紙機技改項目儀表工程實踐
2021-10-13 10:41:26黃光明謝顯國
中國造紙 2021年6期
黃光明 謝顯國
(中國輕工業長沙工程有限公司,湖南長沙,410114)
某造紙廠PM10 紙機2001 年投產至今,設備老化,紙機缺少靴壓、施膠機等核心設備,且自動化控制程度不高,生產的產品質量已不能滿足市場的需求。因此,本項目對PM10 紙機進行改造,新增了施膠機,需要對后干燥以后的設備進行移位改造;新增設備與舊設備結合時,存在舊紙機圖紙缺失及大部分資料不全等問題,給技改項目造成較大的難度。在改造前期制定詳細的施工規劃、施工方案和進度計劃,選擇合適的設備服務人員對項目實施有較大的幫助;在調試期間聯合有經驗的工程服務人員和原工廠技術人員參與儀表調試,對項目按時竣工起到較大的作用。
1 紙機技改項目自控儀表存在的難點
(1)該紙機為使用了20 年的舊紙機,經過多次改造升級,原施工圖紙和技術資料缺失,核心設備的說明書不全或遺失;由于年代久遠,原廠商已不生產原儀表配件,需找替代品,因此給儀表安裝調試帶來一定的難度。
(2)紙機需整體平移,設備布局需調整。布局調整后,設備的測量和控制會改變,涉及到的程序和畫面也會發生變化,因此既要保證舊程序的正確控制,又要對新的程序和畫面進行組態。
(3)該紙機的質量控制系統(Quality Control System,QCS)、紙機本體控制系統(Machine Control System,MCS)等年代久遠,原程序無法拷貝復原,需重新組態編程和調試邏輯聯鎖,給儀表調試帶來一定的難度。
(4)該紙機技改項目各專業接口較多,改造時間短、工作量和難度大、任務重。
2 紙機技改項目自控儀表改造內容和技術方案
2.1 控制系統改造內容和技術方案
由于現代紙機集成化程度高,對儀表、控制閥等控制要求高,在漿濃、水分和定量控制上通常采用QCS進行精確控制,在蒸汽冷凝水系統和氣罩通風能耗上需要協同控制,在紙機傳動上采用速度、轉矩和張力三環自動調整控制從而可以自由調整紙機的加速時間和運行速度;針對紙機全過程生產線的集成化采用集散控制系統(Distributed Control System,DCS)對紙機流送系統、干燥部和傳動各工段進行數據采集、監控和控制;操作員站實現人機交換和操作監控,工程師站實現對程序的修改和組態編程。
