型煤采暖爐推渣器殼體沖壓工藝及模具設計
2021-10-08 03:22:44高連勇
南方農機 2021年18期
關鍵詞:工藝
高連勇,徐 帥,梁 健
(1.棗莊職業學院智能制造系,山東 棗莊 277800;2.中檢集團公信科技有限公司,山東 棗莊 277100)
0 引言
在農村供暖“煤改電”“煤改氣”要求和環境保護監察風暴的雙重壓力下,農村的供暖爐具市場被再次洗牌,許多地方面臨無爐可供的局面。而山東多樂采暖設備有限公司生產的型煤采暖爐卻逆勢上揚,每年銷售量達2萬臺以上。該集團生產的采暖爐燃料為型煤,燃燒時無焦油、火力猛、升溫快、不冒煙、不斷火,具有節能、環保、安全等優點,市場銷售情況較好。現在,“好煤配好爐”已被廣泛認可為解決農村分散供熱污染的有效途徑之一。因此,國內節能環保爐具市場潛力巨大[1]。該采暖爐推渣器部件,最初全部采用鑄鐵鑄造結構,需要先鑄造再機加工,材料消耗多,效率低,成本高,不能較好地適應生產發展的需要。為了降低產品制造成本,經過對推渣器殼體結構及使用要求的分析,在保證使用性能的前提下,將其改為鋼板沖壓折彎成型零件,采用的組裝方式是與托盤之間用螺絲連接,如圖1、圖2所示。實踐證明,采用該工藝成本較原來有所降低,具有良好的經濟效益。但是,通過生產實踐發現存在以下問題:1)由于采用分散工序處理,沖壓工序多,模具數量多,勞動強度大;2)多工序誤差出現積累,零件的加工質量難以保證;3)由于誤差積累,部件組裝困難。為解決工序積累誤差影響部件組裝的技術難題,經過技術分析與模擬試驗,提出將托盤改為鋼板沖壓零件,推渣器與托盤采用焊接連接,改進后推渣器采用級進模沖壓的工藝方案。采用該工藝方案有以下優點:1)托盤不需要加工安裝結合面,利于批量生產,生產效率高,材料消耗少;2)能夠消除推渣器制作工序的積累誤差;3)焊接組裝工藝簡單,減少材料及連接件消耗,進一步降低生產成本。
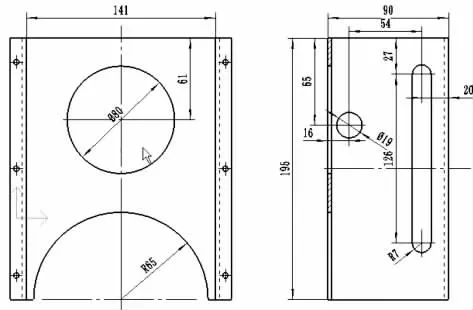
圖1 原設計成型圖樣
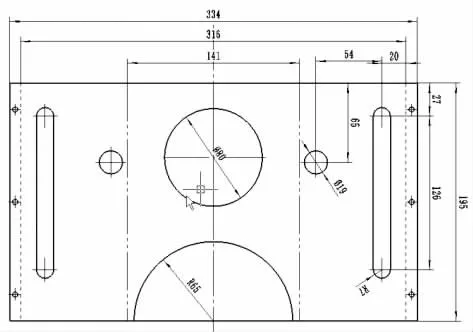
圖2 原設計展開圖
1 圖樣審查
