銅冶煉煙氣制酸中冷凝硫酸產生原因淺析及對策
2021-10-11 02:25:02劉建萍張均杰
硫酸工業 2021年6期
關鍵詞:煙氣
劉建萍,張均杰
(煙臺國潤銅業有限公司,山東煙臺264002)
煙臺國潤銅業有限公司(以下簡稱國潤銅業)是以銅精礦為主要原料的銅冶煉企業,冶煉生產系統經歷了3個發展階段:第一階段是鼓風爐富氧熔煉+吹煉爐吹煉工藝,第二階段是側吹爐低富氧熔煉+吹煉爐空氣吹煉工藝,第三階段是側吹爐高富氧熔煉+頂吹爐富氧吹煉+火法陽極富氧精煉工藝,最終形成粗銅100 kt/a、硫酸370 kt/a的生產能力。與此同時,配套的制酸系統也進行了改造。在第二階段到第三階段的發展過程中,采用“富氧側吹熔煉+多槍頂吹連續吹煉+火法陽極精煉”熱態三連爐連續煉銅生產工藝[1],側吹熔煉爐富氧濃度φ(O2)由60%提高到85%,陽極爐采用稀氧燃燒后煙氣量大大降低,二氧化硫濃度提高,陽極爐氧化期煙氣送至制酸工序處理。2017年7月開車期間,煙氣在進制酸洗滌塔過程中產生冷凝硫酸,造成設備閥門腐蝕加劇,影響收塵和制酸工序處理煙氣的能力,增加了維修費用。
1 生產工藝流程
1.1 銅冶煉生產工藝
國潤銅業銅冶煉采用富氧側吹熔煉+多槍頂吹連續吹煉+火法陽極精煉工藝,側吹爐中φ(O2)為85%,頂吹爐中φ(O2)為32%,陽極爐采用稀氧燃燒。側吹爐生產原料為銅精礦,頂吹爐原料為側吹爐產出的冰銅,陽極爐原料為頂吹爐產出的粗銅。熔煉過程的主要化學變化為高價硫化物的分解和硫化物的氧化,進一步生成主要成分為Cu2S和FeS的銅锍;銅锍在頂吹爐進行造渣和造銅后反應生成粗銅,品位為w(Cu)98.5%~99.5%;粗銅在陽極爐進行火法精煉,銅的純度達到99.95%以上;熔煉產生的含硫廢氣送至制酸系統進行回收利用。
銅冶煉的煙氣走向見圖1。
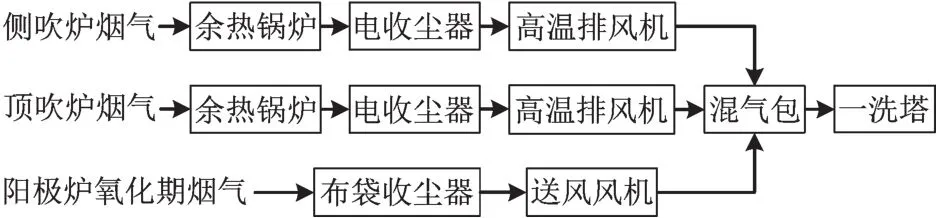
圖1 銅冶煉煙氣走向
側吹爐煙氣經余熱鍋爐降溫后,進入2臺并聯的電收塵器,電收塵器出口的煙氣經高溫排風機送入制酸凈化系統前的混氣包。頂吹爐煙氣經余熱鍋爐降溫后,進入電收塵器,然后經高溫排風機送入制酸凈化系統前的混氣包。陽極爐煙氣管道水平向上135°通入混氣包中部,陽極爐氧化期煙氣通過布袋收塵器除塵后,經送風風機進入混氣包。經混氣包混合后的3股煙氣送去制酸一洗塔。
電收塵器的灰斗、電場內部及出口,高溫排風機進出口鐘罩閥底部的放灰口、清灰口和混氣包的底部錐等部位產生冷凝硫酸,經收集后送入污酸處理系統。
2 冷凝硫酸對生產的影響
銅冶煉過程中產生冷凝硫酸,主要有以下幾方面的影響:
1)腐蝕電收塵器的陰極絲和陽極板。煙氣在95瓷軸上低溫結露,黏結煙灰,造成電收塵器陰極振打瓷軸爬電而出現頻繁斷裂現象[2],進而降低電收塵器的收塵效率,增加凈化設備的負荷,降低凈化效果。
2)增加操作工作量及危險性。煙灰發潮甚至滴酸,給煙灰放灰工作帶來不便。此外轉運冷凝硫酸耗費人力、物力,還會增加硫酸灼傷的危險性。
3)降低金屬回收率。冷凝硫酸會影響電收塵器的送電效果,降低除塵效率。含銅煙灰進入一洗塔,銅等有價金屬的氧化物經稀酸洗滌變成金屬離子,金屬離子在污酸處理中消耗脫硫劑,產生的砷渣開路后造成銅等有價金屬的損失。
4)增加維修費用。冷凝硫酸從電收塵器陽極板下部、風機殼體、襯磚管道、鐘罩閥、混氣包磚縫滲入,滲酸部位腐蝕嚴重,需經常補漏維修。95瓷軸因冷凝硫酸附著而放電,經常斷軸,需要更換。
5)影響冶煉產能的提升。冷凝硫酸腐蝕設備及煙道,增加漏點,導致漏風率增加,煙氣處理能力降低,造成爐前冒煙。為滿足環保指標,熔煉只能降低風量操作,從而降低冶煉產能。