本項目控制系統的難點是控制系統種類較多且復雜,既有新系統又有舊系統,兼容性較差,同時存在舊系統程序無法讀取等難題,既要對舊程序進行升級又要對新程序邏輯畫面進行組態。因此在工程前期需要對控制系統程序、邏輯、網絡進行規劃設計,本項目控制系統技改方案如下。
(1)在控制系統硬件方面:部分控制系統移位后離控制室的距離增加,超過網線最大傳輸距離,導致網絡傳輸過程中信號衰減,需更改成光纖傳輸,確保通信信號不受干擾;掃描架和色度儀向后平移后,原屏蔽雙絞線長度不夠,導致無法與DCS 建立通信,需重新鋪設通信電纜;部分控制系統機柜利舊,柜內接線端標牌不清,接線圖缺失,需制作I/O 柜接線圖和電纜表。
(2)在控制系統程序和畫面方面:部分邏輯程序和畫面發生改變,需要對原系統畫面和程序進行組態或刪除優化;DCS新增部分程序和邏輯畫面需要進行編程組態和調試;對于部分無法讀取的程序,需要重新安裝系統后,再次下載程序或重新建立項目,加載備份程序。
(3)在控制系統邏輯連鎖方面:壓榨部所有DST刮刀在加載狀態,輸出壓榨傳動允許信號;刮刀加載、卸載為單按鈕脈沖控制方式,即非自鎖按鈕,程序編寫自鎖控制;壓下毛布裝有2個報警跑偏檢測開關,分別安裝在毛布的操作側和傳動側;烘干部和相關壓區斷紙信號與傳動系統實現連鎖控制;增加引紙割刀控制和引紙繩張緊器控制,采用順序控制;液壓站流量信號、壓力信號與液壓泵實現連鎖控制。
2.2 現場儀表和控制閥改造內容和技術方案
2.2.1工藝系統的自控儀表
本次紙機技改項目中主要有通風系統、機下碎漿機系統、蒸汽冷凝水系統和膠料制備系統的儀表測點新增或移位,以及壓光機和施膠機的油站和潤滑油站的儀表測點新增或移位。各工藝系統年代久遠且經過多次改造,部分工藝管道和設備的儀表測點與原設計圖紙不一致,需提前核對不一致的地方并做好記錄,以便采購相應的點位控制系統和現場儀表;部分儀表施工圖紙和技術資料不全,在安裝階段無法按照原設計圖紙施工,調試階段無法查閱技術資料,均給技改項目帶來一定的難度。因此在工程前期需做好規劃設計,各工藝系統的自控儀表技改方案如下。(1)根據各工藝系統的情況,統計需要增加的現場儀表和控制閥的數量及控制系統的點位數量,及時采購現場儀表、控制閥和相應點位的控制系統。(2)舊紙機技改前期需要做好充分的規劃,按照儀表工程量編制相應的安裝方案,并制定相應的安裝調試計劃;舊紙機相對于新紙機技改難度增大,需組織能力較強的管理和技術人員參與紙機技改項目。
