標(biāo)準(zhǔn)DL/T820-2002與DL/T820.2-2019對比分析
2021-10-12 09:42:31王鵬輝王向飛羅杰
錦繡·下旬刊 2021年11期
王鵬輝 王向飛 羅杰


摘要:DL/T820.2-2019作為標(biāo)準(zhǔn)DL/T820-2002的版本升級,在很多方面都延續(xù)了標(biāo)準(zhǔn)DL/T820-2002的內(nèi)容。但是在適用范圍、探頭移動區(qū)域要求等方面進(jìn)行了修改,并且也增加了沿線掃查方式、橫向缺陷的評定方法等。總之相較于標(biāo)準(zhǔn)DL/T820-2002,新的標(biāo)準(zhǔn)DL/T820.2-2019是對舊標(biāo)準(zhǔn)的一次修訂與補(bǔ)充,新標(biāo)準(zhǔn)的制定在一定程度上優(yōu)化了管道焊接接頭超聲波檢測工作中的不足,是新時代下對管道焊接接頭超聲波檢測技術(shù)規(guī)程的一次完善。隨著新標(biāo)準(zhǔn)的制定,管道焊接接頭超聲波檢測技術(shù)也將朝著更為精細(xì)、更為科學(xué)、更為全面的方向發(fā)展,對新時期管道焊接接頭超聲波檢測技術(shù)將產(chǎn)生重要的意義。
關(guān)鍵詞:標(biāo)準(zhǔn)DL/T820-2002;標(biāo)準(zhǔn)DL/T820.2-2019;管道焊接;超聲波檢測技術(shù)
引言
管道焊接安裝過程中,通常采用超聲波檢測技術(shù)對管道焊縫進(jìn)行無損檢測。由于技術(shù)的進(jìn)步與工藝的不斷成熟,檢測技術(shù)的標(biāo)準(zhǔn)隨著時代的發(fā)展也不斷地在發(fā)生著更新和改變。下面將根據(jù)管道焊接接頭超聲波檢測技術(shù)標(biāo)準(zhǔn)DL/T820-2002與DL/T820.2-2019的異同點進(jìn)行對比分析。
1.DL/T820-2002標(biāo)準(zhǔn)要求
1.1儀器和探頭
1.1.1儀器
1.1.1.1超聲波檢驗儀器的性能指標(biāo)應(yīng)符合JB/T10061的規(guī)定。
1.1.1.2超聲波檢驗儀器的性能測試方法應(yīng)符合JB/T9214的規(guī)定。
1.1.1.3工作頻率范圍至少為1MHz~6MHz。
1.1.1.4對于全數(shù)字式A型脈沖反射式超聲探傷儀器要求時實采樣頻率不小于40MHz。
1.1.2 探頭
1.1.2.1探頭性能必須按JB/T10062《超聲探傷用探頭性能測試方法》進(jìn)行測定。
1.1.2.2斜探頭置于標(biāo)準(zhǔn)試塊上探測棱邊,當(dāng)反射波幅最大時,探頭中心線與被測棱邊的夾角應(yīng)在90°±2°的范圍內(nèi)。
1.1.2.3斜探頭主聲束在垂直方向不應(yīng)有明顯的雙峰或多峰。
1.1.2.4探頭的中心頻率允許偏差為±0.5MHz。
1.2組合的系統(tǒng)性能
a)在達(dá)到所探工件最大檢測聲程時,其有效靈敏度余量不小于10dB。
b)儀器和探頭的組合頻率與公稱頻率誤差在±10%之間。
c)直探頭的遠(yuǎn)場分辨力大于或等于30dB,斜探頭的遠(yuǎn)場分辨力大于或等于6dB。
d)儀器和探頭的組合系統(tǒng)性能應(yīng)按JB/T9214和JB/T10062的規(guī)定進(jìn)行測試。
1.3檢驗的要求
1.3.1檢驗準(zhǔn)備