3 冷凝硫酸產生的原因
冶煉煙氣中含有硫酸蒸氣,正常情況下,煙氣中的硫酸蒸氣在進入凈化工序前呈氣態,進入制酸洗滌塔時一部分被洗滌下來,另一部分形成酸霧被電除霧器捕集,形成污酸去中和處理。當煙氣溫度低于露點時,煙氣中的硫酸蒸氣冷凝成硫酸液體,即冷凝硫酸。
煙氣的露點與煙氣中SO3和H2O的含量有關,可按弗霍夫露點計算式[3]進行計算:

式中:pH2O——氣相中H2O的分壓,mmHg;
pSO3——氣相中SO3的分壓,mmHg;
T——露點,K。
從式(1)可以看出:煙氣中H2O和SO3的分壓越高,露點就越高。煙氣溫度低于露點的原因是煙氣溫度過低或煙氣露點過高。煙氣溫度的高低與降溫設備的能力及漏風率有關,煙氣露點與煙氣中H2O和SO3的分壓有關。煙氣中的H2O或SO3的分壓增加,都會提高露點。
3.1 煙氣溫度
3.1.1 熔煉鍋爐出口的煙氣
側吹爐鍋爐型號為QCF 31/1290-27.5-4.5,設計入口溫度 1 290 ℃、出口溫度(350±20)℃;頂吹爐鍋爐型號為QCF11/1207-7.3-4.5,設計入口溫度1 209 ℃、出口溫度(350±20)℃。實際運行中,側吹爐煙氣溫度達標,頂吹爐鍋爐出口溫度長期低于310 ℃,低于設計值。
3.1.2 電收塵器出口的煙氣
側吹爐電收塵器入口溫度300~330 ℃,出口溫度270~300 ℃,煙氣溫度高于露點;頂吹爐電收塵器入口溫度280~300 ℃,出口溫度250~270 ℃,出口煙氣溫度偏低。
陽極爐煙氣到混氣包溫度為120 ℃,溫度偏低。
3.2 煙氣中SO3濃度
在400~500 ℃,煙氣中的SO2與O2在Fe2O3等金屬氧化物作為催化劑的情況下反應生成SO3[4],生成量與SO2和O2濃度呈正相關。三氧化硫發生率上升,增加了硫酸生產廢酸廢水處理工序的成本,提高了煙氣的露點,加劇了排煙系統中設備的腐蝕,降低了電收塵器的收塵效率,并且嚴重制約工廠的長周期運行[5]。
3.3 煙氣中H2O含量
側吹爐熔煉的原料不經干燥直接入爐,礦粉中w(H2O)約8%,帶入煙氣的水量是一定的;頂吹爐送入的空氣水含量也是一定的。冷空氣漏入系統,會帶入水分,與漏入量有關。
4 減少冷凝硫酸采取的措施
4.1 提高煙氣溫度
根據冷凝硫酸形成的機理,煙氣溫度高于露點,可有效減少冷凝硫酸的形成。煙氣溫度高于露點50~100 ℃較為合適,可保證在生產波動時,煙氣溫度仍高于露點。
頂吹爐鍋爐出口溫度在達到設計負荷時也偏低,大修期間拆除最后一組對流管束,煙氣溫度提高了 20 ℃。
陽極爐煙氣到制酸混氣包的煙道直徑加粗到DN1 200,并進行保溫,進入混氣包的溫度超過150 ℃。
4.2 降低煙氣中SO3含量
4.2.1 側吹爐煙氣
在緊張的復習階段,大家肯定遇到了各種順利或是不順利的事情。在這里,我想和大家分享一下我酸甜苦辣的期末復習之旅。
高濃度富氧側吹熔池熔煉是一個強化的冶金過程,O2利用率達到97%以上,爐出口煙氣中有單體硫,通過向爐內和爐出口補充富氧空氣,降低煙氣中單體硫的含量。若補氧量大,煙氣中SO3含量就高;若補氧量少,則會產生單體硫。經過摸索,余熱鍋爐出口煙氣中φ(O2)控制在3%~5%為最佳。
4.2.2 陽極爐煙氣
入爐粗銅中w(S)控制在0.8%以下,采取合理調節稀氧燃燒氧燃比、減少煙道清灰口、降低漏風率等措施。
4.3 降低煙氣中H2O含量
4.3.1 減少冷空氣進入系統
空氣中含有水分,煙道漏風不僅降低煙氣溫度,還會提高煙氣中的水分含量。在500~600 ℃,煙道漏入的空氣和煙氣中的二氧化硫反應,會增加煙氣中三氧化硫含量。降低漏風率可得到減小煙氣降溫幅度、不增加煙氣中H2O和SO3含量的效果。為減少冷空氣進入系統,對漏風設備和管道用鋼板進行焊接堵漏,并利用大修之際更換腐蝕嚴重的設備及管道:
1)更換電收塵器。頂吹爐電收塵器型號為LD-35-3,碳鋼材質,殼體及灰斗漏點多。同時,電收塵器的進氣口和出氣口,一、二和三電場灰斗,以及陰、陽極振打側,灰斗到陰極振打絕緣箱上部500 mm采用304不銹鋼板材質,以延長使用壽命。
2)更換煙道。原電收塵器出口到凈化入口煙道采用膠泥防腐,使用過程中膠泥易脫落,煙道腐蝕嚴重,故而更換為襯磚鋼煙道;陽極爐氧化期到制酸煙道原為DN600,長度約120 m,由于無法進入清灰,煙氣降溫達60 ℃,更換為DN1 000鋼煙道,并進行外保溫,降溫溫差在30 ℃以內。
3)改造放灰閥。側吹、頂吹鍋爐出口沉降斗原設計為插板閥,放灰時高排風機加大排風量操作,冷風進入煙氣會降低煙氣溫度,增加水分。將手動放灰閥全部改為星型電動放灰閥,利用煙灰密封,可大幅減少放灰時漏入的空氣量。
4.3.2 原料的管控
入爐含銅煙灰適量加水,使之達到潤濕狀態;降低石英石、入爐蘭炭的含水量。
5 改造后生產實踐效果
除放灰閥在生產期間更換外,其余改造于2018年10月大修期間完成。經過2年多的運行,除大修開車時煙道中產生一些冷凝硫酸,其余時段冷凝硫酸的產生量大幅降低,改造取得明顯效果,主要表現在:
1)減輕了設備和管道的腐蝕。改造后頂吹爐電收塵器出口煙氣的溫度、陽極爐氧化期煙氣到混合器入口煙氣的溫度有所提高,側吹爐、頂吹爐和陽極爐氧化期的煙氣混合后,到制酸洗滌塔入口的溫度保持在270 ℃以上。側吹爐、頂吹爐和陽極爐出口到制酸洗滌塔入口的煙道及高排風機的放灰口未出現滴酸現象,說明煙氣溫度高于露點,大大減輕了煙氣對電收塵器殼體、電收塵器內部構件、煙道、閥門和高排風機的腐蝕。
2)提高了95瓷軸的使用壽命。95瓷軸的壽命與冷凝硫酸、煙塵的黏附及熔煉爐原料的成分有關。經過改造,側吹爐電收塵器陰極振打95瓷軸更換周期由1個月延長到3個月,使用壽命大幅提高。
3)提高了金屬回收率。污水硫化砷渣中w(Cu)由改造前的平均0.8%下降到0.6%,砷渣量以1 kt/a計,可多回收金屬銅20 t/a。
4)維修成本大幅降低。電收塵器維修及煙道補漏、保溫費由改造前的約100萬元/a減少到低于10萬元/a。
5)提高了側吹爐的送風量。側吹爐風眼由12個增加到13~14個。改造后以13個風眼計,送風量由 12 000 m3/h 增加到 13 000 m3/h,增加了 8.3%。
6 結語
采用高濃度富氧側吹熔煉工藝,煙氣水含量高,煙氣在電收塵器、高溫排風機及煙道等部位易產生冷凝硫酸,制約生產系統的正常運行。采用提高頂吹爐鍋爐出口的煙氣溫度、減少漏入冷空氣、降低煙氣中SO3和H2O的含量等措施,可避免冷凝硫酸對生產造成不利影響。
猜你喜歡
化工管理(2022年13期)2022-12-02 09:21:52
建材發展導向(2021年12期)2021-07-22 08:06:28
應用能源技術(2020年11期)2021-01-26 00:16:38
山東冶金(2019年2期)2019-05-11 09:12:16
測控技術(2018年2期)2018-12-09 09:00:52
電子測試(2018年1期)2018-04-18 11:52:15
當代化工研究(2016年9期)2016-03-20 16:22:15
中國資源綜合利用(2016年3期)2016-01-22 07:28:16
中國資源綜合利用(2016年2期)2016-01-22 07:27:41
有色金屬設計(2014年4期)2014-03-11 19:43:12