2.2.2成套設備的自控儀表
本項目成套設備主要有膜轉移施膠機、壓光機、靴壓、流漿箱和包裝輸送線等,其中膜轉移施膠機提供整個橫幅均衡的施膠量,降低斷紙發生率,同時提高產量和紙張強度;流漿箱是現代紙機的關鍵部位,其結構和性能對紙張的成形和質量具有決定性作用;靴壓的作用是最大化移除紙張水分的同時保持紙機效率和產品質量的最大化;切紙機要求機器快速運轉的同時,保證切紙的精度,從而提高單位時間內的切紙頻率;傳動控制方面目前更趨向于標準化、集成化、模塊化及容易維護和替換方面發展,傳動精度高、響應時間短,確保紙幅更加平穩的運行。本項目成套設備的儀表和控制系統技改方案如下。(1)通過招標方式邀請原設備供應商投標,以便充分利用原廠商的技術優勢指導設備安裝調試。本項目中,將掃描架和壓光機指導安裝和調試過程發包給相關設備供應商,以保證安裝調試順利進行。(2)對于成套設備中的現場儀表和控制系統,拆裝前在各成套廠商技術人員指導下做好相關記錄,回裝過程中在服務人員指導下進行,對于控制系統程序邏輯調試由廠商派程序工程師進場調試,通過這些措施保證了成套設備安裝調試順利進行。
3 根據儀表改造內容和技術方案,做好施工準備工作
由于紙機改造項目各專業接口較多,施工工藝較復雜,在施工期間需要做好充分的準備工作,才能保證施工順利進行,根據儀表改造內容和技術方案,在施工前需編制施工流程圖、收集并繪制好各類技術資料和圖紙、制定詳細的拆除方案、進度計劃和人力需求等各項工作。
3.1 編制施工工藝流程圖
編制的施工工藝流程圖如圖1所示。
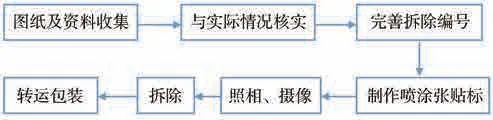
圖1 施工工藝流程圖Fig.1 Construction process flow chart
3.2 技術資料和現場儀表收集、拍照、保存和記錄工作
為了紙機技改項目順利進行,在項目初期需要對紙機的技術資料和施工圖紙進行收集整理,將所有資料制成電子檔以便施工期間調出;對復雜的現場儀表、分析儀器和控制閥進行拍照、分類保存,便于儀表設備和材料的管理。