1)圖樣中的沖裁要素基本處于對稱布置,只有R65半圓沖裁力不均勻,需要進行工藝改進。
2)圖樣尺寸無公差要求,可全部按IT14級確定尺寸公差。
3)尺寸φ19 mm孔與126 mm長槽的位置尺寸是影響組裝的關鍵尺寸,會影響內部零件組裝。因此,尺寸標注基準應該選擇推渣器殼體底部作為統一基準,分別標注,不能采用連續標注方式。
4)圖樣沒有標注折彎的彎曲半徑,因為推渣器殼體一般采用熱軋鋼板Q215,屬于正火狀態供貨。為了防止折彎處于軋制平行纖維發生開裂,最小彎曲半徑數值為0.40t,其中,t為鋼板厚度,這里t=3 mm。因此,最小彎曲半徑r=0.4t=0.4×3 mm=1.2 mm。
5)改用焊接組裝工藝,可以去除上口安裝翻邊,減少材料及配孔加工。
2 冷沖壓工藝分析
1)原設計圖樣顯示推渣器殼體折彎共有四道,即在U形的口部再折兩個彎,目的是用于安裝時螺栓連接托盤。根據現有的工藝修改方案,推渣器殼體連接的托盤全部修改為冷沖壓件,因此,原來的螺栓連接可以修改為焊接連接。如果采用焊接工藝,U形口部的折彎就沒有必要,U形口部的兩個25×195折彎翻邊即可省掉,這樣可以節省材料,降低成本。
2)沖裁圓孔φ19 mm是安裝推渣器杠桿固定軸的孔,孔中心距離推渣器殼體底部14.5 mm,減去鋼板厚度3 mm,折彎線距φ19 mm孔中心距離只有11.5 mm,折彎線距φ19 mm的邊緣距離只有2 mm,折彎時容易引起φ19 mm孔變形。解決的方法有兩個:①加大φ19 mm孔到推渣器殼體底部的距離,這樣需要加寬坯料尺寸,不符合節省材料、降低成本的宗旨,并且存在間隙,容易積灰;②將φ19 mm孔修改為R9.5 mm的長孔,讓折彎線折在長孔的直邊上,使推渣器殼體立壁處長孔端部R9.5 mm半圓的中心距離折彎線9.5 mm~10 mm,這樣可以減小坯料寬度尺寸,節省材料。同時,修改為長孔,折彎受力均勻,不會出現滑移,有利于保證折彎尺寸精度。
3)推渣器殼體底部的寬度去除鋼板厚度只有135 mm,而R65 mm的半圓與兩側折彎線距離只有2.5 mm,不符合折彎件上孔壁到折彎線的最小距離要求。因此,如果沖裁R65 mm的半圓以后再折彎,會引起半圓口部變形與推渣器殼體底部出現不平的問題。
