T91/15-15Ti異材焊接接頭微觀組織和力學性能研究
2021-10-09 09:58:46李峻宏蘇喜平任媛媛杜愛兵
原子能科學技術 2021年10期
李峻宏,蘇喜平,馮 偉,任媛媛,杜愛兵
(中國原子能科學研究院 反應堆工程技術研究部,北京 102413)
第4代核能系統具有固有安全性,是解決核能可持續發展問題的關鍵環節[1]。第4代核能系統國際論壇提出了6種堆型[2],我國在鈉冷快堆、鉛冷快堆和ADS等領域開展了系列基礎和應用研究工作[3-5]。材料是影響第4代核能發展的瓶頸問題[6],中子輻照[7]、冷卻劑和裂變產物腐蝕[8]所引起的材料物理和力學性能退化是材料研究的關鍵基礎科學問題之一。在諸多核用候選結構材料中,9-12%Cr鐵素體/馬氏體鋼具有高導熱率、低熱膨脹系數、優異抗輻照性能以及與冷卻劑的良好兼容性[9-12],是高燃耗鈉冷快堆首選外套管材料[13],也是鉛鉍快堆和ADS包殼管首選材料[14]。奧氏體不銹鋼15-15Ti具有優良的高溫力學性能,Ti的加入降低了材料輻照腫脹[15],增加了高溫蠕變強度[16],是鈉冷快堆包殼的首選材料和鉛鉍快堆包殼的候選材料。
包殼管和外套管是快堆組件結構的重要組成部分,由于T91和15-15Ti兩種材料化學成分和物理性能存在較大差異,異材焊接接頭顯微組織呈獨特性,其力學性能研究和報道相對較少。本文從材料應用出發,研究T91/15-15Ti異材焊接接頭微觀組織特征及力學性能變化規律,為T91和15-15Ti異材焊接參數選用和材料應用提供實驗數據。
1 材料和實驗方法
采用真空感應冶煉T91和15-15Ti,其主要化學成分列于表1。厚度3.5 mm的T91板材經1 050 ℃/15 min正火和760 ℃/1.5 h回火處理,厚度3.5 mm的15-15Ti板材經1 100 ℃/30 min固溶處理。熱處理均采用空冷方式冷卻至室溫。板材表面精磨去除氧化皮,轎直后厚度拋光修磨至3.2 mm。

表1 焊接用板材主要化學成分Table 1 Main chemical composition of welding plate
采用鎢極氬弧焊對T91和15-15Ti試板進行無坡口對接單道焊,焊接電流145~148 A,焊接電壓13~14 V,板焊接速度0.09 m/min。保護氣體為99.999%純氬,上部保護氣流速15 L/min,下部保護氣流速25 L/min。焊后熱處理工藝為760 ℃/1 h,隨爐冷卻至300 ℃后空冷。