在項目前期階段,做好技術資料整理收集工作,整理收集的技術資料包含各系統接線圖、原理圖、邏輯功能圖、工藝描述和各類儀表說明書;對于缺失不全的施工圖紙需要項目前期耗費大量的時間進行繪制,以保證施工順利進行,本項目在施工前后收集整理和繪制的圖紙清單見表1。
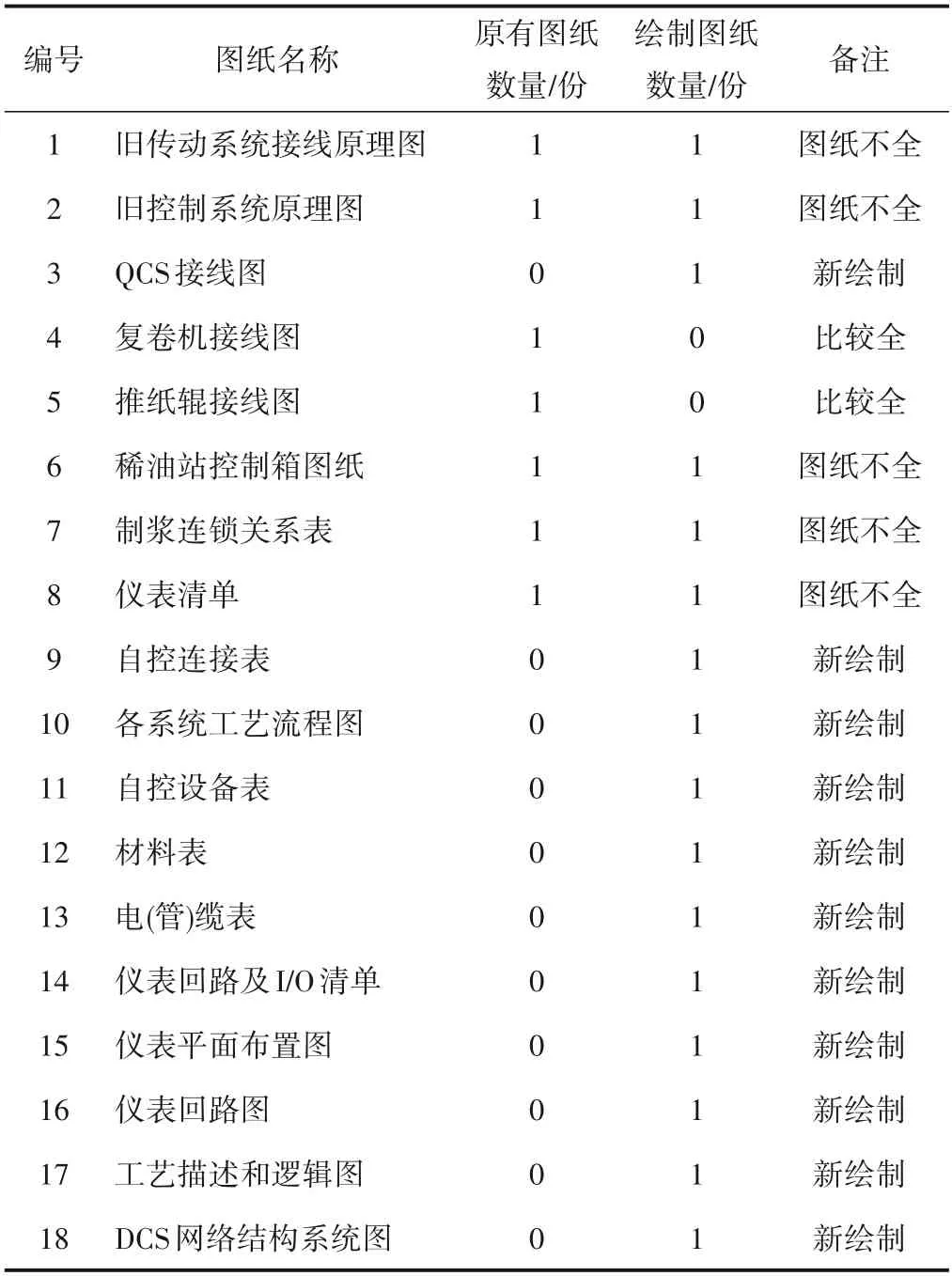
表1 改造前后收集和繪制的儀表圖紙清單
現場儀表和控制閥拍照、比對和記錄工作,具體方法如下:①將拆下的儀表、閥門、分析儀器及控制柜做好標記并編碼;②對于體積較大的控制閥或分析儀器等儀表用油漆噴成紅色,然后在噴漆處將儀表位號注明,以便回裝時找出;體積較小的儀表采用集中放置在貨架上并將儀表位號注明;③將所有標記好的儀表按一定的規律設計好編號制成電子檔形成文檔記錄便于管理和查找;④在標記工作完成后,對所有標記的儀表、閥門、控制柜、接近開關等設備現場錄像和拍照形成相應的影像資料和照片。
3.3 施工前期制定儀表拆除方案,確保施工期間順利進行
(1)現場繪制電纜橋架、電纜保護管走向、標高并標注規格和長度。
(2)拆除時需切斷電源,拆除盤柜上的重要部件單獨打包保存。
(3)拆除時與圖紙仔細對照確認是否相符,如不符作出標記,并做好記錄,尤其需要注意電纜編號和接線位置。(4)拆除的儀表和控制閥需要進行包扎防護,特別是濃度計葉片等拆除后需要保管好以免損壞,變送器注意防雨和防潮,拆下的儀表進行分類存放保管。
3.4 紙機技改項目儀表進度計劃和人力需求
通過項目前期的充分準備和施工期的密切配合下,在63天內完成了項目的竣工驗收和投產試運行,較原計劃提前了20天,儀表計劃與實際工期如表2所示;同時,儀表施工人員較原計劃也有相應的減少,在高峰期計劃每天35 人,減少到每天23 人,儀表人力需求如表3所示。
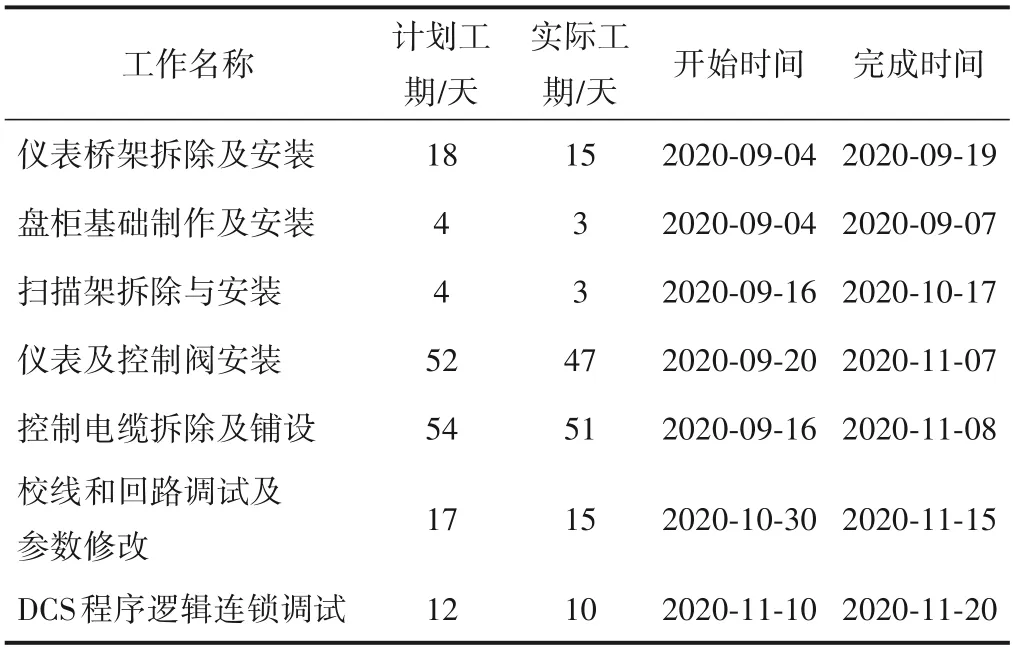
表2 儀表計劃與實際工期對比表
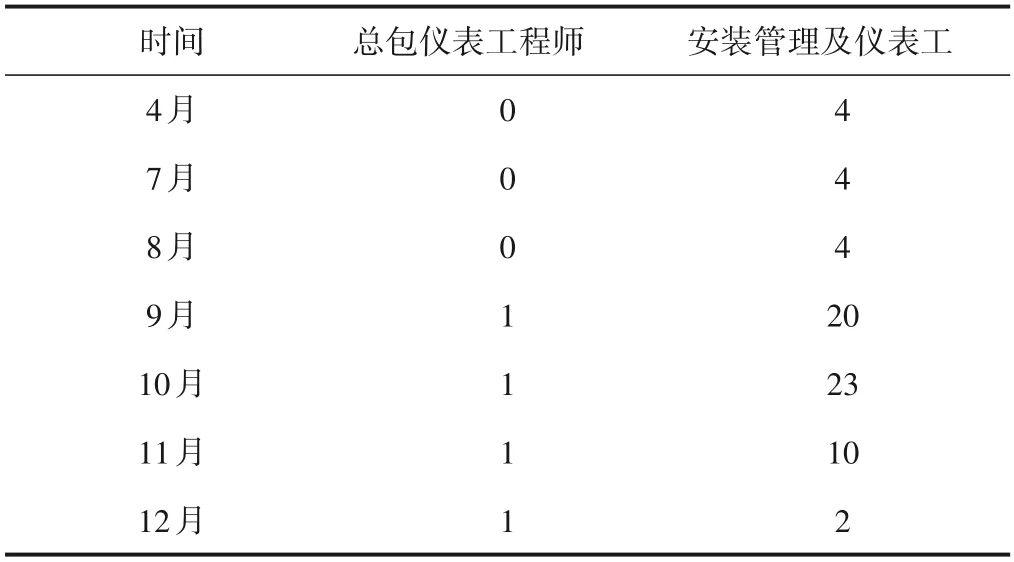
表3 儀表人力需求表 人
3.5 紙機技改項目效果總結