3 冷沖壓工藝方案制定
3.1 修改圖樣與修改內容
3.1.1 修改圖樣
根據冷沖壓工藝分析,將推渣器殼體進行重新設計,修改后的零件如圖3、圖4、圖5所示。
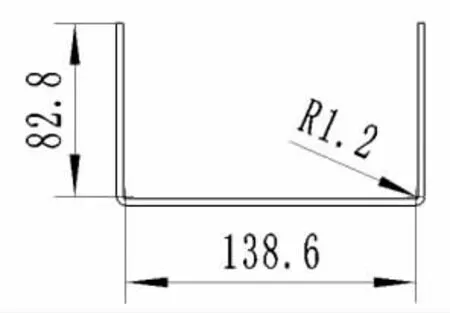
圖3 修改后彎曲圓角
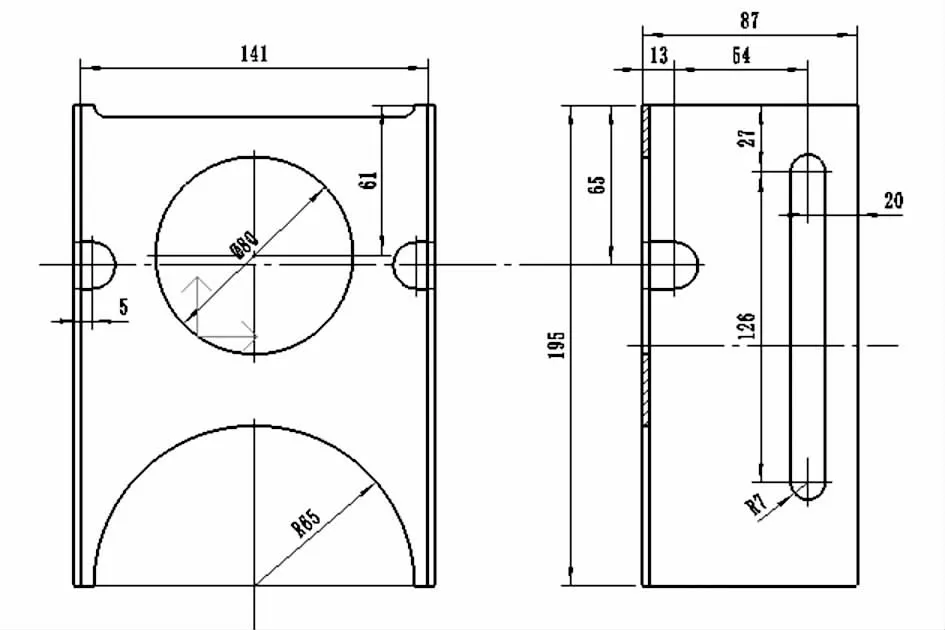
圖4 修改成形圖
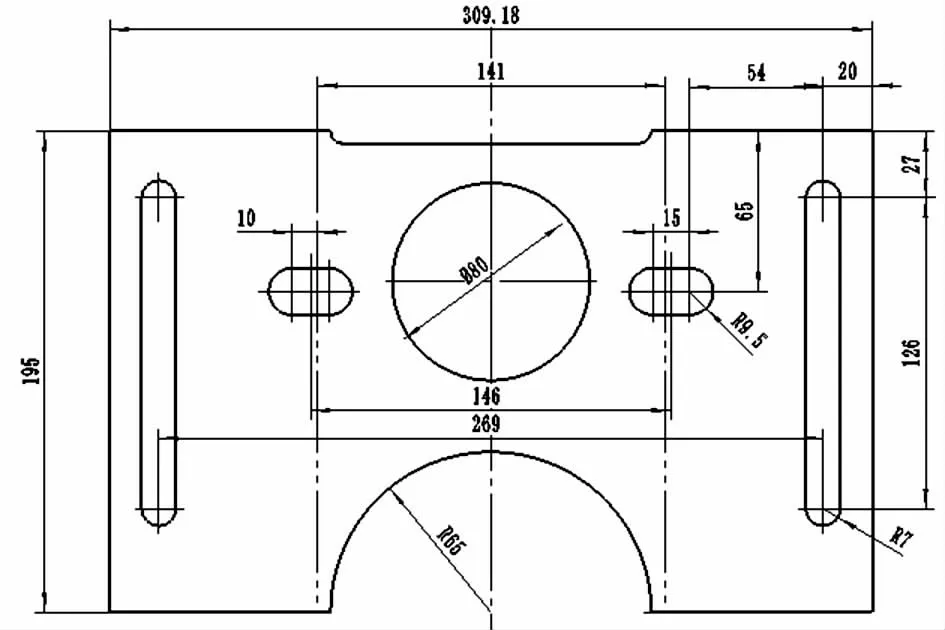
圖5 修改后的展開圖
3.1.2 修改內容
1)標注折彎圓角R1.2 mm,為模具制造提供技術依據。
2)將φ19 mm孔修改為R9.5 mm的長孔,如圖5所示,折彎線在長孔的兩側直線上,保證彎曲力均勻,有利于保護模具。
3)為防止R65mm孔的形狀變形,將推渣器殼體內腔尺寸由135 mm修改為141 mm,基本滿足孔壁到折彎線的最小距離,符合smin≥1.5t+r的要求。
4)φ19 mm孔的設計基準選在推渣器殼體底部,定位尺寸為13 mm,φ19 mm孔的中心與R7 mm、長度126 mm長槽的中心之間的中心距為54 mm,這樣標注中心距更加清晰、合理。
3.2 推渣器殼體展開尺寸計算
對彎曲件彎曲變形過程進行分析,彎曲件變形過程中存在應變中性層,即該層金屬在變形中既沒有伸長也沒有縮短,其變形量為零。該層金屬的尺寸即為原始毛坯尺寸。彎曲件展開尺寸計算應以中性層為依據進行[2]。
1)彎曲鋼板中性層位置確定。彎曲中性層位置并不是在材料厚度的中間位置,其位置與彎曲變形量大小有關,應按下式確定:

式中:ρ表示彎曲中性層的曲率半徑,r表示彎曲件內層的曲率半徑,t表示材料的厚度,k表示中性層位移系數[3],與r/t有關。本例中,r=1.2 mm,t=3 mm,r/t=1.2/3=0.4,查相關表格得到鋼板中性層位移系數k=0.35,代入上式得ρ=1.2+0.35×3=1.2+1.05=2.25 mm。
2)按中性層計算展開尺寸。中性層曲率半徑為ρ=r+kt,則圓弧部分弧長為s=ρα(α為圓弧對應的中心角,用弧度表示)或采用如下計算:s=(2×ρ×3.14)/4=(4.5×3.14)/4=3.53 mm。推渣器殼體展開長度L=2h+b+2s=2×82.8+138.6+2×3.53=311.26 mm。
