫制質量的因素有很多,如:覆蓋率、面密度、厚度、強度、收縮率、整理方式、延伸度、彎曲剛度、剪切剛度、組織結構、針跡類型、縫型、縫合密度、縫紉機速度、針頭尺寸、壓腳壓力、縫紉線張力和針板規格等。許多研究者發現,織物組織結構與織物經緯向的縫制強度之間存在明顯的相關性。縫制效率也與織物強度有良好的相關性。高強度縫紉線往往能提供更好的縫制性能(縫制強度和縫制效率)。縫紉線類型也對縫制效率產生很大的影響。縫紉線型號和股數是影響縫制強度和縫制起皺最重要的因素。有研究者研究了縫紉密度對縫制質量的影響,發現低縫紉密度意味著縫跡較長,通常較不耐用,質量較低,因為它們易于磨損,并且很可能被劃傷。高縫合密度意味著針跡短,從而可提供較高的縫制效率和強度。然而,在某些織物中,使用過多的短縫跡會用因切斷織物的紗線而造成接縫損傷。對于鎖式縫跡而言,縫制強度隨著縫合密度的增加而增加,直至達最大值,再減小。在造成織物損傷的縫合密度臨界點出現前,縫制強度與縫合密度線性相關。本文重點統計分析了不同織物組織和工藝參數(縫合密度、縫紉線線密度)對織物縫制性能的影響。
1 材料與方法
在Juki鎖縫機上,以4 000針跡/min的速度縫制織物試樣,所用織物類型如表1所示。按L9正交試驗設計(表2)進行織物的縫制試驗。

