板材拉深成形中磁力壓邊技術的研究進展 *
2021-10-14 02:09:48張紅升曹麗琴
制造技術與機床 2021年10期
關鍵詞:方法
張紅升 曹麗琴 郭 凱
(①燕山大學環境與化學工程學院,河北 秦皇島066004; ②燕山大學先進鍛壓成形技術與科學教育部重點實驗室,河北 秦皇島066004)
拉深是薄板成形的一種主要方式,而起皺和破裂是拉深過程中常見的兩種成形缺陷。影響成形缺陷的因素包括材料特性、潤滑條件以及壓邊力等,其中壓邊方法和壓邊力的加載方式是抑制成形缺陷的主要手段,一直以來都是研究的難點和熱點問題[1-4]。
傳統的機械壓邊包括剛性壓邊和彈性壓邊,剛性壓邊依靠壓力機滑塊的行程和位移來限定壓邊力,精確度較差。彈性壓邊借助彈性體作為力的傳遞介質,但彈性體的壓縮量和彈性勢能的儲存一般只能隨拉深進程遞增[5-6]。為了克服傳統壓邊的缺點,Gunnarsson L[7]和Siegert K等[8]分別開發了氣彈簧壓邊和液壓壓邊方法,借助惰性氣體和液壓系統來實現壓邊力的控制。余海燕等[9]更是進一步將PID等控制技術與液壓壓邊技術有機結合,一定程度上提高了液壓控制的動態性能。雖然氣壓或液壓壓邊方法可以提高成形質量,但由于液壓系統較為復雜, 具有較大的遲滯特性,因此壓邊力控制的實時性較弱,還需輔助以大量的傳動控制系統,成本較高。此外,為了改善拉深成形質量,研究人員還研制了一些其他壓邊方法,如利用伺服電機和多桿機構來實現部分柔性化的改進型機械壓邊方法等[10-11]。
隨著電磁技術和電控永磁技術的發展,將磁力作為壓邊力的來源,可以解決傳統機械壓力或液壓壓力方法控制不靈活、響應速度慢等缺點。
圖1a為傳統壓邊方法中借助壓邊反力來施加壓邊力的受力分析圖。假設系統處于平衡的準靜態,根據力的平衡條件可知:
F1=F2+F3
(1)