3)按r<0.5t條件計算展開尺寸。小圓角半徑(r<0.5t)或無圓角半徑彎曲件的展開長度是根據彎曲前后材料體積不變的原則進行計算的[4],即:
式中:L為毛坯長度,∑l直為各直線段長度之和,n為彎曲數目,t為材料厚度,k為材料性能及彎曲數目有關的系數,查相關表格,雙角彎曲時k=0.45~0.48,則展 開 尺 寸L=82.8+82.8+138.6+(0.45~0.48)×2×3=306.9 mm~307.08 mm。
4)按彎曲件r<0.5t時展開長度的經驗計算公式計算(雙角彎曲)展開尺寸[5]:

綜合以上計算方法的差異,取最大尺寸與最小尺寸的平均值作為推渣器殼體展開尺寸:L=(Lmax+Lmin)/2=(311.26+306.9)/2=618.16÷2=309.08 mm。
修改后的展開圖如圖5所示。
3.3 冷沖壓工藝方案制訂與比較
1)采用單工序模具,需要經過剪切下料、沖孔和彎曲成形三道工序,鋼板需要提前按外形輪廓尺寸下料,用沖裁模具沖孔、用彎曲模具彎曲成形。優點是模具結構簡單,設計容易,制造方便,生產周期短,模具和制件的制造成本低。但是因為采用三副模具分別進行落料、沖孔和彎曲,所以沖壓生產率較低,生產過程中工件周轉次數多,占用操作工人多,使生產成本反而增加,不能滿足推渣器殼體大批量生產的需求。
2)采用復合模,其優點是沖壓生產效率高,但和第一種方案相比,模具結構復雜,設計制造困難,生產周期較長,模具成本較高,并且也難以實現[6]。
3)采用級進模,可以選用帶鋼連續沖裁,在一個工位完成沖孔、彎曲和切斷。優點是沖壓生產過程容易實現機械化及自動化,占用設備和操作人員少,工件生產中沒有輔助工時,生產效率較高,零件成本低。
綜合以上沖裁工藝方案進行比較分析,推渣器殼體采用級進模比較合理,工件無周轉,輔助工時少,占用空間少,零件成本低,企業的設備和操作人員能夠滿足選定的冷沖壓工藝方案的需要。
4 級進模工藝的排樣
4.1 排料與利用率計算圖
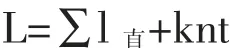
