淺談提高粗雜銅原料樣品代表性生產實踐
2021-10-14 05:54:52張超
銅業工程 2021年4期
張 超
(江西銅業集團有限公司 貴溪冶煉廠,江西 貴溪 335424)
1 引言
銅原料檢驗屬于大宗檢驗,對大宗檢驗如果按照全數進行檢驗,從人力、物力、財力上來講,是很難進行的,也是不允許的,只能按照全數的一定比例確定檢驗批或采樣量,這樣被檢批或采樣量也就代表了該批次銅原料的品質情況及成份含量。因此,被檢批或采樣量是否具有代表性,是原料檢驗工作的關鍵。檢驗工作的好壞不僅是關系到企業的經濟命脈,而且在一定程度上還是影響企業的生存和可持續發展的大事[1]。如何保證樣品代表性,成為各個冶煉企業和供應商共同關心的課題,而樣品加工質量的好壞,很大程度上影響化驗分析的準確性,也是影響樣品代表性的一個很重要的因素。
貴溪冶煉廠(以下簡稱貴冶)每年外購粗雜銅類(含陽極銅)原料50余萬噸,采購金額數百億元,任何的疏忽或是樣品不具有代表性有可能給企業帶來巨大的損失。因此,提高樣品取樣代表性,是任何檢驗部門不得不面對的現實問題。
2 現狀
目前貴冶外購粗雜銅原料主要包括粗銅、雜銅錠、陽極銅、碎料銅米以及少量廢雜銅。在檢驗實踐過程中存在影響樣品代表性主要包括以下幾個方面。
2.1 粗雜銅錠中Au、Ag分布存在偏析
2012年工廠在“打造世界煉銅標桿工廠”的進程中,重點開展了提高金銀回收率的研究和攻關[2]。為此,對進廠原料開展了大量的研究試驗,尤其是對粗雜銅錠原料中金、銀分布情況進行了重點研究,對所有進廠大塊粗銅、雜銅錠、小塊銅錠及陽極銅進行了系統研究,分布規律因物理規格不同有所差別。
2.1.1 大塊銅錠Au、Ag分布規律
(1)大塊銅錠不同鉆樣點之間金、銀含量存在偏差,Au、Ag差值因自身品位不同而偏差不同;不同銅錠偏差數據雖有所不同,但偏析現象反映出大部分中部區域Au、Ag含量高于邊部區域。(2)大塊銅錠同一鉆樣點上、中、下三層金、銀含量差較大,中層金銀含量>上層金銀含量>底層金銀含量。
2.1.2 小塊銅錠和陽極板Au、Ag分布規律
(1)小塊銅錠不同點位金銀有所波動,但無明顯偏析規律可循。
(2)陽極板不同點位金、銀分布比較均勻。
因此,金、銀偏析主要發生在大塊銅錠,需要進一步探析。
2.1.3 金、銀在銅錠內的偏差探析