根據GB/T 2651—2008加工焊接接頭室溫拉伸試樣,GB/T 228.2—2015加工焊接接頭高溫拉伸試樣。采用顯微硬度計分析焊接接頭硬度分布,加載力為1 kg,加載時間為15 s。焊接接頭經機械磨制和拋光后,采用苦味酸水溶液化學蝕刻和顯示T91側金相組織,硝酸水溶液電解蝕刻15-15Ti側金相組織。采用金相(OM)、掃描電鏡(SEM)和能譜分析對焊接接頭典型區域開展分析。
2 結果分析與討論
2.1 焊接接頭組織分析
圖1為T91/15-15Ti異材焊接接頭T91側的焊接熱影響區組織全貌,圖2為T91側焊接熱影響區(焊態)各區組織形貌OM像。根據圖2所示各區焊態組織特征,T91焊接熱影響區包含完全相變區、不完全相變區及母材。完全相變區由過熱區和細晶區組成,為全馬氏體板條組織。不完全相變區由馬氏體和回火馬氏體混合而成,是完全相變區的淬火馬氏體隨焊接溫度梯度變化而逐漸趨于母材的回火馬氏體組織。母材呈現含有碳化物的回火馬氏體組織。經760 ℃焊后熱處理(PWHT),發生高溫淬火的馬氏體析出碳化物,如圖3a~c所示,呈現回火馬氏體組織形貌。圖3d所示母材組織形貌與圖2d保持一致,這表明焊后熱處理對T91鋼母材組織影響不大,符合9-12%Cr耐熱鋼相變基本規律。
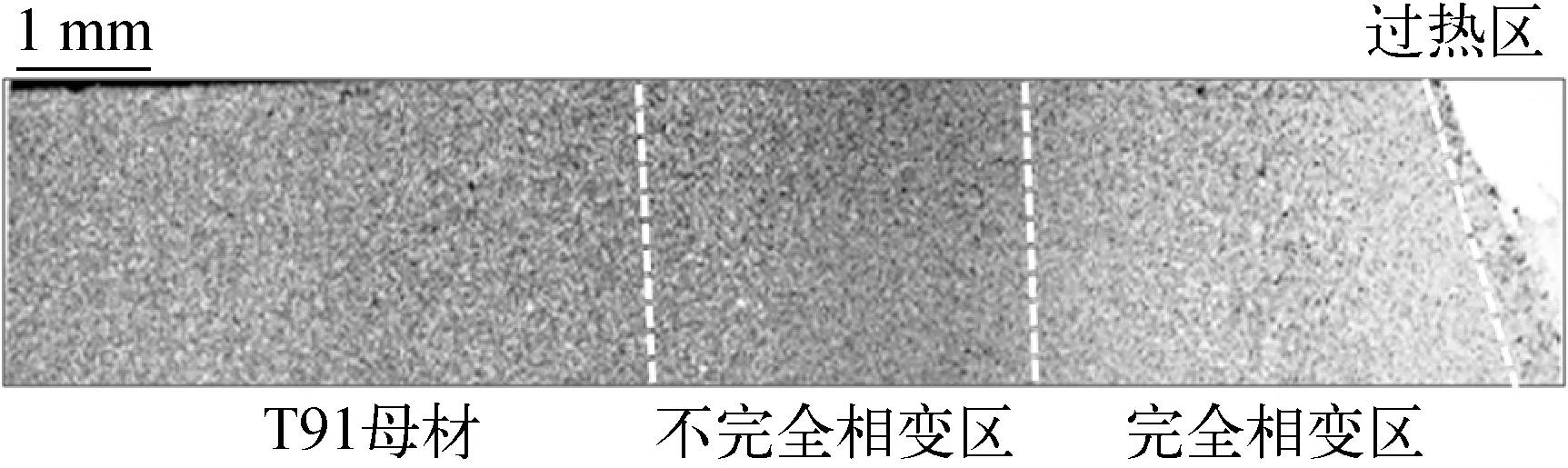
圖1 T91/15-15Ti異材焊接接頭 T91側焊接組織OM像Fig.1 OM microstructure of T91 in T91/15-15Ti dissimilar steels welded joint
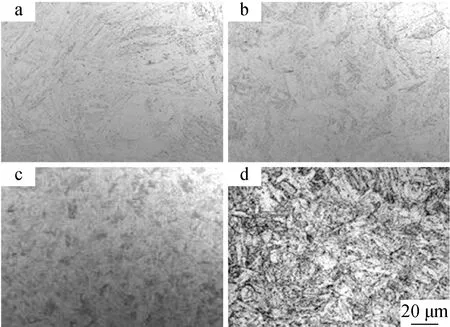
a——過熱區;b——細晶區;c——不完全相變區;d——母材圖2 T91側焊接熱影響區(焊態)組織形貌OM像Fig.2 OM microstructure of T91 joints in welded condition

a——過熱區;b——細晶區;c——不完全相變區;d——母材圖3 T91側焊接熱影響區(熱處理態)組織形貌OM像Fig.3 OM microstructure of T91 joints in post-weld heat treatment (PWHT) condition
