錐形電機定子內(nèi)錐面校形失效分析及校形裝置設計
2021-10-07 07:39:04王錦波金愛民王冬艷趙海波盛小濤王成勇
模具工業(yè) 2021年9期
王錦波,金愛民,王冬艷,趙海波,盛小濤,王成勇
(1.安徽飛翔電器有限公司,安徽 宣城 242600;2.合肥工業(yè)大學 材料科學與工程學院,安徽 合肥 230009)
0 引 言
在需要精細動作控制的中小型驅(qū)動電機中,目前越來越多的采用錐面轉(zhuǎn)子制動三相異步電機[1]。該類電機與制動系統(tǒng)集成后可以實現(xiàn)快速、精確、可靠制動,制動平穩(wěn)無沖擊、低噪音,滿足任意角度急停;電機結(jié)構緊湊、體積小、質(zhì)量輕、啟動扭矩大,適合頻繁啟動、制動和正反轉(zhuǎn)交替運行的場合,在機械手、精密機床、人工智能裝備等需要精準微動的驅(qū)動系統(tǒng)中,錐形定、轉(zhuǎn)子電機鐵芯的開發(fā)和研究越來越受到重視。
作為關鍵零部件,定子內(nèi)錐面的制造精度尤其重要。定、轉(zhuǎn)子錐面作為制動工作面,正常工作時配合間隙小,內(nèi)錐面制造精度不足會導致掃膛(定、轉(zhuǎn)子相擦)、堵轉(zhuǎn)(轉(zhuǎn)速為0仍存在大輸出扭矩)、局部突出部位絕緣故障、匝間短路、導磁通路不規(guī)則、耐壓擊穿、噪聲振動、偏心竄動、啟動困難、圓周各分度制動力矩不均衡等一系列問題。
針對實際生產(chǎn)中如何提高電機鐵芯加工質(zhì)量和形狀精度,國內(nèi)外學者進行了大量研究。王杰等[2]討論了定子鐵芯高效疊片技術,嘗試將電磁鋼帶以平面彎曲成螺旋方式加以疊片。錢春[3]公開了一種錐形轉(zhuǎn)子電機的發(fā)明專利,設計了彈性自動鎖緊,斷電后利用錐面自動復位制動。張發(fā)強等[4]公開了一種適用于微電機定子轉(zhuǎn)子鐵芯自動壓實和疊厚尺寸自動分選裝置,高效地應用于轉(zhuǎn)子和定子的自動壓實和分選。歐陽波儀等[5]設計了轉(zhuǎn)子沖片和定子沖片同模套沖、自動疊鉚的級進模,確定了排樣方案及模具結(jié)構,提高了生產(chǎn)效率和制造精度。