粗(雜)銅錠在轉爐吹煉過程中,由于熱交換過程進行的非常迅速,整個熔池內各處熔體的溫度趨于一致,而不存在溫度梯度[4]。熔池內溫度在1200~1300℃,銅、金、銀的熔點分別為1083℃、1063℃和960.8℃,能夠相互熔融,形成均勻一致的液相,金、銀不存在偏析現象。但當澆注過程中銅水倒入銅模以后,粗(雜)銅熔融體冷凝過程是一個以傳導散熱為主、輻射散熱為輔的過程。底部接觸模具以傳導散熱方式進行,輻射散熱次之;表面以輻射散熱為主,輔以少量傳導散熱;熔體中間部位,則通過熔體內部溫度梯度向周圍散熱。由于熔點不同、空氣和模具導熱系數不同,在冷凝過程中銅最先凝固、其次是金凝固、銀最后凝固,最終導致金、銀“富集”在中間部位,不同點位因冷凝散熱不同金、銀含量分布不均勻。陽極板、小塊銅錠由于厚度有限,在澆注過程中冷卻時間較大塊銅錠大幅度降低,金、銀來不及“富集”,所以偏析沒有大塊銅錠那么明顯。
此外,由于在澆注過程中受熔融溫度、澆鑄時間、冷卻方式(主要有水冷和自然冷卻兩種方式)、模具尺寸等多重因素的共同影響,總的來說靠近鑄模邊緣的粗(雜)銅熔融體先開始凝固,銅錠中部最后冷卻,致使不同部位金、銀存在偏析,偏差率有所不同。
為了進一步驗證金、銀在粗(雜)銅錠內的偏析行為,隨機挑取一塊粗銅,利用車床進行刨銑,除表層凸起的銅屑制一個樣品外,從樣錠表面(不包括凸起的部分)到140mm處每隔20mm組一個樣,底部20mm單獨作一個樣品,分析結果如表1。
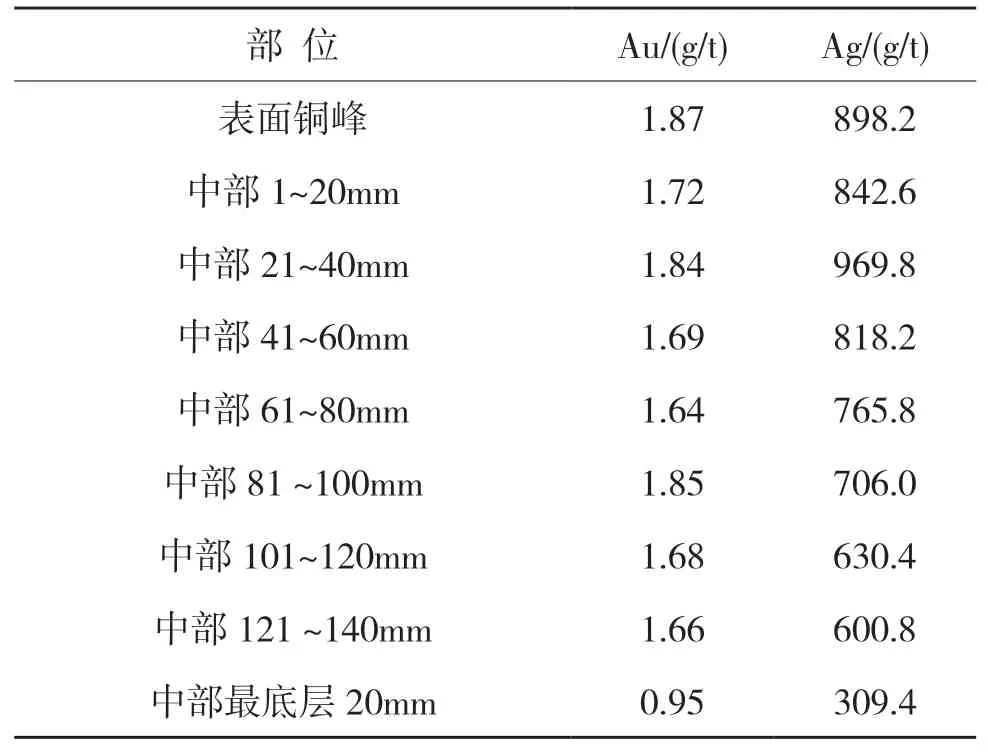
表1 粗銅錠內每層金、銀分布數據匯總表
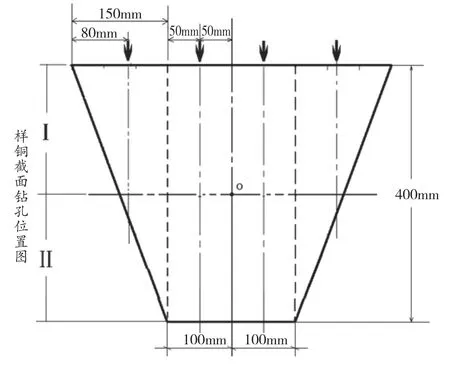
圖1 銅錠尺寸截面圖

圖2 銅錠每層刨銑實圖
從上述銅錠每層金、銀分布情況顯示,同一塊銅錠不同層次金、銀含量差較大,中層金銀含量>上層金銀含量>底層金銀含量,與銅錠在澆注過程中模具底部先凝固,表面次之,中部最后,因銅、金、銀熔點不同,致使金、銀偏析規律符合上述分析。
2.2 粗雜銅錠存在混裝現象
在日常檢驗過程中,發現不同品位或不同爐次銅錠混裝現象,部分批次塊與塊之間品質波動較大,在實際抽取樣品過程中,存在樣品不具有代表性的風險。
例如某單位進廠的一批小塊銅錠,鉆樣時發現樣屑有多塊顏色異常,部分鉆出黑色類似爐渣粉末(見圖3),作業人員將鉆出的黑色粉末進行了化驗分析,并對鉆出有黑色粉末的銅錠進行了切割,從切開的截面可以明顯看到銅錠內部有明顯黑色渣塊,詳細抽查結果見表2,切割截面見圖4。
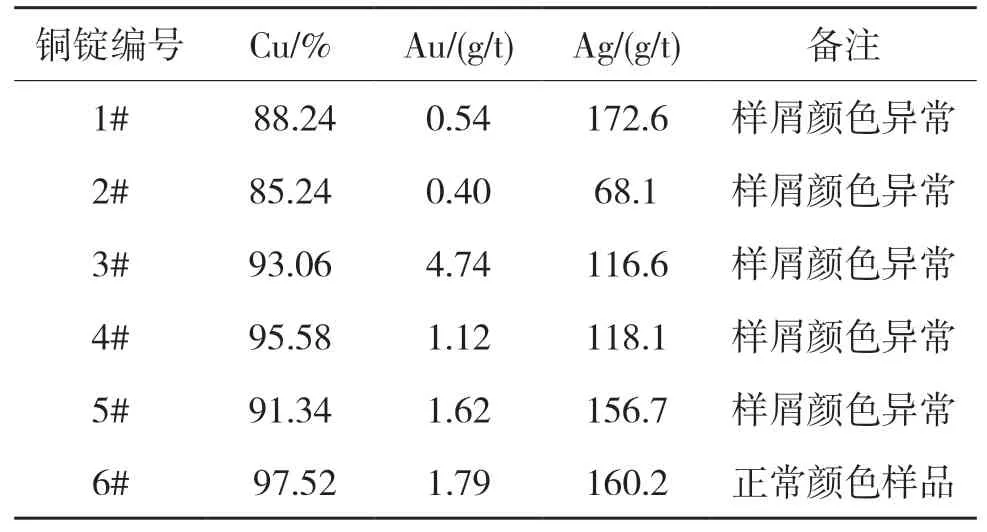
表2 某單位供應小塊錠錠塊與塊之間品質情況

圖32 #小塊銅錠鉆屑呈黑色圖片

