基于PLC的整流器瀝青灌裝機械手及控制設計
2021-10-01 03:00:53牛麗丁海波
計算技術與自動化 2021年3期
關鍵詞:自動化
牛麗 丁海波

摘 要:針對鎮流器在生產中灌裝瀝青時,大多為手持鎮流器配合灌裝機進行人工灌裝,效率低,成本高。設計瀝青自動灌裝機械手,介紹了機械結構及自動灌裝流程,采用三菱FX3U-48MT可編程控制器、MR-J3-20A伺服系統及觸摸屏組成控制系統,實現對機械手的控制,參數修改、選擇及監控等功能,設備操作簡單、控制精確、自動化程度高,對提高鎮流器的生產效率、減少人工、降低成本具有重要意義。
關鍵詞:灌裝瀝青;機械手;自動化;控制系統
Abstract:When ballast is filled with asphalt in production, most of them are manual filling with hand-held ballast and filling machine, which has low efficiency and high cost. Design the asphalt automatic filling manipulator, introduce the mechanical structure and automatic filling process in detail, and use Mitsubishi FX3U-48MT programmable controller, MR-J3-20A servo system and touch screen to form a control system to realize the control of the robot, parameter modification, Functions such as selection and monitoring, simple equipment operation, precise control, and high degree of automation are of great significance for improving the ballast's production efficiency, reducing labor, and reducing costs.
Key words:filling asphalt; manipulator; automation; control system