A AKIMOTO等[6]設計了一種由小直徑的頂部線圈端和大直徑的底部線圈端組成的錐形籠形線圈,此異性線圈裝置軸向插入定子鐵芯中,錐形籠形線圈徑向擴展,提高了電動機工作效率。針對用于多相旋轉(zhuǎn)電機的定子,S OGAWA等[7]設計了一種帶有凹槽結(jié)構的定子鐵芯,該鐵芯由多個繞組組成,通過改變繞組方向?qū)崿F(xiàn)旋轉(zhuǎn)式多相電機的快速工作。
1 錐形定子鐵芯疊鉚及內(nèi)錐面校形工藝分析
1.1 錐形定子和轉(zhuǎn)子沖片制造及疊鉚工藝分析
定子和轉(zhuǎn)子通常由幾十片至幾百片硅鋼沖片疊鉚而成,單層硅鋼片厚度約0.3~0.5 mm,需要單獨沖裁,如圖1所示。對于圓柱面的定、轉(zhuǎn)子鐵芯的沖片,沖模的刃口數(shù)與嵌線槽個數(shù)對應且直徑固定,而對于錐面定、轉(zhuǎn)子鐵芯的沖片,需要每層沖片直徑遞減(或遞增),采用數(shù)控伺服定數(shù)分度旋轉(zhuǎn)沖槽,逐片定距步進,獲得直徑差相等的沖片,經(jīng)疊鉚扣壓形成定、轉(zhuǎn)子錐面。
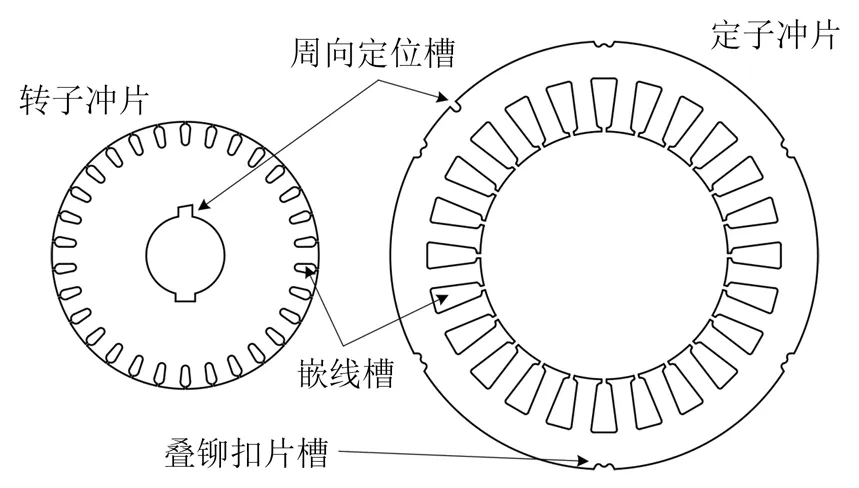
圖1 定子和轉(zhuǎn)子沖片
圖2所示為某款120層等徑差硅鋼沖片經(jīng)疊鉚形成的帶有內(nèi)錐面的電機定子鐵芯。內(nèi)錐面的錐度控制在23°左右,相鄰片層直徑差控制φ0.2 mm左右,具體尺寸參數(shù)根據(jù)計算獲得。
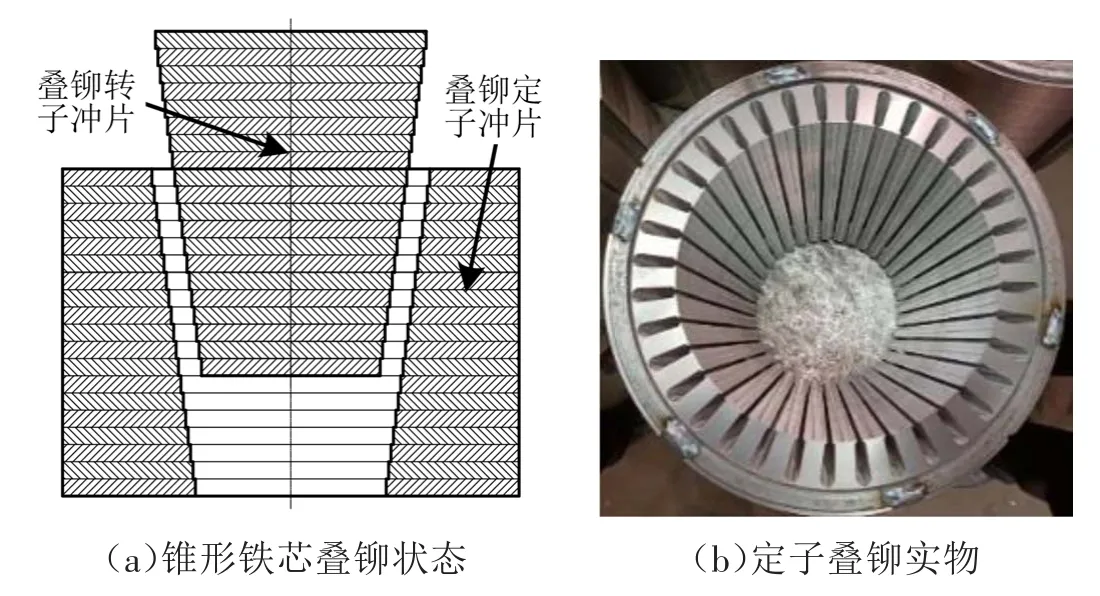
圖2 等徑差硅鋼沖片疊鉚形成定子與轉(zhuǎn)子錐面
正常工作時,定、轉(zhuǎn)子內(nèi)錐面必須保持均勻的間隙;制動時,轉(zhuǎn)子被制動機構沿軸向推入一定距離,實現(xiàn)定、轉(zhuǎn)子內(nèi)錐面接觸,軸向推力的分力構成錐面正壓力,進而形成摩擦扭矩,實現(xiàn)任意角度即時快速制動或急停,如圖3所示。軸向推力的大小由制動系統(tǒng)根據(jù)制動力、即時轉(zhuǎn)速、輸出扭矩等實時綜合計算獲得[8]。此類制動方式的優(yōu)點明顯,即使定子內(nèi)錐面和轉(zhuǎn)子外錐面出現(xiàn)磨損,也不會影響錐面制動的摩擦扭矩。