1.3.1.1檢驗前應(yīng)了解管道名稱、材質(zhì)、規(guī)格、焊接工藝、熱處理情況、坡口型式、內(nèi)壁加工面情況,并進(jìn)行焊接接頭中心位置的標(biāo)定。
1.3.1.2焊接接頭外觀質(zhì)量及外形尺寸需經(jīng)檢驗合格。對有影響檢驗結(jié)果評定的表面形狀突變應(yīng)進(jìn)行適當(dāng)?shù)男弈ィ⒆鰣A滑過渡。內(nèi)壁加工面應(yīng)滿足超聲波檢驗的要求。
1.3.1.3檢驗面探頭移動區(qū)應(yīng)清除焊接飛濺、銹蝕、氧化物及油垢,必要時,表面應(yīng)打磨平滑,打磨寬度至少為探頭移動范圍。
a)采用一次反射法或串列式掃査探測時,探頭移動區(qū)應(yīng)大于1.25P
P=2ttgβ (1)
式中
P——跨距,mm;
t——管壁厚度,mm;
β——探頭折射角,(°)。
b)采用直射法探測時,探頭移動區(qū)應(yīng)大于0.75P。
1.3.1.4需要去除余高的焊縫,應(yīng)將焊縫打磨到與鄰近母材平齊。
2.DL/T820.2-2019標(biāo)準(zhǔn)要求
2.1儀器和探頭
2.1.1儀器應(yīng)符合下列要求
a)超聲波檢測儀器的性能指標(biāo)應(yīng)符合JB/T10061的規(guī)定。
b)超聲波檢測儀器的性能測試方法應(yīng)符合JB/T10061規(guī)定。
c)工作頻率范圍至少為1MHz~6MHz。
d)全數(shù)字式A型脈沖反射式超聲探傷儀器實時采樣頻率不小于40MHz。
2.1.2探頭應(yīng)符合下列要求
a)探頭性能應(yīng)按JB/T10062進(jìn)行測定。
b)斜探頭置于標(biāo)準(zhǔn)試塊上探測棱邊,當(dāng)反射波幅最大時,探頭中心線與被測棱邊的夾角應(yīng)在90°士2°的范圍內(nèi)。
c)斜探頭主聲束在垂直方向不應(yīng)有明顯的雙峰和多峰。
d)探頭的中心頻率允許偏差為士0.5MHz。
e)當(dāng)探頭用于檢測與牌號20鋼材有較大聲學(xué)差異的材料如10Cr9MO1VNbN(T/P91)、10Cr9Mo-W2VNbBN(T/P92)等焊接接頭時,應(yīng)使用與被檢管道相同材料制造的試塊對探頭
的折射角、前沿重新測量標(biāo)定。
2.2組合的系統(tǒng)性能
組合的系統(tǒng)性能應(yīng)符合以下規(guī)定:
a)在達(dá)到所探工件最大檢測聲程時,其有效靈敏度余量不小于10dB。
b)儀器和探頭的組合頻率與公稱頻率誤差在士10%之間。
c)直探頭的遠(yuǎn)場分辨力大于或等于30dB,斜探頭遠(yuǎn)場分辨力大于或等于6dB。
d)儀器和探頭的組合系統(tǒng)性能應(yīng)按JB/T9214的規(guī)定進(jìn)行測試。
2.3檢測的要求
2.3.1檢測準(zhǔn)備
2.3.1.1檢測前應(yīng)了解管道的名稱、材質(zhì)、規(guī)格、焊接工藝、熱處理情況、坡口形式、內(nèi)壁加工面情況,并進(jìn)行焊接接頭中心位置的標(biāo)定。
2.3.1.2焊接接頭外觀質(zhì)量及外形尺寸需經(jīng)檢測合格。對有影響檢測結(jié)果評定的表面形狀突變應(yīng)進(jìn)行適當(dāng)?shù)男弈ィ⒆鰣A滑過渡。內(nèi)壁加工面應(yīng)滿足超聲波檢測的要求。
2.3.1.3檢測面應(yīng)清除焊接飛濺、銹蝕、氧化物及油垢,表面應(yīng)打磨平滑,露出金屬光澤,打磨寬度至少為探頭移動范圍,且應(yīng)符合下列規(guī)定:
a)對接接頭采用一次反射法或串列式掃査探測時,探頭移動區(qū)寬度應(yīng)大于1.5P,P的計算見公式(1)。
P=2Ttanβ (1)
式中
P——跨距,mm;
T——管壁厚度,mm
β——探頭折射角
b)對接接頭采用直射法探測時,探頭移動區(qū)寬度應(yīng)大于P。
c)中小徑薄壁管的移動區(qū)寬度可采用表1的數(shù)據(jù)。
d)角接接頭的探頭移動區(qū)應(yīng)根據(jù)角接接頭形式及尺寸另行確定。
e)需要去處余高的焊縫應(yīng)將焊縫打磨到與鄰近母材平齊。
3.標(biāo)準(zhǔn)DL/T820-2002與DL/T820.2-2019不同點對比分析
上面簡要介紹了標(biāo)準(zhǔn)DL/T820-2002與DL/T820.2-2019的部分要求,現(xiàn)具體分析兩標(biāo)準(zhǔn)之間的變化。通過這些變化可以了解隨著時代的發(fā)展和技術(shù)的進(jìn)步,管道焊接接頭超聲波檢測技術(shù)的規(guī)范標(biāo)準(zhǔn)也要隨之作出相應(yīng)的調(diào)整,以更好的服務(wù)檢測工作的進(jìn)行。
1)修改了適用范圍
在標(biāo)準(zhǔn)DL/T820-2002(以下簡稱2002版)中本標(biāo)準(zhǔn)適用于鐵素體類鋼制承壓管道單面焊接雙面成型的中厚壁管、中小徑薄壁管和奧氏體中小徑薄壁管焊接接頭,但是到了DL/T820.2-2019(以下簡稱2019版)中,適用范圍擴(kuò)大為鋼制管道的焊接接頭;2002版中不適用于鑄鋼、壁厚大于8mm奧氏體不銹鋼等粗晶材料的焊接接頭;但是到了2019版中,這一使用范圍改為18mm,這幾處改變,不僅擴(kuò)大了本標(biāo)準(zhǔn)對管道焊接接頭檢測工作的適用范圍,更使得超聲波檢測技術(shù)在針對奧氏體不銹鋼材質(zhì)的管道焊接接頭的檢測工作中有了更大的用武之處。
2)修改了選擇探頭參數(shù)的規(guī)定
在2019版中,縱橫波串列式掃查中,橫波探頭選用與縱波直探頭頻率相同、標(biāo)稱折射角為56°,檢測縱向焊接接頭時,只要條件允許,聲束在曲底面的入射角不應(yīng)超過70°;在2002版中橫波串列式掃查,標(biāo)稱折射角為45°,兩個探頭的實際折射角相差不應(yīng)超過2°。
3)修改了掃查速度要求
在2002版中規(guī)定探頭的掃查速度不應(yīng)超過150mm/s,但在2019版中對探頭的掃查速度進(jìn)行了相應(yīng)的降低,變?yōu)榱瞬灰顺^100mm/s。檢測過程中掃查速度過快可能會導(dǎo)致缺陷漏檢,降低掃查速度可以相應(yīng)的提高對細(xì)小缺陷的檢出率,降低誤差。
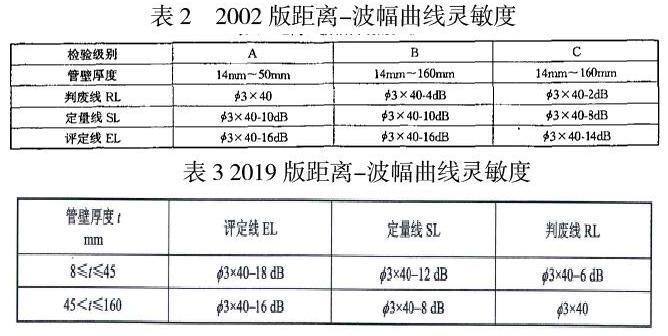
4)修改了距離-波幅曲線靈敏度的設(shè)置要求
在距離-波幅曲線靈敏度的設(shè)置上見下兩表的對比:
從兩表的對比中,可以看出,2019版距離-波幅曲線靈敏度在2002版的基礎(chǔ)上都有了相應(yīng)的提高,這主要是由于隨著時代的發(fā)展,材料制造工藝和焊接性能的都有了顯著的提高,在檢測過程中所需要的檢測靈敏度也相應(yīng)的在提高,以前老版標(biāo)準(zhǔn)所規(guī)定的靈敏度已經(jīng)越來越無法滿足現(xiàn)在焊接接頭的檢測要求,所以在2019版標(biāo)準(zhǔn)中對距離-波幅曲線靈敏度做了相應(yīng)的改變。
4)增加了沿線掃查方式