(1)投運后的紙機自動化程度更高,設備故障率更低;紙機蒸汽冷凝水系統使用了先進的熱泵技術,在降低噸紙蒸汽消耗的同時,也使斷紙發生后蒸汽冷凝水系統得到了可靠的控制,提高了紙機的效率,顯著降低了汽耗、電耗和水耗,紙機的車速、產能較之前有較大的提高,產品質量較改造前有很大的提升,如表4所示。通過這次改造提升了壓榨干度,提高了紙張物理強度和勻度,突破了產品的質量瓶頸。
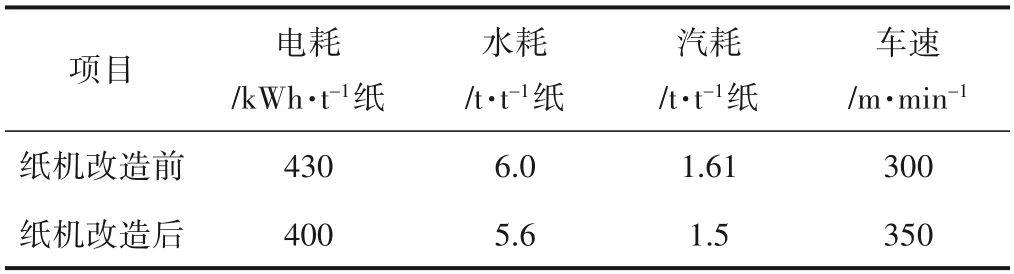
表4 紙機改造前后能耗和車速對比表
(2)在控制投資和節能減排方面,本項目也取得了顯著的效果。本項目是設備利舊和技改工藝升級,通過前期多次勘測、設備保養和局部加工復原,盡可能利用舊設備,大大節省了投資。
4 紙機技改項目儀表實施經驗總結
4.1 重視工程師的經驗技術
與具有供應商提供完整的方案以及技術擔保的新機項目不同,紙機技改項目需要工程技術人員結合企業的要求,對設備利舊、設備維護以及原供應商參與程度和提供的服務進行科學的判斷。因此,在設備的拆卸、轉運、維護和安裝的過程中,工程師的技術改造經驗、對設備和工藝的熟悉程度非常重要。參與項目管理的技術團隊,要盡可能提前識別出施工方案的風險,提供應對措施,避免造成返工、延誤甚至是事故。
4.2 總包單位與企業及設備供應商之間需良好配合
紙機技改項目大多需要通過升級改造以滿足企業新的生產要求,其安裝過程中新舊設備的搭配一定程度上加大了項目實施難度。舊設備年代久遠,往往參考資料缺失,或原供應商服務費用較高,甚至退出市場,往往企業不能給設計和工程服務單位提供完整和系統性的技術資料。這就需要企業與各總包單位、設備供應商之間更多的理解和合作,憑借各自的工作經驗和資源,尋求解決方案,彌補資料的不足。紙機項目技改極具挑戰性,企業與總包單位、設備供應商之間良好配合才能保證項目順利實施。
4.3 工程階段重視備品備件采購和管理
在工程施工階段詳細統計和記錄備品備件,尤其是利舊關鍵設備的備品備件。對于廠家已經退市或采購周期較長的產品,需制訂特殊的備品計劃;對于進口的備品備件,要對在國內是否可加工同樣精度和質量要求的替代品進行準確判斷。比如壓光機屬于利舊產品,在安裝和調試過程中有1 臺流量計損壞和1 臺接近開關因年代久遠老化損壞,通過及時采購國產替代品解決。
4.4 安裝調試階段需充分利用原生產線技術經驗