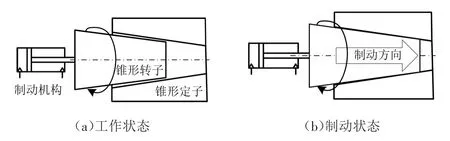
圖3 錐形電機制動示意圖
基于上述工作原理分析可知,錐面鐵芯電機的定、轉(zhuǎn)子錐面的配合精度相較于圓柱面鐵芯的定、轉(zhuǎn)子內(nèi)外圓柱面的配合精度要求高得多,僅依賴疊鉚和扣條鎖緊已不能滿足鐵芯的制造精度,需要研究新的工藝和裝置,提高錐面精度。其中轉(zhuǎn)子沖片在工裝內(nèi)預夾緊后再進行中心孔鑄鋁,轉(zhuǎn)子外錐面可以由機加工獲得,精度容易滿足要求。定子的內(nèi)錐面不便在內(nèi)孔鑄鋁進行機加工,為了保證內(nèi)錐面精度,需要設計特殊的校形模具裝置和校形工藝進行內(nèi)錐面校形。
以下針對某電器企業(yè)實際生產(chǎn)中,錐形電機鐵芯疊鉚形成的內(nèi)錐面校形出現(xiàn)不同軸、不整齊的問題進行了原因分析,研究了錐面校形工藝,重新設計了校形裝置,對比分析了內(nèi)錐面校形法和外柱面校形法的優(yōu)劣,重點對2種方法的工作原理展開了力學分析,從沖片成形工藝出發(fā)分析了采用塞棒模具進行內(nèi)錐面校形出現(xiàn)失效的原因,設計了一種適合在自動生產(chǎn)線應用的氣動外柱面校形裝置。
1.2 錐形定子鐵芯內(nèi)錐面校形失效現(xiàn)象
生產(chǎn)現(xiàn)場以錐形塞棒為校形模具,對定子鐵芯內(nèi)錐面進行校形的過程中出現(xiàn)部分鐵芯校形效果良好,而另一些校形后仍無法使各層沖片整齊同軸疊鉚,校形結(jié)果出現(xiàn)不確定性,無法進行自動化連續(xù)生產(chǎn),嚴重影響產(chǎn)品精度和交付質(zhì)量。
1.3 失效原因分析