鎮流器是廣泛應用于氣體放電燈啟動和限流的控制器件,內部含有硅鋼制作的鐵芯,鐵芯上纏繞漆包線,工作時鎮流器始終有電流通過,容易產生振動與發熱[1],氣體放電燈戶外照明時鎮流器還面臨雨水侵襲的風險。因瀝青具有散熱、絕緣、防水、防塵、防震及降噪等作用。實際生產中,鎮流器殼體內通過瀝青灌裝機進行瀝青灌裝填充,使得鎮流器能夠獲得增強絕緣強度、降低工作溫度等性能的提升,從而延長了使用壽命[2]。經蘇州地區生產鎮流器的某外資企業反映,大多數鎮流器生產企業配備瀝青灌裝機,采用人工手持鎮流器進行瀝青灌裝,二班生產,人力成本高,且加熱的瀝青還散發一些 刺激性氣味,長期接觸具有健康隱患。為節約成本,提高效率,維護員工健康,生產實際也需求自動灌裝設備代替人工。
1 整流器瀝青自動化灌裝方案
設備都是為實現生產工藝服務的,自動化設備也不例外。設計整流器瀝青自動化灌裝設備方案首先需要了解整流器瀝青灌裝生產工藝,了解人工灌裝的動作流程,作為設計瀝青自動化灌裝方案的基礎與必要依據,這樣設計出來的自動化灌裝設備才能更好的與灌裝機配合,更好地融入原來的生產線。
1.1 人工灌裝瀝青工藝說明
人工灌裝瀝青過程為,人工從傳送帶拿起鎮流器至灌裝機灌裝口處,腳踏啟動灌裝機,灌裝過程中,人為往復移動鎮流器,使得瀝青盡可能短的時間內在鎮流器內分布均勻,同時因瀝青比較粘稠,往復移動可以防止溢出,灌裝時間達到設定值時,灌裝機自動停止,人工將灌好瀝青的鎮流器移送到工作臺,完成一個人工灌裝的生產工藝過程。瀝青流動速度及灌裝時間根據不同型號的鎮流器進行灌裝測試,取得合適的參數并保存在灌裝機中,生產時直接調出相關工藝數據。
1.2 瀝青自動灌裝方案
增加自動灌裝設備的目的就是代替人力工位,為減少投入,盡量減少對原先生產線的改動,這樣比較便捷的方式就是設備模仿人工的灌裝動作。根據人工灌裝瀝青的動作過程,需要一個類似于人手的機械手,對鎮流器進行抓取,然后精確移動到灌裝機灌裝口處,相對于灌裝口進行往復移動,灌裝完成后移動到產線的下一工位,機械手放下鎮流器,灌裝結束。設計以升降氣缸、旋轉氣缸、氣爪構成三自由度機械手,并安裝在滾珠絲杠上,實現移動功能,為應對同一系列不同尺寸的鎮流器移動位置及便于調試、操作,采用伺服電機驅動,PLC控制[3]。瀝青自動化灌裝方案如圖1所示,圖1左上角為需要灌裝瀝青的鎮流器外殼。
設備初始狀態為機械手在右側待抓取鎮流器位置。瀝青自動灌裝設備的動作流程為:鎮流器到位 → 機械手下降 → 氣爪閉合抓取鎮流器 → 機械手上升 → 機械手順時針旋轉90°同時左移到灌裝位 → 瀝青灌裝往復運動 →灌裝結束 → 機械手順時針旋轉90°同時左移至傳送帶 → 機械手下降 → 氣爪張開放置工件 → 機械手上升 → 機械手逆時針旋轉180°同時右移至鎮流器抓取位。
2 自動灌裝機械結構設計說明