因為推渣器殼體為方形、矩形零件,制件在材料上的排列形式選用直排法,如圖6所示。
圖6 級進排料與材料利用率計算圖
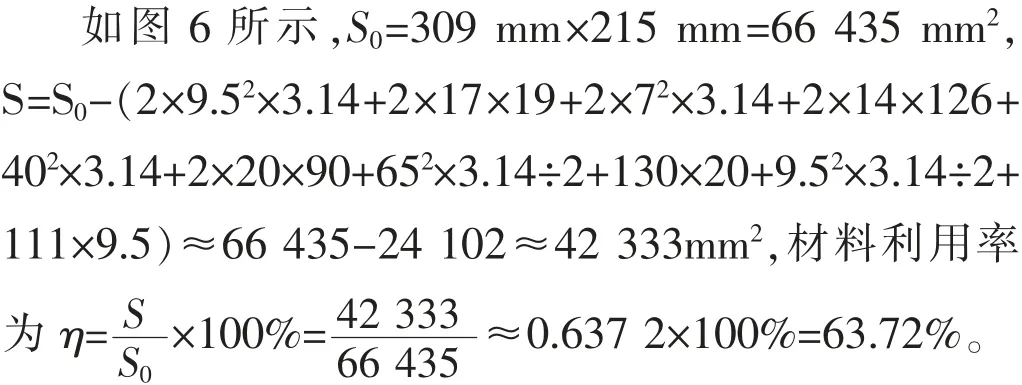
4.2 材料利用率
材料利用率一般常用的計算公式為:
式中:S表示一個進距內的實用面積(mm2),S0表示一個進距內所需毛坯面積(mm2)。
4.3 級進工步圖
級進工步圖如圖7所示。
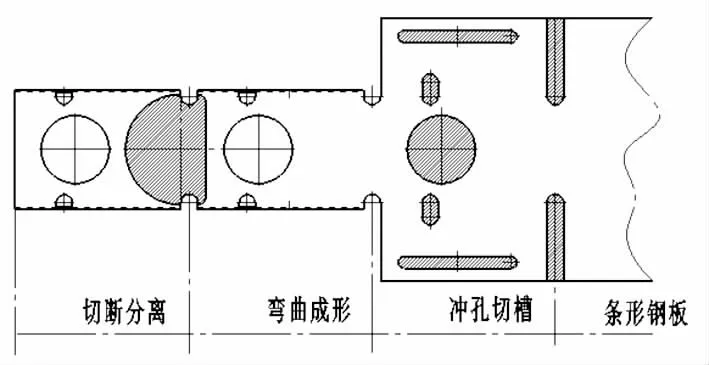
圖7 級進工步圖
5 推渣器殼體沖裁模刃口尺寸計算
5.1 沖裁模雙面間隙確定
沖裁間隙對沖裁件的斷面質量、尺寸精度、模具壽命、沖裁力、卸料力、推料力和頂料力都有較大的影響,因此,合理確定沖裁間隙非常重要[7]。
1)按經驗確定法確定合理沖裁模間隙。根據經驗,工件厚度t=3 mm時,軟鋼的沖裁間隙為:

2)按查表法確定合理沖裁模間隙。推渣器殼體零件對沖裁斷面質量要求不高,一般為Ⅱ型斷面,查表可得低碳鋼的雙面間隙為:

3)按汽車拖拉機行業推薦雙面間隙。08、10、35、09Mn、Q235鋼板雙面間隙為:Z=0.46 mm~0.64 mm。
綜合以上幾種確定方法,確定推渣器殼體沖裁模的雙面間隙在0.45 mm~0.72 mm之間。因推渣器殼體沖裁尺寸精度要求不高,對斷面質量沒有特殊要求,為了提高模具的使用壽命和減少沖壓力,從而獲得較大的經濟效益[8],這里取Z=0.60 mm。
5.2 凸凹模刃口尺寸計算
5.2.1 確定磨損系數x
根據磨損規律,為使在凸、凹模磨損到一定程度的情況下,仍能沖出合格制件,在設計落料模時,凹模基本尺寸取制件尺寸公差范圍內的較小尺寸;在設計沖孔模時,凸模基本尺寸取制件尺寸公差范圍內的較大尺寸[9]。磨損留量用x△表示,其中,△為工件的公差,x為磨損系數。根據推渣器殼體條件:鋼板厚度t=3 mm,沖裁件精度IT14級,查得:磨損系數x=0.5,非圓形制件公差△≥0.50 mm,圓形制件公差△≥0.24 mm。
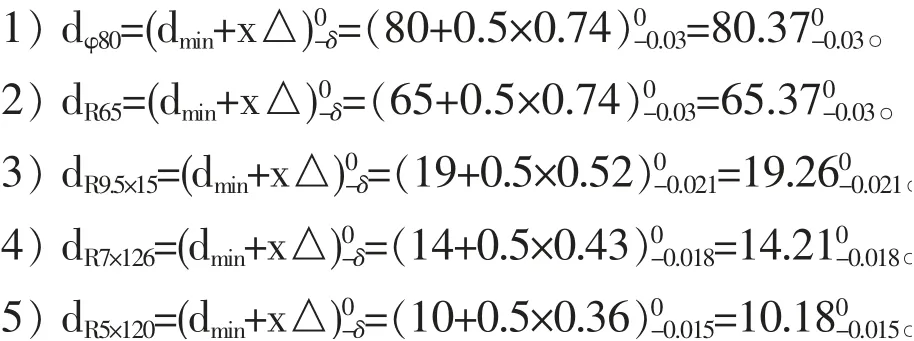
5.2.2 參照圖8按IT14確定零件制造公差