表1 織物及其對應縫紉線參數

表2 L9正交試驗設計
評估縫制性能的縫制質量參數有接縫硬挺度(ASTM D 4032-94)、縫制效率(ASTM D 1683)、縫制皺褶(ISO 9073-2:1997-02)和由織物懸垂儀測得的縫制織物的懸垂系數。
2 結果與討論
通過9次試驗對縫制性能的響應值進行響應面回歸分析與方差分析。方差分析結果表明,各工藝參數對縫制性能有重要影響。不同工藝參數對縫制性能的影響如表3所示。
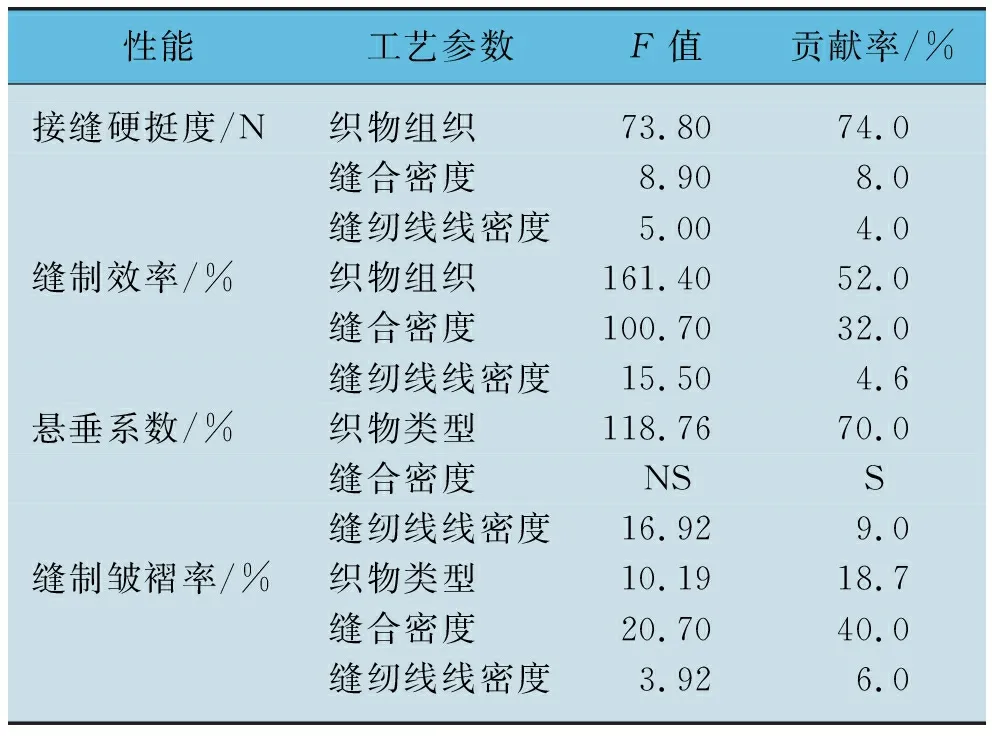
表3 不同工藝參數對縫制性能影響的F值和
2.1 對接縫硬挺度的影響
縫紉線線密度和織物組織對接縫硬挺度的交互影響如圖1所示。由圖1可以看出,平紋織物的交織點多,對粗縫紉線產生的限制較大,導致紗線間的相互作用較強,接縫結構不易復雜化。
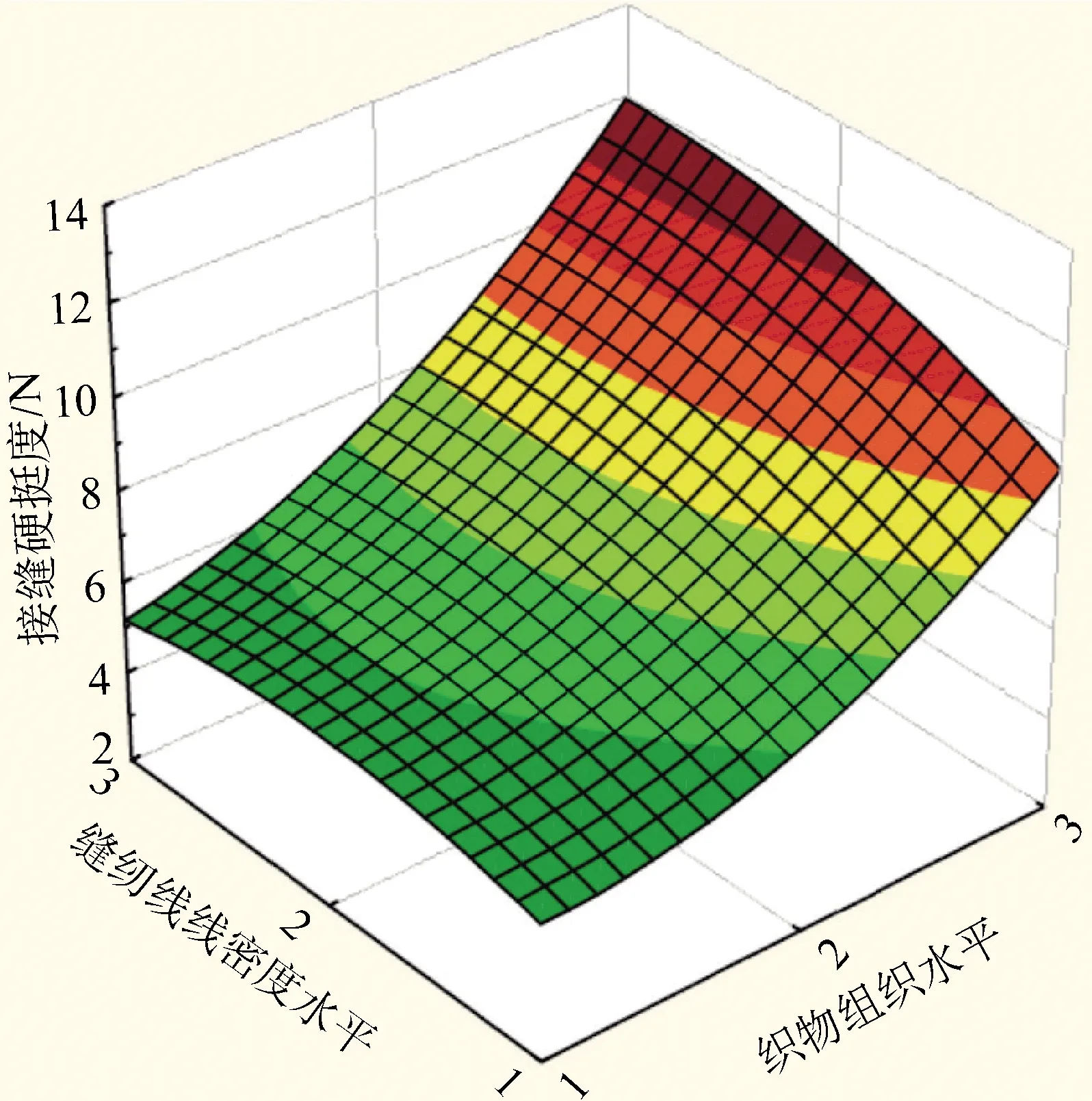
圖1 織物組織與縫紉線線密度對接縫硬挺度的影響
2.2 對縫制效率的影響
斜紋織物的縫制效率低于平紋織物(圖2),因為斜紋織物的浮長線較長。斜紋織物的縫制效率也隨著接縫硬挺度的增加而降低。牛津織物的縫制效率最高,因為其雙線并排運行,很容易折斷成一根線。對于平紋織物和斜紋織物而言,其縫制性能與縫合密度間的良好交互作用可以用兩者的結構差異來解釋。在較高的縫合密度下,模塊化長度減小,縫制強度增大。然而,當縫合密度超過一定值時,縫制效率則下降,這是因為縫制織物出現了結構失向,導致縫制強度降低。

圖2 織物組織和縫合密度對縫制效率的影響
2.3 對懸垂性能的影響
懸垂系數隨織物組織結構的變化而變化(圖3)。

圖3 織物組織和縫紉線線密度對懸垂系數的影響
這是因為織物組織結構對紗線間相互作用及織物懸垂性能的影響,與紗線或織物的卷曲有關。在高縫紉線線密度下,縫制織物的懸垂系數較大,這是由于粗而硬挺的縫紉線的縫入,額外增加了織物的接縫硬挺度所致。
2.4 對縫制皺褶的影響
平紋織物的交織點均勻分布,對縫紉線產生的限制更大,這造成織物的縫制皺褶率較大;牛津織物結構較松散,不易起皺,因而縫制皺褶率較小。隨著縫合密度從3.5針跡/cm(9針跡/in)增至4.3針跡/cm(11針跡/in),織物的縫制皺褶率隨之增大,如圖4所示。斜紋織物與縫紉線間的兼容性,導致斜紋織物的縫制皺褶敏感性較低。
圖4 織物組織和縫合密度對縫制皺褶率的影響
3 結論
本文主要研究了不同織物組織和工藝參數(縫合密度、縫紉線線密度)對織物縫制性能的影響。研究結果表明,織物的接縫硬挺度和懸垂系數隨著織物組織的變化而變化。采用較粗的縫紉線,織物的接縫硬挺度增加。與平紋和斜紋織物相比,牛津織物的縫制效率最高。此外,牛津織物的縫制皺褶率比平紋織物小,不易產生接縫皺褶。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32