瀝青自動灌裝設備機械組成上比較簡單,由機架、機械手及絲杠組成。該設備重量輕、動載小,選用100X100的鋁型材搭建。機械手設計時考慮到工裝設計兼顧量大的品種并盡可能的適應更多外形尺寸的鎮流器類型。鎮流器外殼如圖1左上角所示,生產企業提供常用鎮流器長度為167-248毫米,寬度為65-87毫米。機械手夾持鎮流器,與鎮流器長度與寬度兩個尺寸有關,長度方向通過長臂形工裝滿足,寬度方向尺寸大小影響機械手的通用性。選用開合行程為22毫米的亞德客平行型氣爪HFZ32,以適應不同寬度尺寸的鎮流器,同時重復動作精度±0.02毫米也為機械手在抓取位時有11毫米的容差,這對鎮流器的定位精度大大降低要求。該氣爪在0.5 MPa氣體壓力作用下,可產生160 N的夾持力,該力量足以應對鎮流器及瀝青重量,以上氣爪的相關數據來源于亞德客公司產品手冊。為保證機械手在升降及旋轉時動作的準確性,選用旋轉氣缸及三桿氣缸,三桿氣缸完成升降機械手動作,具體型號與參數不一一描述。三桿氣缸與絲杠相連,旋轉氣缸通過連接件與三桿氣缸相連,氣爪通過連接件與旋轉氣缸相連,工裝裝在氣爪上組成機械手,其結構如圖2所示。旋轉氣缸有抓取位灌裝位及傳送位三個工作位置,因空氣器的可壓縮性等因素導致氣動系統的不穩定,設置兩桿氣缸起定位作用,保證機械手在抓取、灌裝機傳送位時位置準確。機械手由壓縮空氣驅動,各氣動執行元件由電磁閥控制,采用排氣節流進行運動速度調節,因旋轉氣缸有3個工作位置,選用O型功能三位閥[4],其氣動回路如圖3所示。
3 瀝青自動化灌裝控制系統設計
在完成瀝青灌裝機械手的基礎上,設計瀝青自動化灌裝控制系統,用來控制灌裝機械手動作,適時啟動灌裝機與機械手配合,最終完成瀝青自動灌裝。在設計控制方案時,需要滿足設備的控制要求,比如調試時為了能夠便捷地找出合適的機械手到抓取位、灌裝位及傳送位的位移與速度,以及不同型號的鎮流器在灌裝機下往復移動的速度、位移,這些參數能夠設定與保存,后續鎮流器型號增減時需要系統可以擴展或刪除相應的參數;設備運行時能夠直觀地顯示設備的工作狀況、運行參數、故障檢測及報警信息;系統具備自動運行與手動運行兩種形式,自動運行用于穩定連續的實際生產,手動形式用于調試、設備維護等;在設備運行過程中,能夠隨時停止當前動作,遇到故障或緊急情況能夠隨時停止所用設備動作;以及需要考慮瀝青罐裝設備與灌裝機之間控制信息的交互問題。控制系統選用可編程邏輯控制器(PLC)與伺服電機組成高精度的位置控制,選用觸摸屏作為人機界面,實時與PLC進行參數設置等信息交互[5]。通過繼電器改造灌裝機腳踏啟動裝置,需要啟動灌裝機時,PLC輸出使得繼電器線圈通電,常開觸點閉合代替腳踏接通灌裝機啟動回路,同時引出灌裝機設定灌裝時間到達后,停止灌裝機信號輸入到PLC并使繼電器線圈斷電。控制系統方案架構如圖4所示,圖中虛線為控制系統最終控制相關動作的執行對象。
3.1 控制系統硬件選型
3.1.1 PLC
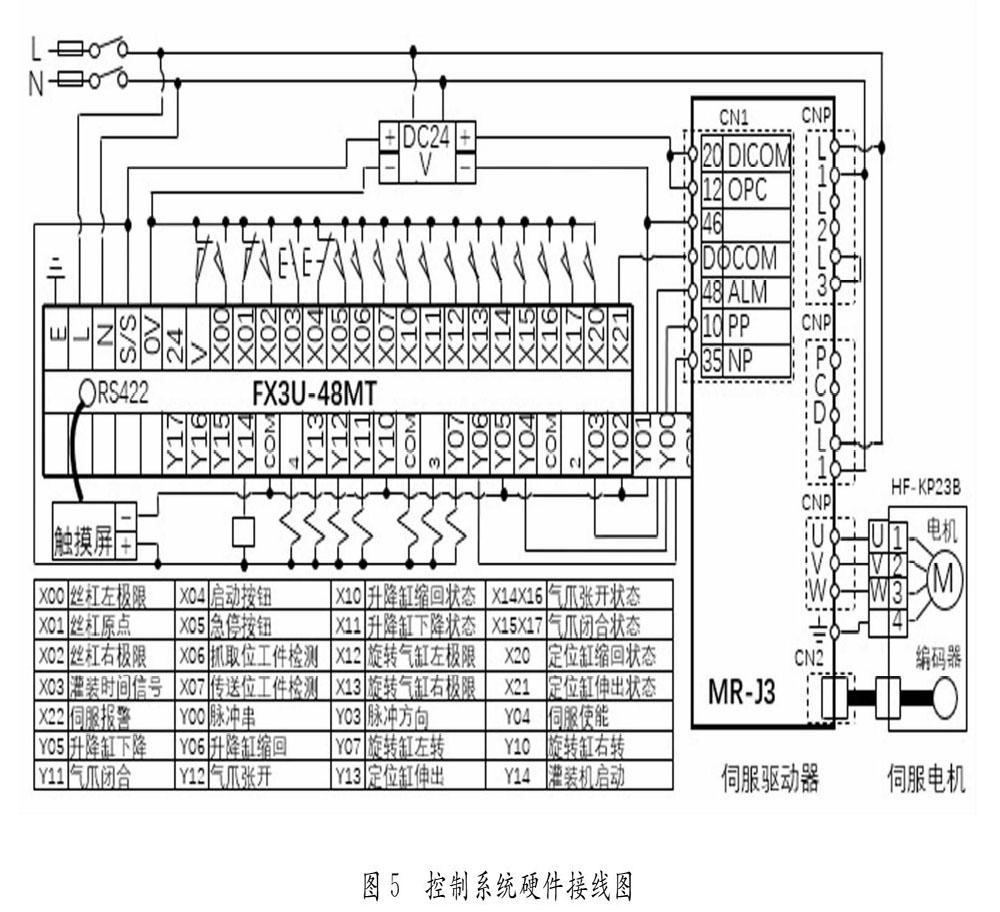
控制器作為控制系統的核心,要求安全、可靠,能夠適應連續、長時間使用的工業環境。因控制器要控制伺服系統,需要有脈沖量輸出。同時根據控制系統I/O(輸入/輸出)點的數量,選用工作穩定、通信接口豐富、編程簡單的三菱晶體管輸出的可編程控制器FX3U-48MT,I/O各24點,根據I/O點分配原則,氣動系統執行元件檢測氣缸活塞位置傳感器作為PLC輸入信號地址X10-X21,PLC輸出控制電磁閥線圈的信號地址Y5-Y13,其它地址分配及PLC與其它硬件接線如圖5所示。