以圖1中錐形鐵芯定子沖片為例,每個沖片中25個嵌線槽都是由同一個沖切刀塊采用數(shù)控分度旋轉(zhuǎn)沖切工藝沖制而成,這一點與普通柱形鐵芯沖片不同,普通柱形鐵芯沖片模具會對應25個沖切刀塊。因此沖裁錐形鐵芯沖片所使用的沖切刀塊更容易磨鈍。在沖切刀塊一個換刀周期內(nèi),由于刃口使用壽命的影響,刃口逐漸磨損,毛刺逐漸增多加長,造成不同沖片的毛刺長度存在差異[9]。以10 000沖次為換刀周期,對25槽沖片,一個換刀周期內(nèi)可以沖出400件沖片。經(jīng)過檢驗可以看出,前200件沖片和后200件沖片的沖裁斷面狀態(tài)差異較大。后200片硅鋼沖片下緣毛刺明顯,長達0.1 mm,中間層光亮斷面占比較小,如圖4所示。
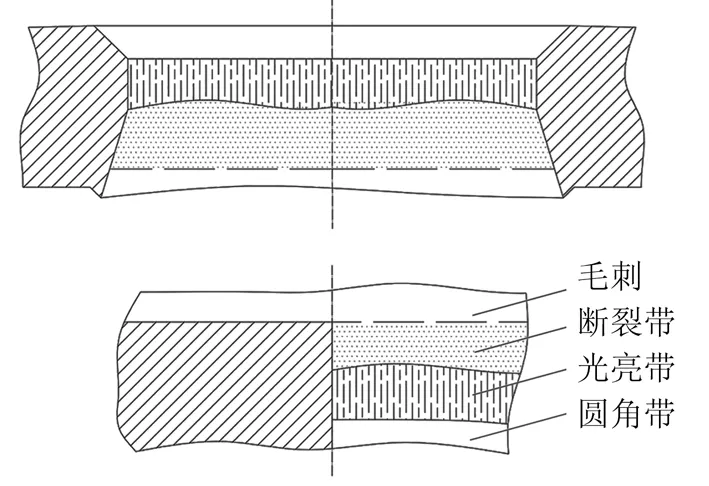
圖4 硅鋼沖片斷面狀況
層片之間的錯位狀態(tài)如圖5所示。外徑為φ165 mm的沖片上,帶有沖裁毛刺的切口邊線長度為2 051 mm,以圖5(a)所示上、中、下3層沖片A、B、C為例,存在近6 000 mm毛刺邊與沖片平面的粗糙接觸,摩擦系數(shù)較大,以圖6所示的塞棒模具進行校形時,會形成較大的板平面內(nèi)摩擦阻力。
目前錐形電機鐵芯多采用冷軋取向薄硅鋼帶(厚度0.3~0.5 mm)成形,晶粒取向具有顯著的各向異性,力學性能在不同方向上表現(xiàn)差異性,導致硅鋼片在沖裁后,沖片會出現(xiàn)撓性回彈而導致沖片平面翹曲[10]。為了校正平面翹曲,在內(nèi)錐面校形之前,先插入疊鉚扣條并軸向預壓緊,如圖5(b)所示。此時會產(chǎn)生彈簧墊片效應,得到各片之間出現(xiàn)附加的層間正壓力,造成后期內(nèi)錐面校形時沖片水平錯動的摩擦力。
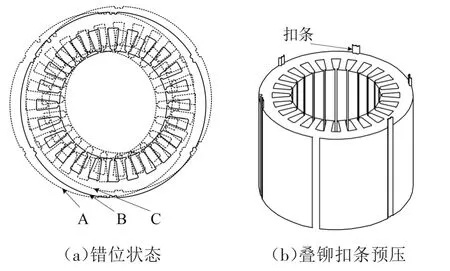
圖5 層間錯位與疊鉚預壓狀態(tài)
2 錐面校形的力學分析
由80~180件沖片經(jīng)過理片疊鉚、預壓貼合后出現(xiàn)片間錯位使內(nèi)錐面不齊,而內(nèi)錐面作為制動工作面應嚴格按照片間徑差同軸疊鉚,所以需要設計錐面整形模進行校形。