式中:F1來源于壓力機滑塊;F2是成形力;F3是壓邊反力。可以看出,在拉深過程中,F1消耗的功很大一部分用于維持壓邊反力F3,從節能角度來說不合理。
圖1b為磁力壓邊的受力示意圖,由于不需要壓邊反力來維持壓邊力,可知壓邊力的大小與磁吸力大小相同。而由于壓邊力是由磁控系統獨立施加的,壓力機滑塊施加的力F1只需用于平衡成形力F2,即:
F1=F2
(2)
顯然,圖1b中的F1遠小于圖1a中的F1。也就是說,磁力壓邊方法不僅可以簡化壓邊力的施加過程,還可降低壓力機的裝機功率要求。

綜上,采用磁力來施加壓邊力具有諸多優點,而產生磁力的方式有電磁式和電控永磁式,還有磁吸力和磁斥力的不同。本文將從這幾方面入手,對磁力壓邊研究進行全面的梳理和分析,旨在討論磁力壓邊方法的優劣,以期對實際工程應用具有一定的參考價值。
1 電磁壓邊方法
Seo Y R[12]開發了一種電磁壓邊裝置,利用通電的電磁鐵和鐵磁性被吸板之間產生電磁吸力,為板坯成形過程提供壓邊力,這是電磁壓邊方法的概念首次被引入金屬成形領域。電磁壓邊裝置的力學模型和板坯受力情況如圖2所示,在板坯與被吸板、板坯與電磁鐵之間的接觸正應力Fms和Fma作用下,板坯上的摩擦抗力可Fr用式(3)計算,當Fr足夠大時可抑制板坯起皺。
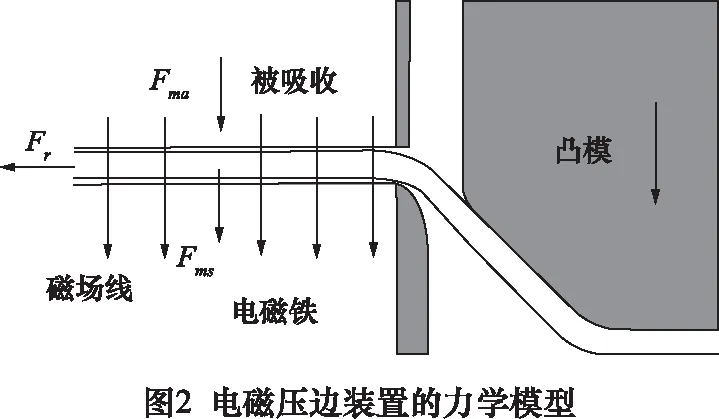
Fr=ηFma+η(Fma+Fms)
(3)
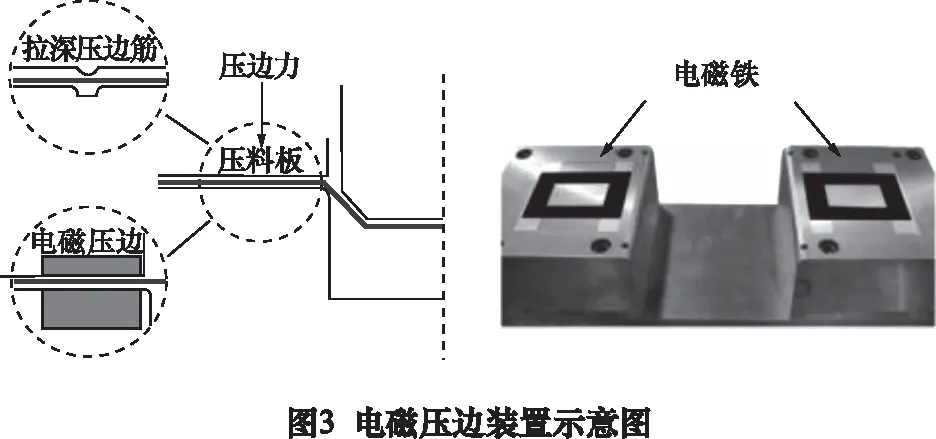
圖3所示為基于所設計電磁壓邊方法的折彎模具,由于可以靈活、準確地控制施加在電磁鐵上的電流,因此也就可以靈活、準確地控制壓邊力。
此套壓邊裝置僅靠磁力無法提供足夠大的壓邊力,因此增加了拉延筋結構,嚴格意義上來講,此模具無法實現完全獨立的電磁壓邊。
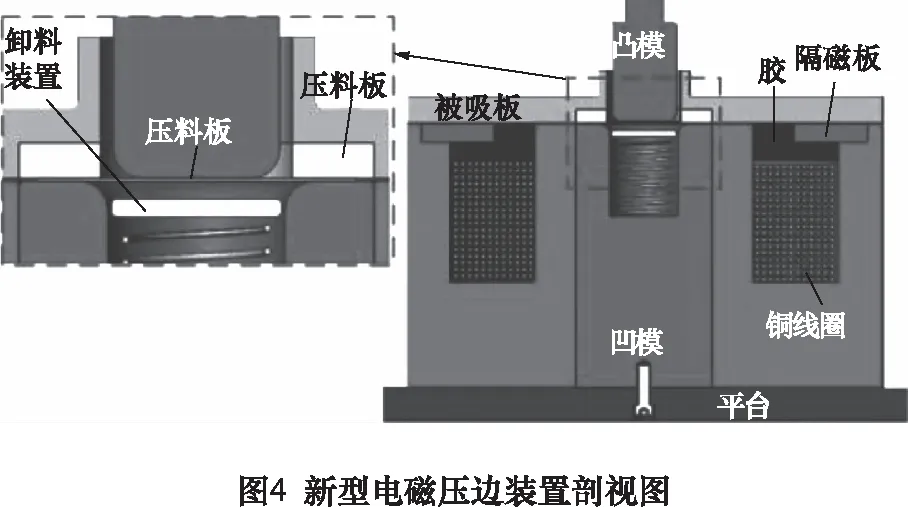