對焊后熱處理態T91/15-15Ti異材焊接接頭橫截面Fe、Ni、Cr元素進行分析,含量分布如圖4所示。T91側分析接頭15-15Ti熔化量為23.9%,可看出,T91側熱影響區無明顯濃度梯度,在貼近熔合線的焊縫區域存在1 mm寬濃度梯度;對于15-15Ti側,熱影響區存在約0.5 mm寬濃度梯度,而貼近熔合線的焊縫區域則幾乎無濃度梯度。由于該接頭15-15Ti熔化量較小,因而組織較均勻,焊縫金屬成分無周期性波動。

圖4 T91/15-15Ti異材焊接接頭(熱處理態)橫截面Fe、Ni、Cr分布Fig.4 Fe, Ni and Cr distributions in T91/15-15Ti dissimilar steels welded joints after PWHT
2.2 焊接接頭硬度分布
焊態和焊后熱處理態的T91/15-15Ti異材焊接接頭硬度分布如圖5所示。從圖5a可看出,T91側熱影響區顯著高于母材,產生明顯的硬化現象。過熱區和細晶區組成的完全正火區硬度達到450HV1.0以上,尤以細晶區硬度最高,可達482HV1.0。焊縫金屬區硬度基本穩定在400HV1.0,較完全正火區有所降低。在不完全相變區,顯微硬度呈梯度變化規律,這與該區域在焊接過程中的熱循環和溫度變化密切相關。通過圖1和圖5a對比分析可看出,T91側熱影響區寬度為5.5~6.0 mm。相對而言,15-15Ti側的硬度變化較小,波動幅度約為20HV1.0,這與奧氏體鋼焊接過程中僅發生晶粒粗化而不發生馬氏體相變有關。伴隨著焊接溫度變化,近焊縫區發生奧氏體晶粒粗化,是該區域硬度下降的主要原因[17]。從圖5a可得出,15-15Ti側熱影響區寬度為3.5 mm,遠小于T91所在的一側。
從圖5b可看出,PWHT降低了T91焊接熱影響區顯微硬度,對15-15Ti焊接熱影響區無影響。T91完全正火區和焊縫區硬度降至350HV1.0以下。這表明,PWHT改善了焊接接頭組織,使得焊后形成的馬氏體中過飽和的碳元素析出,沿馬氏體板條和晶界形成碳化物,進而降低了顯微硬度,改善了焊接接頭區域硬度分布均勻性[18]。
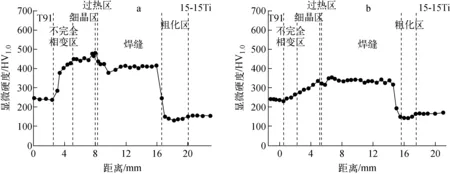