以塞棒模具沿軸線插入定子錐孔是最容易實現(xiàn)的校形工藝,如圖6(a)所示,其中某層沖片的受力如圖6(b)所示,F(xiàn)AB為沖片A對沖片B的彈性壓力,F(xiàn)CB為沖片C對沖片B的彈性壓力,F(xiàn)AB和FCB也表示軸向壓力。錐形塞棒模具沿錐面法向張緊力F可以分解為沿水平方向分力F1和沿豎直軸向分力F2,F(xiàn)2也是構成沖片間摩擦的正壓力。
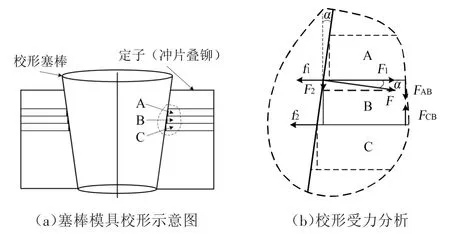
圖6 錐形電機定子鐵芯疊鉚校形

其中,α為錐形鐵芯的錐角。中間沖片B需要產(chǎn)生水平錯移,以便糾正錯位。但在塞棒模具的作用下,沖片B受到上層沖片A和下層沖片C的摩擦阻力,錐形塞棒模具沿錐面的法向張緊力F的水平分力F1必須大于上、下層沖片施加的摩擦阻力f1與f2之和,才可以驅(qū)動中間層沖片B進行水平移動。
上述分析了各向異性的硅鋼板材沖裁時的剪切力不一致必然導致沖片翹曲,如圖7所示,θ表示翹曲角度,可衡量沖片發(fā)生翹曲時的變形程度,沖片疊鉚預壓緊時產(chǎn)生“彈簧墊圈”效應的預壓緊力,能有效降低沖片的翹曲程度。利用有限元軟件Abaqus建立沖片預壓緊仿真模型可以預測預壓緊力的大小。沖片料厚0.5 mm,沖片直徑φ165 mm,取翹曲角度5°,選取硅鋼沖片牌號為50WW230,材料參數(shù)如表1所示。

圖7 單個沖片翹曲
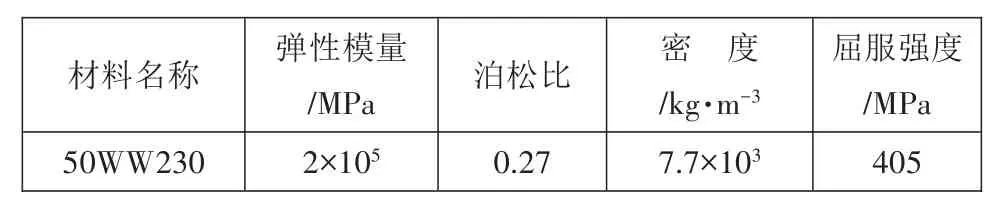
表1 硅鋼片材料參數(shù)
有限元模型的載荷、邊界條件施加和仿真結(jié)果如圖8所示,經(jīng)計算,單個沖片在疊鉚預壓貼合時,會產(chǎn)生1.1 kN的預壓緊力,較大的預壓緊力會造成較大的水平摩擦力,且每個沖片的翹曲變形程度不一致,該彈性預壓緊力也具有不確定性。
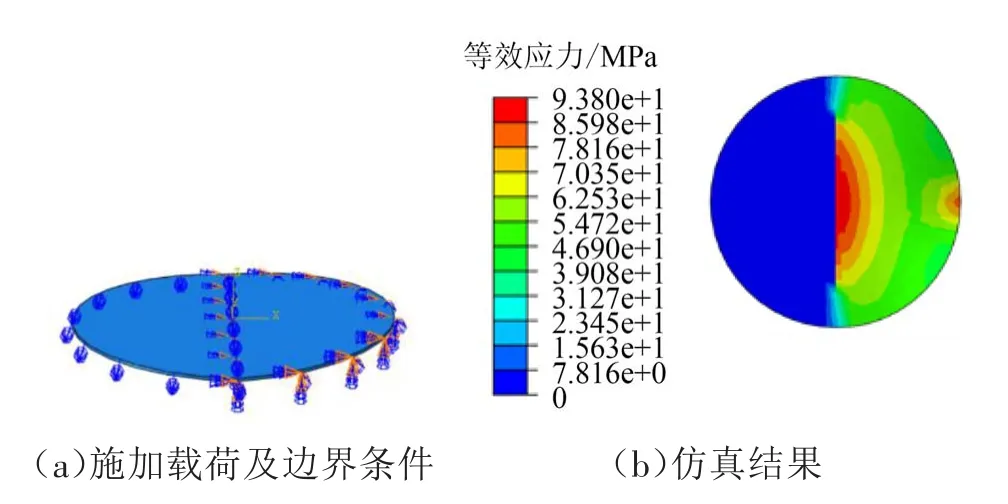
圖8 沖片疊鉚預壓貼合仿真模型