李昊等[13-14]在此基礎上,設計了圖4所示的新型電磁壓邊系統,能夠完全依靠電磁吸力來施加壓邊力,不再需要其他輔助措施和手段。磁吸力和壓邊力的大小是通過電壓控制的電流強度來調節的。
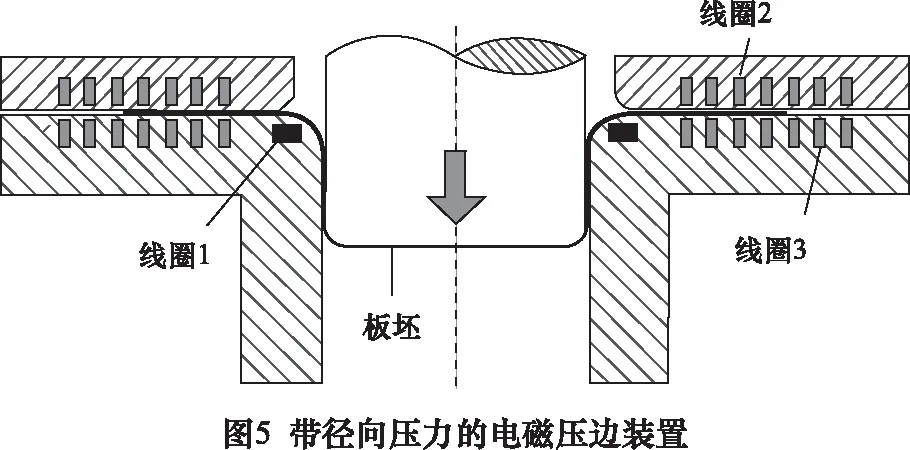
Cui Y H等[15]在圖5所示模具上布置了3個功能線圈,不僅能得到理想的磁場線分布,實現了軸對稱拉深件的電磁壓邊,還使得模具具有部分電磁輔助成形功能。
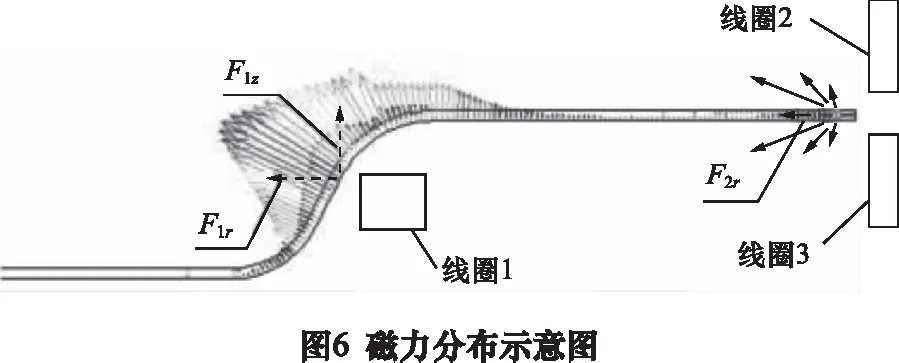
如圖6所示,線圈1產生的磁力可以被分解為F1r和F1z,并作用于凹模圓角處的板坯上。F1z的作用是使板坯反向彎曲,而F1r可以推動板坯材料向中心流動。與此同時,線圈2和線圈3在板坯法蘭外緣處產生作用力,由于2個線圈的方向一致,在可以施加壓邊力的同時,磁力的徑向分量F2r可以推動板坯邊緣處的材料向內流動。也就是說,在3個線圈共同作用下,既可以在法蘭區域施加壓邊力,又可以在不同位置推動板坯材料的合理流動,提升板坯成形性能。
從圖7成形模擬結果的對比可以看出,相對于傳統壓邊方法,電磁壓邊施加的壓邊力分布更加合理,從而使得板坯邊緣材料的徑向流動更加充分,進而獲得更加均勻的應力分布,極大地減小了拉深件在凸模圓角處的拉應力和厚度減薄率。

2 脈沖電磁壓邊方法
2.1 基于電磁吸力的脈沖電磁壓邊方法
由于采用電磁線圈提供壓邊力,需要線圈截面尺寸較大、能耗也較高。并且電磁體產生的磁場會受所使用的鐵磁材料飽和磁場的限制,即使再增加電流強度,產生的磁力也是有限的。如果要增大磁吸力必將增大線圈截面尺寸,給模具設計帶來極大困擾,且能耗和發熱量非常大。
為了解決這個問題,Lai Z P等[16]設計了一種新的磁力壓邊系統,利用兩個攜帶高頻脈沖電流的空芯線圈之間產生的脈沖電磁力來施加壓邊力。相對于常規電磁壓邊,脈沖電磁壓邊可以獲得更大的、可精確控制的壓邊力。