圖42 #小塊銅錠切割后截圖片
2.3 碎料銅米均勻性差
由于我國碎料銅米加工企業多為民營企業,其加工設備陳舊、技術落后,碎料銅米在生產過程中夾帶少量泥砂、鐵、油污、廢塑料以及廢橡膠等非銅物料[3],該類物料一般存在含銅品位不高,不同物料破碎出來的銅米銅品位差值大,很難攪拌均勻一致,銅米原料均勻性差給取樣代表性帶來很大困難。
2.4 客戶有意“埋點”作假
多年的原料檢驗實踐過程中,受利益驅使,仍存在少數供應商企圖利用作假獲利,主要通過“包餃子”等作假手段,企圖通過“埋點”造成取不到低品位或是所取低品位物料低于實際比例,樣品失真不具有代表性,達到取樣品位高于原料實際含量獲利的目的。
3 提高粗雜銅樣品代表性途徑
通過對貴冶粗雜銅原料供應現狀分析,結合現有國家標準及行業標準,制定相應的應對措施,不斷提高取樣代表性,確保所取樣品代表該批次實際情況,維護供需雙方的正當權益,防范原料檢驗風險,主要途徑如下。
3.1 改進大塊銅錠檢驗方法
大塊銅錠內部金、銀存在偏差,金、銀分布不均勻。難以保證所取樣品的均勻性,樣品的均勻性,對于分析檢測來說十分重要[6]影響樣品的代表性。為了提高取樣代表性,需要從鉆樣、配比、制樣環節入手優化、改善,大塊銅錠分區鉆樣,按照體積比方法[5]進行鉆樣、配樣。
根據大塊銅錠中的金、銀偏析規律,按照抽樣檢驗理論,結合應用簡單隨機抽樣和分層抽樣法(類別抽樣法),以銅錠下底面垂直作長方體,將銅錠分為中部區(A)、邊緣區(B)兩個部分。 在上表面(澆鑄面)的中部區,分別以寬作3等分線、以長作5等分線,將上表面中部區分為15格、邊緣區分為20格,共35格,中部區、邊緣區各布15點,見圖5。每塊樣錠中部區、邊緣區各隨機抽取1個點分區鉆樣,為保證樣品代表性,在鉆取樣品時要一次性鉆穿,由于不同層次金、銀含量差較大,當銅錠厚度大,無法一次性鉆穿時,在銅錠正反兩面相對應點,進行鉆樣,最好貫通,否則容易造成不同區域金、銀分布偏析帶來的樣品代表性差。
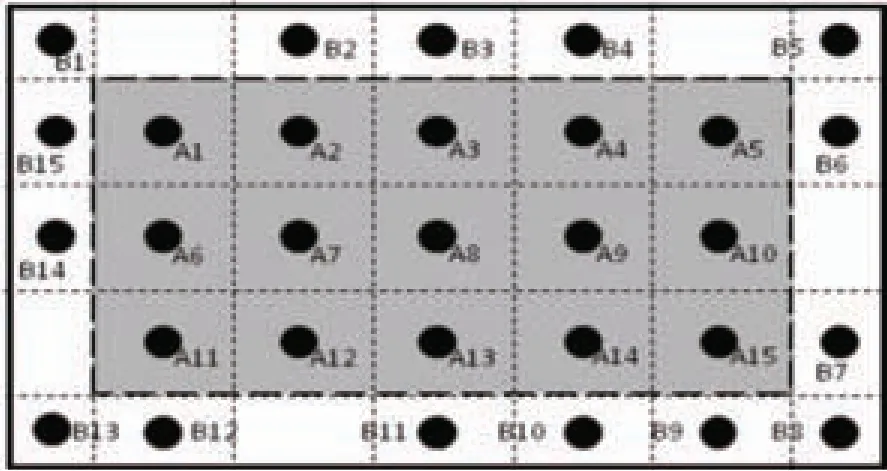
圖5 鉆樣布點圖
按體積比分區鉆樣方法可以消除因金、銀分布不均勻帶來的樣品代表性差的難題。
將所鉆鉆屑分別打磨加工,根據中、邊體積比例進行配樣。
3.2 規范小塊銅錠、陽極銅鉆樣布點
小塊銅錠按照對角隨機鉆樣;陽極板類鉆樣依照棋盤式均勻布點,10點循環布點,1-9塊按順序均勻分布在板面,第10塊鉆掛耳,超過10塊按照上述方式循環布點鉆樣。
3.3 加大取樣比例