綜上所述,采用塞棒模具進行內(nèi)錐面校形是否有效,主要看上、下層沖片A、C對中間層沖片B的摩擦力f1與f2之和是否小于塞棒模具張緊力的水平分力F1。當沖切刀塊處于換刀周期的后期時,刃口變鈍,毛刺和翹曲較大,疊鉚沖片之間摩擦較嚴重,會出現(xiàn)f1+f2≥F1的情況,即出現(xiàn)“自鎖”現(xiàn)象,基于塞棒模具的內(nèi)錐面校形就會失效。出現(xiàn)自鎖時即使加大塞棒模具的軸向推力F,對沖片也無法起到校正作用。由上述分析可知,采用內(nèi)錐面校形工藝存在不可靠性。
3 基于附加動力源的外圓柱面校形裝置設計
由以上分析可知,利用塞棒模具校正內(nèi)錐面的方法并不能起到較好的整形效果,故設計了一種基于附加動力源的外圓柱面校正裝置,如圖9所示,以6片弧形整形塊分布于錐形電機鐵芯外圓柱面,外接氣動裝置提供動力源,整形塊安裝在T形滑槽上,高頻往復式拍打不整齊的疊鉚鐵芯外圓面。校形過程中,硅鋼沖片僅受到水平方向校形力,無作用于沖片的垂直分力F2,故不會增加沖片之間的摩擦力。由于硅鋼沖片內(nèi)外圓同軸度由沖切模具保證,外圓柱面完成校形,等同于內(nèi)錐面亦同步實現(xiàn)了校正。該氣動校形裝置的六瓣弧面校形板受到同一氣源壓力驅(qū)動,同時底部采用浮動式約束,可以實現(xiàn)自動找正,經(jīng)過多次高頻高速拍打,最終可以獲得疊鉚整齊的圓柱面和內(nèi)錐面。
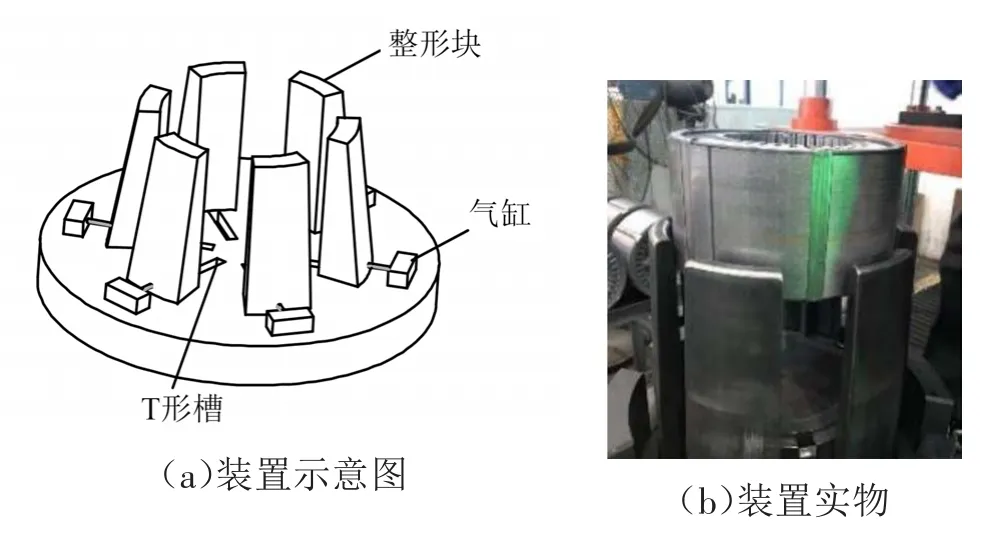
圖9 氣動自動找正式外圓柱面校形結(jié)構
4 結(jié)束語
通過分析高性能錐形電機定子鐵芯的結(jié)構工藝性和沖片制造工藝,討論了錐形鐵芯沖片疊鉚后,由于沖切線較長,沖切刀塊鋒利程度在一個換刀周期中差異較大;現(xiàn)場測量發(fā)現(xiàn)沖切線毛刺與翹曲具有關聯(lián)性,且都存在較大不一致性,最終導致層間摩擦系數(shù)的差異也較大。基于力學分析和有限元建模,研究了塞棒模具對錐形鐵芯內(nèi)錐面校形出現(xiàn)部分失效的原因,設計了氣動自動找正式外圓柱面校形裝置,避免了軸向分力,減小了沖片間摩擦阻力,校形效果較好,保證了自動生產(chǎn)線連續(xù)有效可靠的內(nèi)錐面校形。