原企業的技術人員對利舊設備及生產線的情況更為了解,因此在拆機、設備維護和調試階段,應該邀請原企業的技術人員參與并提供意見。本項目在安裝和調試階段邀請相關技術人員參與開機調試,可以節省調試時間,使項目提前具備開機條件。
4.5 項目施工前重視技術資料收集和整理
在項目開始前需充分收集舊紙機各種技術資料,如收集控制系統接線圖、控制邏輯圖、工藝說明、儀表說明書和儀表回路圖等,將所有收集的資料進行電子化管理,在后期工程施工過程中使用。
4.6 重視儀表調試規劃,提前制定調試方案
在紙機技改項目安裝接線完成后及時制定調試方案和回路調試表格,儀表回路調試前需逐條進行校線,在DCS 上電后進行儀表回路測試,閥門動作調試,然后進行畫面組態調試,程序組態調試,邏輯連鎖調試工作。務必對每個回路、每個程序及每個連鎖均要逐一進行調試,才能保證聯動調試不出問題,少出問題,以保證投料試車順利進行。
5 結語
紙機技改項目相對于新紙機來說具有復雜性和不確定性,因此改造前期需要做好儀表規劃設計、制定儀表施工方案和進度計劃及選擇合適的設備服務人員對項目的實施有較大幫助;另外在調試期間,聯合有經驗的工程服務人員和原工廠技術人員參與儀表調試,對項目按時竣工起到很大的作用;通過改造前期充分的準備工作,使原計劃工期83 天減少到63 天,大大節省了工期和人力成本,為提前投產提供充分的條件。實踐證明,改造后紙機自動化程度更高,故障率更低,產品質量和產量較改造前有很大的提升,通過這次改造提升了壓榨干度,提高了紙張物理強度和勻度,突破了產品的質量瓶頸。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
建材發展導向(2021年9期)2021-07-16 07:11:36
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年12期)2018-08-01 00:47:44
制造技術與機床(2017年6期)2018-01-19 02:41:21
電子制作(2017年19期)2017-02-02 07:08:38
工業設計(2016年12期)2016-04-16 02:52:00
當代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