圖5 T91/15-15Ti異材焊接接頭焊態(a)及熱處理態(b)硬度分布Fig.5 Microhardness of T91/15-15Ti dissimilar steels welded joints in welded (a) and PWHT (b) conditions
2.3 焊接接頭拉伸性能
焊態和焊后熱處理態的T91/15-15Ti異材焊接接頭在室溫、400、500、550和600 ℃下的拉伸性能如圖6所示。從圖6a可看出,焊態和PWHT態焊接接頭屈服強度隨拉伸溫度增加而減小。焊態接頭高溫抗拉強度在500 ℃出現極值,而PWHT態焊接接頭高溫抗拉強度隨溫度的增加而減小。從圖6b可看出,焊接接頭延伸率均在500 ℃出現極值,繼續提高拉伸溫度使拉伸塑性趨于降低。從圖6b也可看出,PWHT有助于改善異材焊接接頭的拉伸塑性。
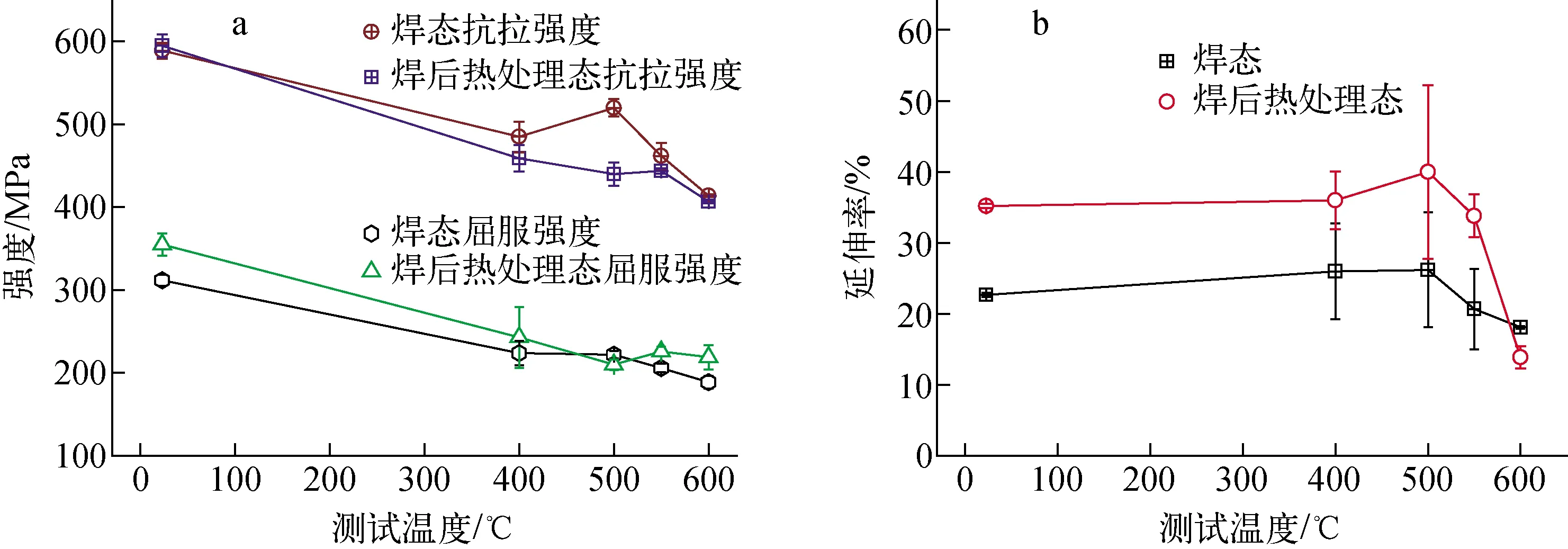
圖6 異材焊接接頭強度和延伸率Fig.6 Strength and elongation of dissimilar steels welded joint
拉伸斷裂行為分析顯示,兩種狀態的異材焊接接頭在室溫、400、500和550 ℃拉伸后斷裂部位主要位于15-15Ti側的熱影響區或15-15Ti母材,這表明室溫~550 ℃范圍內焊接接頭的薄弱環節為15-15Ti鋼。550 ℃斷裂隨機分布在15-15Ti和T91側,這表明550 ℃是T91與15-15Ti的等強溫度點。進一步提高拉伸溫度至600 ℃,斷裂部位主要分布在T91側,表明此溫度下T91為薄弱環節。基于圖6拉伸數據和斷裂位置的分析可以判斷,T91在550 ℃以下溫度范圍內具有較高的強度和塑性,適宜在550 ℃下使用;當使用溫度高于550 ℃時,應選用15-15Ti。第4代核電系統燃料組件溫度分布不均勻,從上述分析也可看出,服役溫度較高的包殼管材料應采用與15-15Ti相近的奧氏體鋼進行焊接,而服役溫度較低的外套管則可選用異材焊接。綜合應用這兩類耐熱鋼在組織、硬度和拉伸性能方面的優勢,可滿足堆芯燃料組件長期服役的需求。
采用SEM分析了T91/15-15Ti焊接接頭拉伸斷口的形貌。室溫~500 ℃范圍內斷裂發生在15-15Ti側,其良好的塑性保證了斷口呈現韌性斷裂特征。在550~600 ℃,斷裂發生在T91的不完全相變區,呈現混合斷裂形貌,以韌性斷裂為主,如圖7所示。