對金銀含量高或品質波動大加大取樣比例,尤其是高金、銀粗(雜)銅錠取樣量應不少于總量的20%,甚至全數取樣,達到加大取樣覆蓋面,提高樣品代表性的目的;銅米類原料通過增加取樣布點等進行控制。
3.4 加強源頭和過程控制
(1)加強源頭控制,從合同進行約束,合同條款要求賣方應根據貨物含銅、金、銀品位的一致性程度分類裝運,不同批次的貨物要加以標識。對于品質波動大,平行樣的銅、金、銀品位極差超過限值要求的,則就低結算。
(2)加強過程控制,對于混裝的銅錠取、制樣過程中按權重比例配樣。通過加強過程控制,對于同一批次不同爐次的貨物混裝的,要求客戶做好預告、在銅錠上標注好詳細爐次信息,取樣、制樣時按照爐次塊數比例進行組批;對于銅米類原料平板車裝運的分層取樣,每層分前、中、后三個部位進行取樣,每車取18個點;自卸車裝運的銅米落地后要進行扒平,對扒平高度進行了控制,防止不同部位銅米不均勻或高度過高取不到底部樣品,扒平后均勻布點取樣,每車取18個點。
(3)加大對小塊銅錠和高金銀銅錠抽查監控。加大對高金銀大塊銅錠和小塊銅錠抽查比對,除正常取樣外,部門抽查人員另外抽取一部分銅錠單獨鉆樣、制樣,抽查結果塊與塊之間波動情況進行監控;同時與正常檢驗結果進行比對,差值超過一定范圍,對原始樣錠進行反查;制樣采用平行樣(即按照單雙號制2份樣品)進行檢驗,若存在利用個別塊含量較高最終帶動整批次品位提高的現象,通過比對可以及時發現,能夠有效防范檢驗過程中因銅錠品質波動大帶來的檢驗風險,在長期大量的實踐中也得到了驗證。
(4)檢驗過程中發現異常及時報評審處理,由相應的管理部門組織評審。
(5)嚴厲打擊作假。對銅錠利用手持式快速分析儀、抽查比對等進行查假、防假;對銅米類原料通過挖洞、水洗、篩砂、強磁吸鐵、抽查比對等手段進行查假、防假;對于銅錠不定期利用銑床進行刨銑,查看內部是否“埋點”鋼筋、鐵塊等,對發現作假現象除扣除作假量,另外按照作假量5倍處罰,嚴重取消供應商資格;將異常情況建立異常信息臺賬,對相關情況進行分析、跟蹤。
(6)注重對原料驗收人員廉潔教育,通過“三會一課”、廉政教育大會、崗前廉潔教育談話、將“不抽客戶一支煙、不吃客戶一頓飯”的特色廉潔思想意識植根在每位檢驗人員的心中,使廉潔自律思想入腦入心,成為自覺行為;對內部完善制度,強化標準化作業,以部門、工段、班組“三級檢查”監督為抓手,將現場監督檢查、品質抽查比對、視頻回放溯源等工作融入到日常檢驗、管理工作之中,發動全員開展風險防控工作,建立廉潔安全保障體系,嚴把原料質量關,保障進廠原料安全。
4 提高粗雜銅樣品加工質量途徑