雖然脈沖壓邊方法中線圈之間產生的磁吸力突破了鐵磁性材料的飽和磁場的限制,但同時其強大的磁場會成形區產生加大的影響,如圖8a所示。為了解決此問題,Lai Z P等[17]調整了線圈的纏繞方法和電流方向,如圖8b所示,子線圈1a/2a所產生的磁場和子線圈1b/2b所產生的磁場在中間成形區具有相反的方向,從而可以相互抵消。也就是說,隨著遠離線圈,磁場快速衰減。
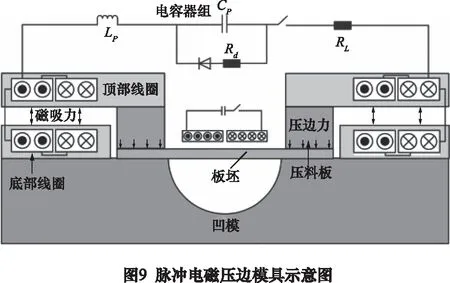
由于空芯線圈不受鐵磁材料飽和場的限制,也極大降低了線圈的溫升過熱問題,脈沖電磁模式可以產生更大的磁場,施加更大的壓邊力。因此,脈沖電磁壓邊可以在尺寸更小,結構更緊湊的模具上實現,如圖9所示。

我們已知在單一成形系統的常規電磁場過程中,所產生的洛倫茲力具有受約束的空間分布,可控性較差,導致所主導的變形模式局限于工件的拉伸。而此脈沖模具兼具脈沖電磁成形功能與常規準靜態成形工藝相比,具有自約束和方便制造的優點,在施加足夠的脈沖壓邊力的同時,能夠改善成形性和減少回彈。
2.2 基于電磁斥力的脈沖電磁壓邊方法
目前已知提高工件材料流動的方法有兩種,一種是傳統板坯成形過程中,通過控制壓邊力的分布來實現[1,18],另一種是在高速成形過程中由附加線圈施加的徑向洛倫茲力來增加板坯材料的平面內徑向流動[19]。而脈沖電磁壓邊的理念是用足夠大的脈沖強度和合適的脈沖寬度的脈沖電磁力代替傳統的壓邊力來源,以提高板坯材料的有益流動。
Lai Z P等[16-17]提出的利用脈沖電磁吸力施加壓邊力的系統,突破了溫度升高和飽和磁通的限制,能夠產生比傳統準靜態電磁力高得多的壓邊力。在此基礎上,Huang Y J等[20]提出了一種基于電磁斥力的機械和電磁混合形式的磁力壓邊方法,通過對傳統機械壓邊力的再分配,實現板坯材料的有效流動。