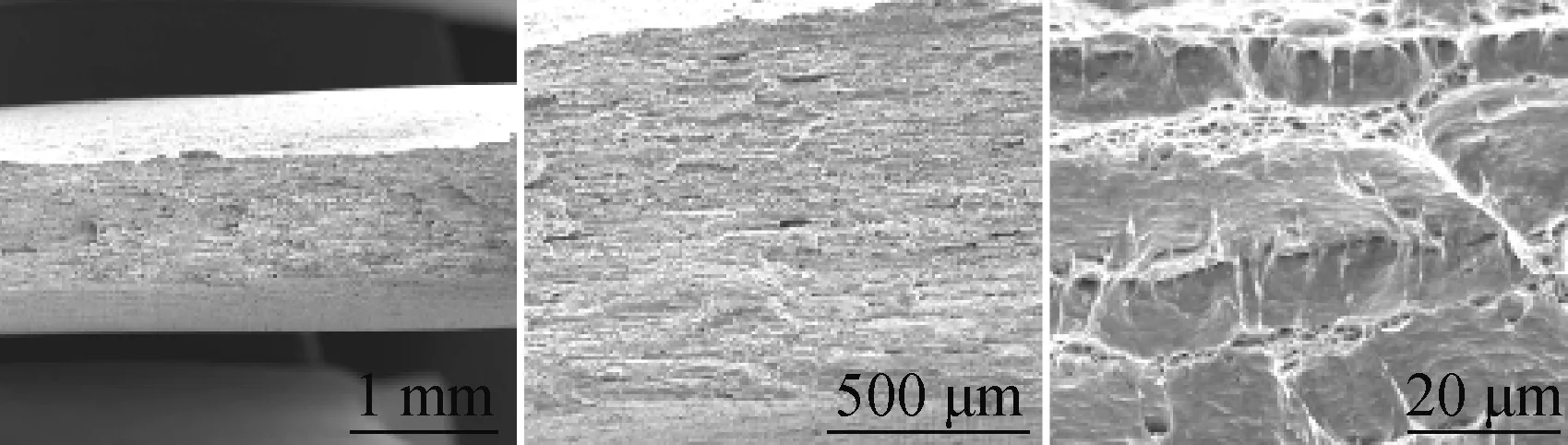
圖7 T91/15-15Ti異材焊接接頭 600 ℃拉伸斷口形貌Fig.7 SEM morphology of tensile fracture of T91/15-15Ti dissimilar steels welded joints tested at 600 ℃
3 結論
T91和15-15Ti屬于合金化程度較高的鋼種,其焊縫組織較復雜。通過金相顯微鏡、掃描電鏡及能譜儀等表征手段,分析了T91和15-15Ti焊接接頭的微觀組織,并對焊接接頭顯微硬度和拉伸性能進行實驗研究,得出如下結論。
1) 焊態的焊接接頭T91側由母材、熱影響區和焊縫金屬組成,其中熱影響區由過熱區、細晶區和不完全相變區組成。過熱區和細晶區由板條馬氏體構成,屬于完全相變區。15-15Ti側由母材、熱影響區和焊縫金屬組成,母材和熱影響區均為等軸晶,熱影響區晶粒尺寸大于母材,是引起顯微硬度變化的主要因素。PWHT處理后,T91側形成回火馬氏體組織,而15-15Ti側組織未發生變化。
2) 焊態的焊接接頭T91側顯微硬度顯著增加,其中細晶區硬度達到482HV1.0,15-15Ti側室溫硬度變化較小,熱影響區硬度略低于母材。PWHT后,T91側熱影響區及焊縫硬度降至350HV1.0以下;15-15Ti側硬度未發生變化,與焊態保持在同一水平。
3) 拉伸性能測試顯示焊態和PWHT態焊接接頭拉伸強度變化相對較小,而PWHT有助于改善拉伸塑性。焊態時,室溫~500 ℃下的拉伸斷裂位于15-15Ti熱影響區或母材;550 ℃時,T91和15-15Ti強度相當,斷裂位置在兩側隨機分布;600 ℃下的斷裂位置分布在T91側。PWHT后,室溫~550 ℃的拉伸斷裂位于15-15Ti側,600 ℃時斷裂于T91側的不完全相變區。
4) 通過對T91/15-15Ti異材焊接接頭微觀組織和顯微硬度、拉伸性能的實驗研究,綜合兩類耐熱鋼在組織、硬度和拉伸性能方面的優勢,在鈉冷或鉛鉍快堆工程應用中,對于服役溫度較高的包殼管應采用與15-15Ti相近的奧氏體鋼進行焊接,而對于服役溫度較低的外套管,則可選用T91和15-15Ti進行異材焊接,以滿足堆芯組件長期服役的要求。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38