3.1.2 觸摸屏
觸摸屏通過與PLC通信建立連接,利用制作的參數設置、自動運行、手動運行、報警信息等控制界面監控設備的運行,實現控制系統對設備的有效控制。選用臺達DOP-B10S615彩色10寸觸摸屏,通過RS422通訊接口與PLC相連。
3.1.3 伺服電機與伺服驅動器
伺服控制由伺服驅動器、含有編碼器的伺服電機等組成,它是一種以機械位置或角度進行精細化、高精度的自動控制系統。根據伺服電機選型計算流程,分別計算出伺服電機的軸上負載慣量、轉速、驅動負載所需扭矩,根據伺服電機選型原則:連續工作扭矩小于額定扭矩,工作瞬時最大扭矩小于電機加速時最大扭矩,負載慣量小于3倍電機轉子慣量以及連續工作速度小于額定轉速[6]。選擇功率為200瓦的三菱HF-KP23B伺服電機與MR-J3-20A驅動器。根據控制的需要,PLC提供脈沖串、脈沖方向及使能信號,伺服驅動器提供伺服報警信號給PLC。參考三菱MR-J3-A伺服放大器技術資料集進行參數設置及伺服控制接線,伺服接線如5所示。
3.1.4 傳感器
使用傳感器檢測各動作元件、物料等當前的狀態,并將信息傳送給PLC結合控制程序,實現對設備的控制,可提高控制系統的穩定性、安全性。機械手氣動執行元件選用亞德客配套的磁感應傳感器檢測活塞位置,絲杠選用歐姆龍EE-SX670槽式光電開關作為極限與原點檢測,抓取位與傳送位工件檢測選用歐姆龍E3ZD61光電傳感器,在抓取位檢測有工件,機械手下降抓取,否則等待;在傳送位檢測無工件,機械手下降釋放工件,否則等待。
3.2 控制系統軟件設計
控制系統硬件在程序的配合下,實現對設備動作的監控,軟件的設計要不僅要考慮到設備的動作流程,手動、自動等動作模式以便調試、運行及維保時能夠操作便捷,還要考慮到程序自身的結構,做到程序易讀,易修改,可擴展,經過調試修改,盡可能減少冗余,提高程序執行效率。以機械手自動瀝青灌裝的動作流程作為參考,結合控制要求及控制程序自身的要求,得出控制系統PLC控制流程,如圖6所示。
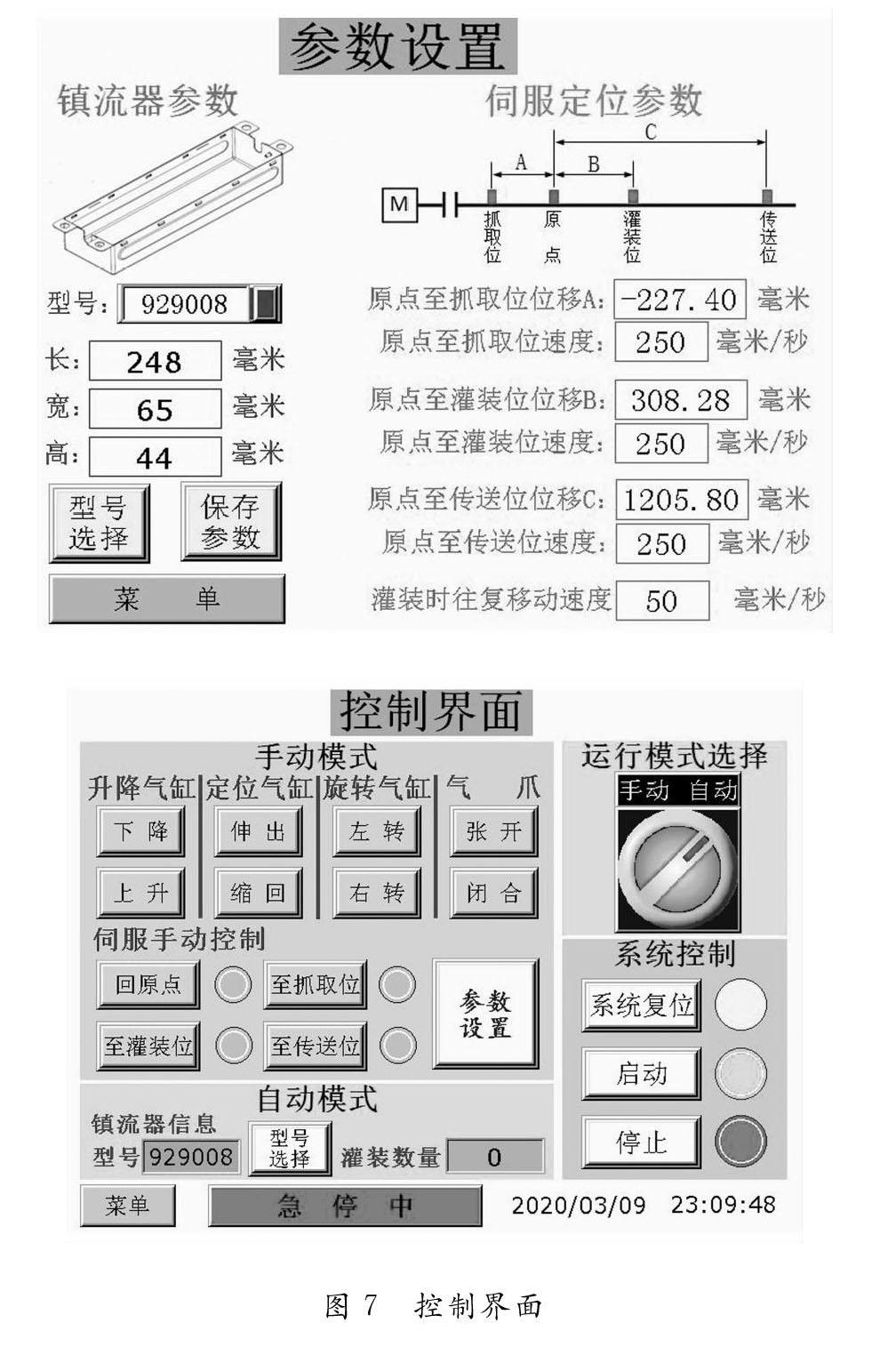
設備開機時,程序先進行初始化,使得設備在初始狀態,為后續自動灌裝動作做好準備,同時觸摸屏依次跳出灌裝機是否準備好與鎮流器型號選擇的提示界面,人為選擇后,已儲存的該型號鎮流器參數,伺服運動參數將被自動調用,保證動作正確,產品更新只要重新選擇相應的型號即可。選擇設備運行模式,自動模式下,按觸摸屏啟動與X4啟動按鈕都可以啟動設備,機械手按瀝青灌裝流程自動運行;手動模式下,觸摸屏中機械手組成氣動元件及伺服各動作按鈕可實現程序運行相應動作對應程序,實現手動、調試或維護的動作[15]。選擇自動模式時,在程序設計時保證觸摸屏控制界面中手動模式里的觸摸按鈕不起圖7.PLC控制流程圖作用,同樣在手動模式時,系統控制中的啟動與停止觸摸按鈕不起作用,這樣可避免誤操作。使用觸摸屏編輯軟件設計主要包括初始界面、控制界面、參數配置、報警信息等界面,部分界面如圖7所示,界面設計主要配合PLC程序功能,并使PLC程序得到簡化。