1)按IT14查標準公差表確定零件制造公差△如下:△φ80=0.74 mm,△R65=0.74 mm,△R9.5×15=0.52 mm,△R7×126=0.43 mm,△R5×120=0.36 mm。
2)按IT7查標準公差表確定模具零件制造公差δ如 下:δφ80=0.03 mm,δR65=0.03 mm ,δR9.5×15=0.021 mm,δR7×126=0.018 mm,δR5×120=0.015 mm。
3)因為沖孔時,沖裁R9.5×15、R7×126均為對稱,孔距制造公差按IT14級查標準公差表確定如下:△269=1.3 mm,△146=1 mm。沖裁模刀口尺寸計算,如圖8所示。
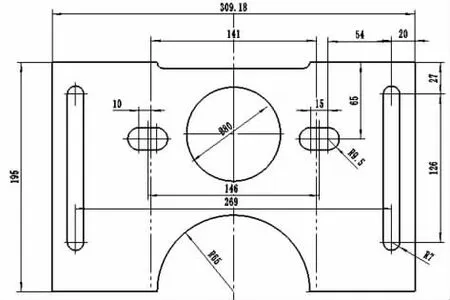
圖8 沖裁模刃口尺寸計算圖
5.2.3 凸模刃口尺寸計算
推渣器殼體沖裁工藝為沖孔,應先計算凸模的刃口尺寸,然后以凸模為基準件,配制凹模[10],經分析,沖孔凸模均為模具磨損后刃口尺寸變小,計算時應該是最大極限尺寸:
5.2.4 凹模刃口尺寸計算
凸凹模采用配合加工方法,加工凹模控制雙面間隙在0.45 mm~0.72 mm之間即可。
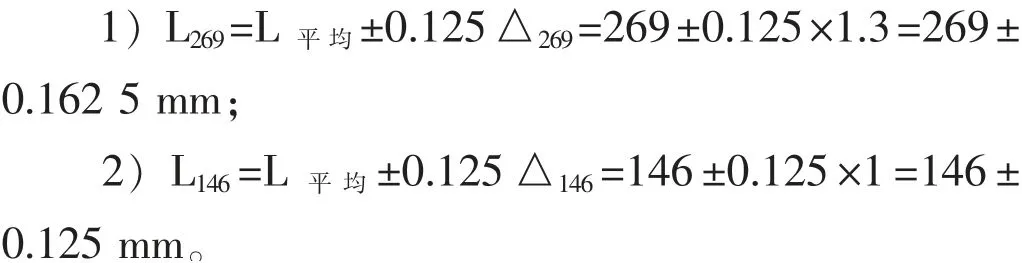
5.2.5 L269、L146尺寸計算
模具磨損后刃口尺寸不變,計算時按凹模孔距公式進行[11]。其基準件尺寸為:
6 沖裁力計算與模具壓力中心確定
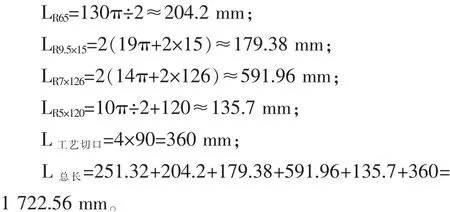
6.1 沖裁件周邊長度L計算

6.2 沖裁件沖裁力計算
沖裁力的計算公式為:

式中:F為沖裁力(N);L為沖裁件周邊長度(mm),這里為1 722.56 mm;K為系數,取K=1.3;t為材料厚度(mm);τ為材料抗剪強度(MPa),查金屬材料力學性能表,Q215鋼板抗剪強度τ=270 MPa~340 MPa,這里取τ=310 MPa。據此可計算出沖裁力F=KLtτ=1.3×1 722.56×3×310=2 082 575.04 N。
6.3 計算卸料力與推件力
卸料力和推件力的計算公式分別為:
式中:K卸為卸料力系數,K推為推件力系數[12],n為推料件數,這里n=1。沖裁模具沖孔采用剛性卸料裝置,切斷采用彈性推料,查表得到:K卸=0.02~0.05,這里取K卸=0.04,K推=0.045,K頂=0.05。
1)卸料力計算:F卸=K卸F=0.04KLtτ=0.04×1.3×(251.32+179.38+591.96+360)×3×310=0.04×1.3×1 382.66×3×310≈66 865.44 N。
2)推料力計算:F推=nK推F=0.045×1.3×(204.2+135.7)×3×310≈18 492.26 N。
3)沖壓總壓力計算,本例采用剛性卸料裝置,總壓力為:F∑=F+F推=2 082 575.04 N+18 492.26 N=2 101 067.3 N
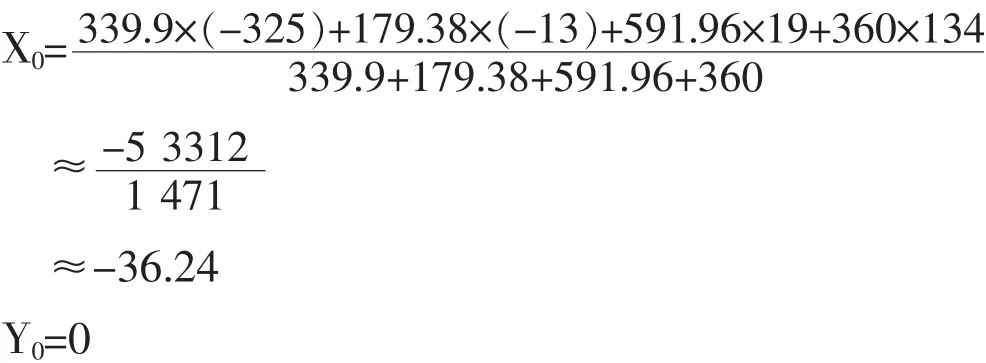
6.4 模具壓力中心計算
在設計沖裁模時,模具的壓力中心要與壓力機滑塊中心重合,否則會加速沖模導向機構的不均勻磨損,沖裁間隙難以保證,直接影響沖裁件的質量和模具的使用壽命[13]。
模具壓力中心計算如圖9所示。取沖孔圓心為坐標原點(0,0),因制件形狀對稱,在不考慮側刃沖壓力時:

圖9 模具壓力中心計算圖
7 凸模結構設計
7.1 凸模長度的確定
根據沖模的整體結構確定凸模長度,采用固定卸料板的沖裁凸模長度的計算公式為:

式中:h1為凸模固定板厚度,這里取h1=25 mm;h2為卸料板厚度,這里取h2=12 mm;h3為導料板厚度,這里取h3=10 mm;15 mm~20 mm包括凸模進入凹模的深度、凸模修磨量、沖模在閉合狀態下卸料板到凸模固定板間的距離[14],本例結合具體結構選擇18 mm。
因此,凸模長度L=h1+h2+h3+(15~20)=25+12+10+18=65 mm。
7.2 凸模結構形式
推渣器殼體沖裁模凸模按工作斷面的形式有圓形凸模和非圓形凸模。圓形凸模結構如圖10所示,非圓形凸模結構如圖11、圖12、圖13所示。倒裝模結構圖如圖14所示。
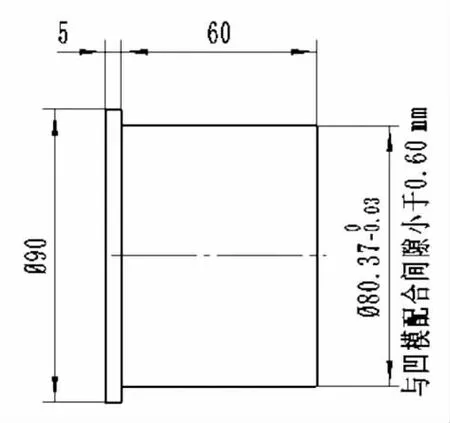
圖10 φ80圓孔沖裁凸模結構圖
