延長板坯連鑄機扇形段在線使用壽命的實踐
2021-10-09 08:30:24龐少偉
河南冶金 2021年3期
李 敏 龐少偉
(安陽鋼鐵股份有限公司)
0 前言
安鋼第二煉軋廠2#、3#板坯連鑄機為北京中冶京誠設計、制造的兩機四流板坯連鑄機,分別于2006 年和2007 年投產,年設計產量共計405 萬t,是兩條集國內先進設備和控制系統于一體的生產線。近年來,扇形段框架的使用性能一直困擾著連鑄機的正常生產,頻繁發生扇形段非計劃停機下線問題,制約了產品質量的穩定和生產水平的發揮。針對扇形段在線使用壽命短這一問題,筆者進行了分析,提出了相應的改進措施。
1 存在問題
目前,2#、3#連鑄機弧形段、矯直段、水平段在線時間短,過鋼量偏低,月均更換量為11 臺/流。彎曲段導向輥為3 分節結構設計,中間分節輥兩端軸承座的內部軸承通過與相鄰軸承座串聯實現潤滑,兩個待潤滑點共用一個潤滑供油點,造成潤滑油脂分配不均。
2 原因分析
(1)對2#、3#連鑄機弧形段、矯直段和水平段的下線情況進行統計,結果見表1。
從表1 可以看出,2#、3#連鑄機扇形段周期更換率低,漏水比率達到40%以上。
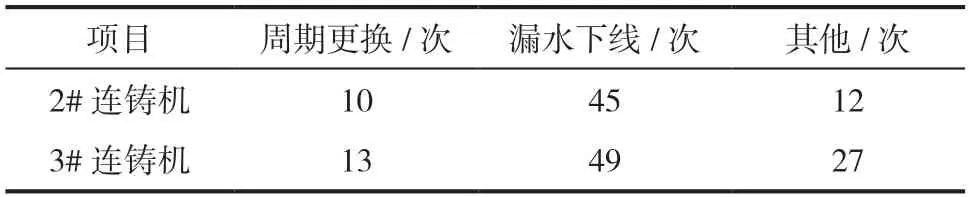
表1 改造前全年連鑄機扇形段下線統計
(2)2#、3#連鑄機彎曲段框架已經連續在線使用超過十年,隨著框架本體結構的老化和功能性減退,原設計結構的缺陷逐漸顯現出來,并且成為制約連鑄機產量的關鍵因素。彎曲段下線數量逐漸升高,平均在線天數急劇縮短,具體見表2。

表2 改造前連鑄機彎曲段更換統計
(3)從統計數據可以看出,2#、3#連鑄機弧形段、矯直段、水平段在線漏水和彎曲段原設計結構老化和缺陷是制約扇形段在線使用壽命的關鍵因素。
3 提高板坯連鑄機扇形段在線使用壽命的措施
3.1 控制在線漏水事故
3.1.1 軸承座的分級化管理
軸承座數量多、種類雜,使用狀態各不相同。通過分級化管理可以有效提高軸承座的利用率,使得軸承座的作用得到充分發揮,從而降低成本,延長扇形段的使用壽命。
(1)優化新軸承座的裝配位置。將新軸承座和狀態好的軸承座安裝在中間位置,避免處于報廢邊緣狀態的軸承座裝配在關鍵部位,因為處于報廢邊緣狀態的軸承座的壽命較短,可能會導致整個扇形段的下線。
(2)分級化管理下線軸承座,確定可修復次數。明確供貨技術要求,新軸承座到貨后,在弧形面位置距底部10 mm 的位置打號:廠號+01。修復后的軸承座根據上線次數進行重新打號:原來的廠號+02,原來的廠號+03,原來的廠號+04,最多能夠上線使用4 次。
(3)修復后軸承座的裝配位置原則上01、02安裝在中間位置,03、04 安裝在兩端部位,04 下線后直接報廢。
3.1.2 框架水路的優化
針對弧形段、矯直段、水平段框架軸承座水路漏水嚴重的問題,進行分析后決定將原框架軸承座水路的材質由Q235B 方形鋼管改為成不銹鋼無縫鋼管,由原來的緊湊結構改為懸掛式。原內外弧框架水箱的結構和改造后內外弧框架水箱結構如圖1 所示。

圖1 內外弧框架水路結構
3.2 彎曲段框架潤滑系統的優化
(1)對潤滑系統分配器的布置進行優化改造。將原來框架單側分配器排布由上至下為4 孔分配器—6 孔分配器—8 孔分配器—8 孔分配器—8 孔分配器改為8 孔分配器—6 孔分配器—8 孔分配器—8 孔分配器—8 孔分配器。增加4 路管路鋪設。對于前期修復過的彎曲段,分配器排布錯位的彎曲段框架,進行空間位置的合理設計,在頂部位置串聯一個四孔分配器,同樣達到增加4 路管路鋪設的目的。優化框架管路鋪設,增加潤滑點,在通過局部改造的前提下滿足設計要求,節省施工費用和時間。
(2)對潤滑系統的油路進行改造。對彎曲段內外弧框架前四排軸承座底面進行結構性改造。根據軸承座的位置和功能尺寸設計軸承座底面注油孔,并在側面打螺紋孔,可以直接安裝接頭,增加潤滑供油點。
(3)對軸承座進行改造,將管路接口直接接到軸承座上,如圖2 所示。改造后的軸承座分別在兩側各開設有一個供油孔,油孔之間獨立操作,螺絲安裝在兩個螺絲孔之一的內部,另一個可用堵頭進行封堵。

圖2 改造后的軸承座
4 改造效果
經過實施一系列改造,2#、3#連鑄機的弧形段、矯直段和水平段的壽命得到了有效提升,改造后全年連鑄機扇形段下線統計見表3。

表3 改造后全年連鑄機扇形段下線統計
全年由于弧形段、矯直段、水平段漏水和彎曲段潤滑系統不良導致的非計劃停機同比減少22次;彎曲段平均在線使用時間由改造前的11 天/臺提高到19 天/臺;有效提升了連鑄機的作業率。
5 結語
通過對影響扇形段在線使用壽命的主要因素、工況條件和破壞形式進行分析,從而確定了改進措施,規范裝配件使用要求,優化扇形段及其零部件的設計結構,提高了扇形段整體設備性能,使扇形段的使用狀態完全適應連鑄生產線運行要求。