由于樣品加工粒度越細,重現性越好、精密度越高[7]。因此,提高樣品加工質量,減小分析誤差,可以進一步改善樣品代表性。
4.1 提高粗雜銅錠原料加工質量
(1)鉆樣時用戶根據自己實際加工經驗輸入鉆孔深度、鉆孔限定進刀量等參數值[8],控制鉆床進刀量、控制鉆速、改進磨鉆頭時鉆頭錐角,可以達到樣屑厚度較薄,呈鱗片狀,易于破碎和加工。加強考核力度,對于樣屑鱗片肥厚、拉絲等要求返工重新鉆樣,確保初始樣屑呈現魚鱗狀厚薄均勻。
(2)控制加工粒度,樣品通過少量、多次、過篩等方式不斷磨細,以達到化驗分析粒度要求,減小分析誤差。開展樣品量、加工時間與樣品粒度之間關系的攻關試驗,確定最優加工量和加工時間,對現有制樣設備進行優選和適當調整,以滿足加工要求。通過進一步精細化操作及其它輔助措施,可以提高粗雜銅樣品加工質量,
(3)對于小塊銅錠、品質波動大銅錠采用熔樣法,盡可能保障所加工樣品均勻一致,減少化驗分析誤差。
4.2 提高碎料銅米類原料開爐和加工質量
(1)提高開爐過程工作質量。由于中頻爐熔煉的排放量較少[9],熔融升溫快等,目前貴冶對于銅米類原料采用中頻爐法進行熔融樣品。由于銅米類原料大部分在開爐過程中會產生大量的灰渣,渣量越大制樣時越難處理,進而影響數據的準確性。為此,通過實踐摸索,優化了開爐作業方法,在開爐熔融過程中一方面增加攪拌次數[10];另一方面進行撈渣作業,在熔煉后期需頻繁、高效地挑渣[11],對撈出的渣塊過0.90mm套篩進行篩分,篩上大顆粒物料放入中頻爐重熔,篩下作為灰渣進行加工,在確定灰渣基本撈干凈后,及時加入草木灰,并不停的攪拌,這樣可以減少在后期澆注時坩堝壁上黏附銅渣的數量,同時需要做好銅水溫度的控制[11],一般控制在1200℃,澆注溫度不宜高,否則在澆注過程中容易造成銅水飛濺,導致樣品品位失真,溫度過高銅錠會產生粘渣缺陷,更有甚者有可能燒穿鐵模難以分離,導致樣品報廢[10]。
(2)對灰渣加工后利用2.00mm、0.44mm標準篩進行篩分,通過多次篩分和多次打磨等方式,盡可能的將銅粒子與灰渣分離,為化驗提供合格樣品。
5 結束語
粗雜銅原料屬于高價值物料,樣品是否具有代表性,是原料檢驗工作的關鍵,受市場和人為等多重因素影響,部分不法客戶變換著手法進行謀取不正當利益。因此在檢驗實踐過程中,作為檢驗人員不僅需要對國家標準及行業標準熟練掌握,更需要對相關理論和實踐進行有機結合,加強對檢驗數據比對工作,對新情況、異常數據加強研判,多開展調查研究工作,保障取樣代表性,維護供需雙方的利益。