2002版中掃查方式為矩形移動掃查、斜平行掃查、平行掃查,在2019版中增加了沿線掃查的方式。其主要是為了探測焊接接頭根部缺陷及區(qū)分根部成型反射,參考線平行于焊縫走向,使得探頭直射波恰好對準(zhǔn)焊縫根部,見下圖:
5)將縱橫波串列式掃査方法由附錄納入正文
在2002版中縱橫波串列掃查檢測方法是在附錄C(規(guī)范性附錄)里面,沒有列入正文,而到了2019版里面,終于將這方法正式納入正文,由此說明縱橫波串列式掃査方法重視程度越來越高。
6)修改了中厚壁管缺陷等級評定的要求
2002版中對于中厚壁管的單個缺陷等級分為四級;
在2019版中,對于此缺陷的評級改為了三個等級。
從兩表的對比中,可以看出,在2019版中缺陷等級的評定對檢驗的級別不再細(xì)分,壁厚8mm~160mm都是按同一標(biāo)準(zhǔn)進(jìn)行等級評定,并且把缺陷做了縱向和橫向的區(qū)別,不同的缺陷方向其缺陷指示長度所對應(yīng)的評定等級也不相同。可以看出此種改變是為了更加突出橫向缺陷的危害,取消檢驗等級可以減少其對評定等級的影響,使得等級評定更加準(zhǔn)確。
7)增加了缺陷長度修正的要求
在缺陷長度測定要求里面,2019版增加了“當(dāng)環(huán)焊縫的缺陷埋藏深度與外徑比大于0.1時應(yīng)按以下公式對縱向缺陷的指示長度進(jìn)行幾何修正”。
△l=△l0·
式中:
△l——修正后的指示長度;
△l0——修正前的指示長度
D——管道外徑;
H——缺陷埋藏深度。
對于缺陷長度修正的要求,2002版中并沒有此項具體要求,為2019版中新增內(nèi)容。
8)增加了橫向缺陷的評定方法
在缺陷評定中,2002版里沒有專門說明橫向缺陷的評定方法,但是2019版中不僅增加了橫向缺陷長度的測定方法,測定時如果探頭不能以左右移動獲得長度,可采用轉(zhuǎn)角掃查等輔助方式測算,而且在缺陷評級時也對橫向缺陷做出了專門的評定方法。總體來看,增加了橫向缺陷的評定方法是為了更加準(zhǔn)確的發(fā)現(xiàn)橫向缺陷,減少橫向缺陷造成的危害。
10)其他相異之處
①除了正文不同之處外,附錄部分,2019版刪除了原2002版中的附錄D、附錄J的內(nèi)容;
②在附錄G中對DL-1系列試塊規(guī)格進(jìn)行了優(yōu)化調(diào)整,使之能夠適用于本部分修改后的適用范圍。
修改之前小徑管焊接接頭超聲波檢驗專用試塊的R1范圍是16mm~50mm,修改之后R1的范圍調(diào)整為13mm~57mm。可以看出新標(biāo)準(zhǔn)對于專用試塊的適用范圍更廣,表明隨著檢測技術(shù)的成熟和發(fā)展,檢測范圍和能力也在相應(yīng)提高。
③增加了T/P91、92材質(zhì)焊接接頭超聲波檢測要求。
4.結(jié)語
通過對兩版新舊的管道焊接接頭超聲檢測技術(shù)規(guī)程的對比,可知標(biāo)準(zhǔn)DL/T820.2-2019基本是參照DL/T820-2002制定的,但是根據(jù)時代和技術(shù)的發(fā)展作出了相應(yīng)的修改,更符和現(xiàn)在的檢測技術(shù)要求。在具體的檢測工作中,我們也應(yīng)對檢測方法根據(jù)標(biāo)準(zhǔn)的變動作出相應(yīng)的調(diào)整,以符合相應(yīng)的要求。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當(dāng)代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