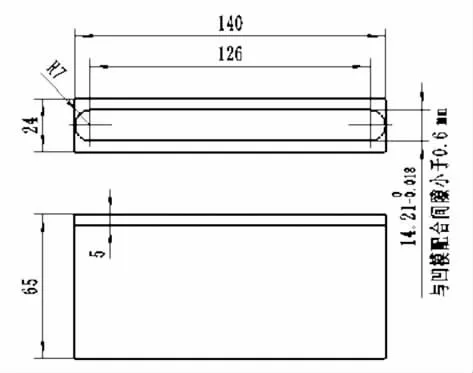
圖11 7×126長孔沖裁凸模結構圖
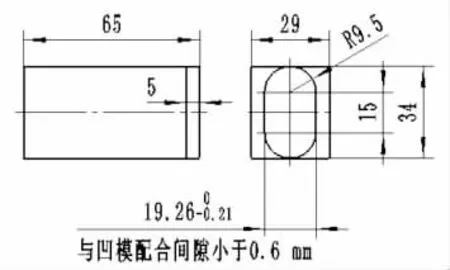
圖12 9.5×15長孔沖裁凸模結構圖
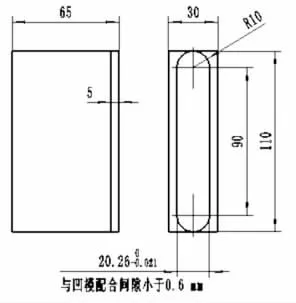
圖13 10×90工藝切口沖裁凸模結構圖
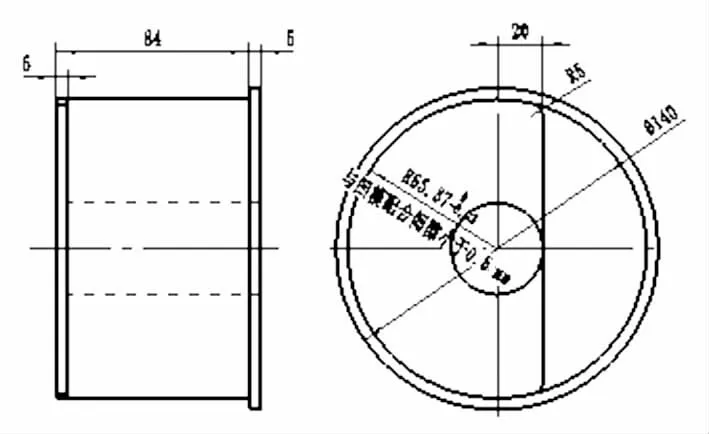
圖14 倒裝模結構圖
8 凹模結構設計
8.1 凹模結構尺寸計算
1)凹模厚度計算。凹模厚度的計算公式為:
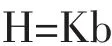
式中:b為凹模孔的最大寬度,這里b=80 mm;K為系數,根據鋼板厚度3 mm和b=80 mm查表取得K=0.35。因此,凹模厚度H=Kb=0.35×80 mm=28 mm。這里取H=30 mm。
2)凹模壁厚計算。對于大凹模,凹模壁厚的計算公式為:C=(2~3)H,這里取C=2H,據此可計算出本例中凹模壁厚C=2H=2×30=60 mm。
8.2 凹模結構形式圖
正裝沖裁凹模結構如圖15所示,倒裝切斷凹模結構如圖16所示。

圖15 正裝沖裁凹模結構圖
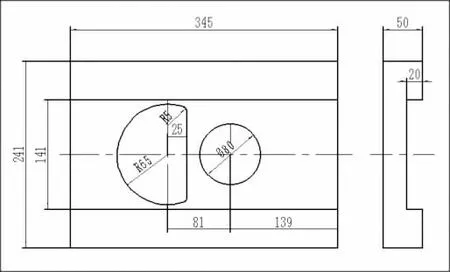
圖16 倒裝切斷凹模結構圖
9 級進模裝配圖
級進模裝配圖如圖17所示。
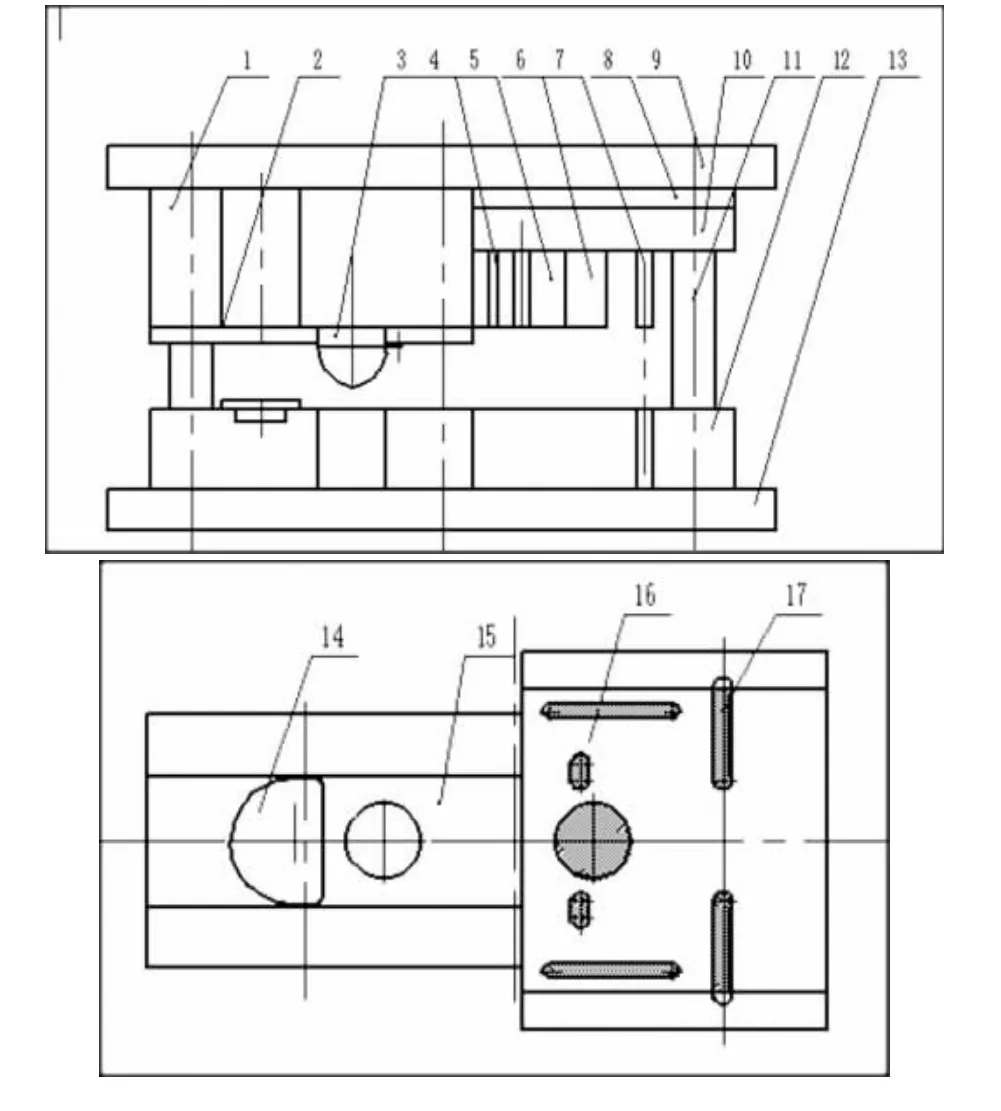
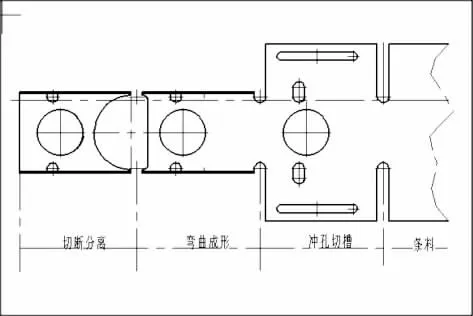
圖17 級進模裝配圖
10 設計總結
根據沖裁模設計的總原則,完成了推渣器殼體審圖、沖裁工藝分析、沖裁工藝方案制訂與比較、排樣、刃口尺寸計算、沖壓力及壓力中心計算、凸凹模結構設計及總體結構設計。生產實踐表明,采用該冷沖壓工藝生產采暖爐推渣器殼體,可以明顯提高制件的表面質量,節約材料,大大提高生產效率,達到降低產品成本的目的。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