4 結 論
根據人工灌裝瀝青動作,設計瀝青灌裝機械手,為實現機械手應對多個型號鎮流器罐裝的通用性要求,借助于長臂形工裝與平行氣爪結合的關鍵設計,采用PLC、觸摸屏及伺服系統等組成控制系統,直接調用儲存的產品參數,創新地實現了機械手多型鎮流器代替人力的瀝青自動灌裝。經實踐檢驗,除灌裝瀝青的往復移動時間,一個工作循環用時5-7秒,相比于易疲勞的人工灌裝,一個班次的生產效率可提高約1倍,且不受瀝青刺激性氣味的影響。設備易損件少,維護成本低,在機械手容差范圍內,可根據生產需要增加產品數據以適應新型號鎮流器瀝青罐裝。因設備的投入低于當地一名操作工的年薪,企業一年內可收回投入。灌裝機械手在提高企業設備自動化程度的同時,為企業帶來了一定的經濟和社會效益。
參考文獻
[1] 王卓茹,張蕓,陳玉報.繼電器類電子產品安裝灌封工藝技術研究[J].電子工藝術,2015,36(2):110-113.
[2] 沈亞鋒. LED燈具開關電源散熱仿真及優化設計研究[J].照明工程學報,2015,26(5):75-79.
[3] 鄭天池,孫小剛,郭琳娜,等.電容器鋁殼自動上料-定量灌膠控制系統設計[J].工程設計學報,2016,23(6): 620-624.
[4] 楊艷,王自啟 ,魯鵬.基于PLC的零件抓取控制系統設計[J].煤礦機械,2018,39(12):28-29.
[5] 陸敏智,許平平.一種鋁框涂膠取放料自動化設備的研制[J].機電工程,2016,33(10):1208-1212.
[6] 楊小娟.數控機床伺服電機選型[J].機械研究與應用,2019,32(162):189-190.
猜你喜歡
經營者(2016年12期)2016-10-21 07:39:01
中國科技博覽(2016年19期)2016-10-19 14:47:24
中國科技博覽(2016年19期)2016-10-19 13:40:37
中國科技博覽(2016年18期)2016-10-19 07:01:13
中國市場(2016年36期)2016-10-19 03:40:15
科學與財富(2016年28期)2016-10-14 21:28:54
科學與財富(2016年28期)2016-10-14 19:52:27
科學與財富(2016年28期)2016-10-14 19:49:55
科學與財富(2016年28期)2016-10-14 19:33:38
科學與財富(2016年28期)2016-10-14 03:14:22