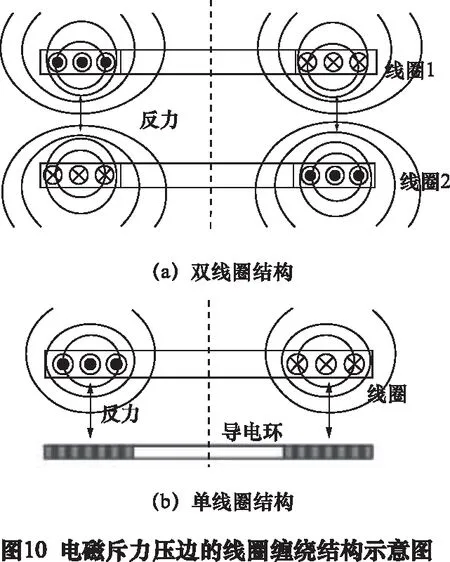
一般來說,產生電磁斥力有兩種方法[21]:一種如圖10a所示,當一個高密度電流以相反的方向流過兩個平行線圈時,根據安培力定律,兩個線圈之間會產生排斥力。類似的,當采用一個導電環代替其中一個線圈時,脈沖磁場和導電環上的感應渦流之間的相互作用同樣會產生互斥的洛倫茲力,如圖10b所示。比較兩種方法可以看出,后者只使用了一個線圈,不僅可以節省成本,還可以進一步減小模具尺寸。
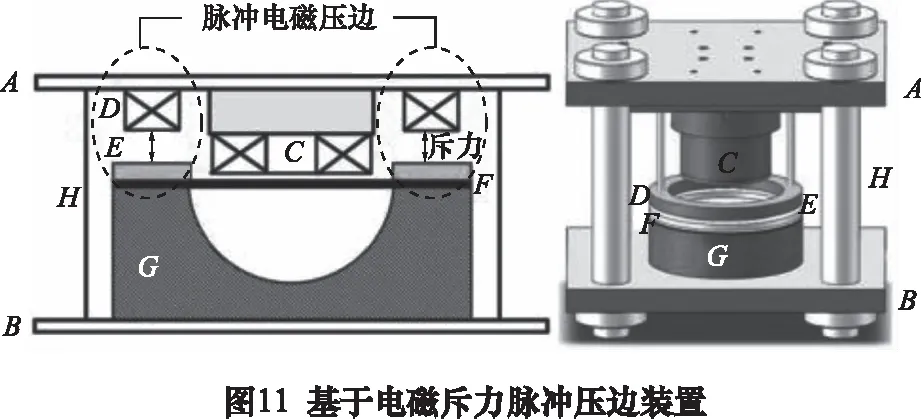
Huang Y J等[22]基于第2種方法設計了圖11所示壓邊系統,主要由脈沖電容器激勵的高強壓邊線圈和作為壓邊圈的銅環組成。當通入脈沖電流時,在脈沖磁場和感應渦流的作用下,可以產生利用電磁斥力的脈沖壓邊力,并施加于工件的法蘭區域。
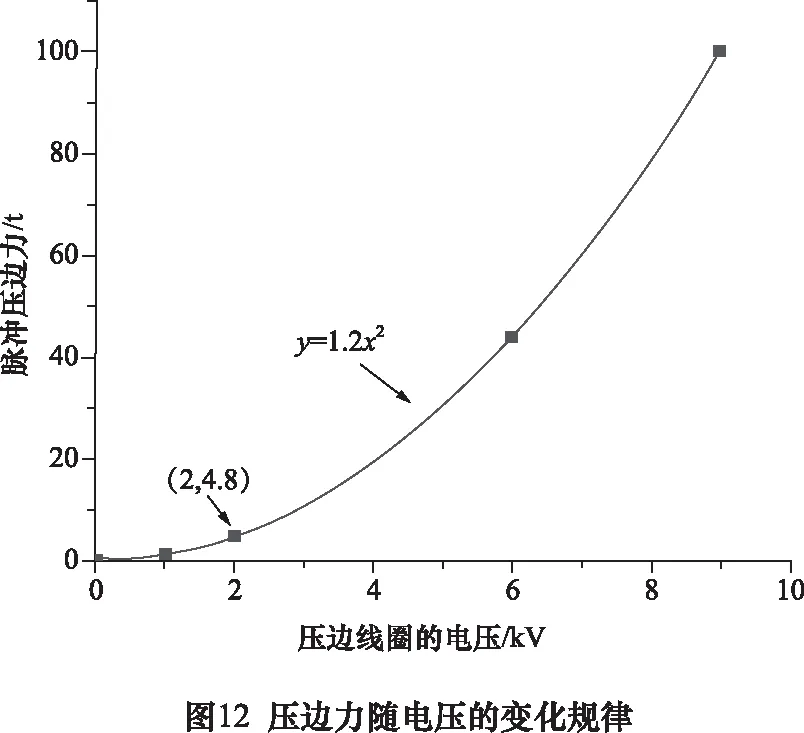
已知一個線圈的電感與線圈匝數的平方和電流的脈沖寬度呈成正比關。因此,對于給定的放電系統,通過選擇不同的壓邊線圈參數,可以輕松獲得不同類型的長脈沖或短脈沖壓邊力。同時,壓邊力的大小是可控的,它取決于電力系統的放電能量。由于實驗裝置中的電容器組是固定的,因此可通過控制壓邊線圈的放電電壓來調節壓邊力數值。不同電壓下脈沖壓邊力的大小如圖12所示,所產生的壓邊力的大小隨電壓的平方線性增加。
相對于早期的基于磁吸力的脈沖方法,新壓邊裝置中脈沖洛倫茲力是由脈沖磁場與感應渦流的相互作用產生的,具有更集中的磁場分布和更小的總電感,顯示出更高的效率。圖13a為電壓分別為0(即純機械壓邊)和2 kV條件下成形的工件。可以看出,在沒有電磁斥力作用下,法蘭區域會出現褶皺。而當電壓增加至2 kV時,起皺基本被抑制,這驗證了基于電磁斥力的脈沖電磁壓邊方法的有效性。

3 電控永磁壓邊方法
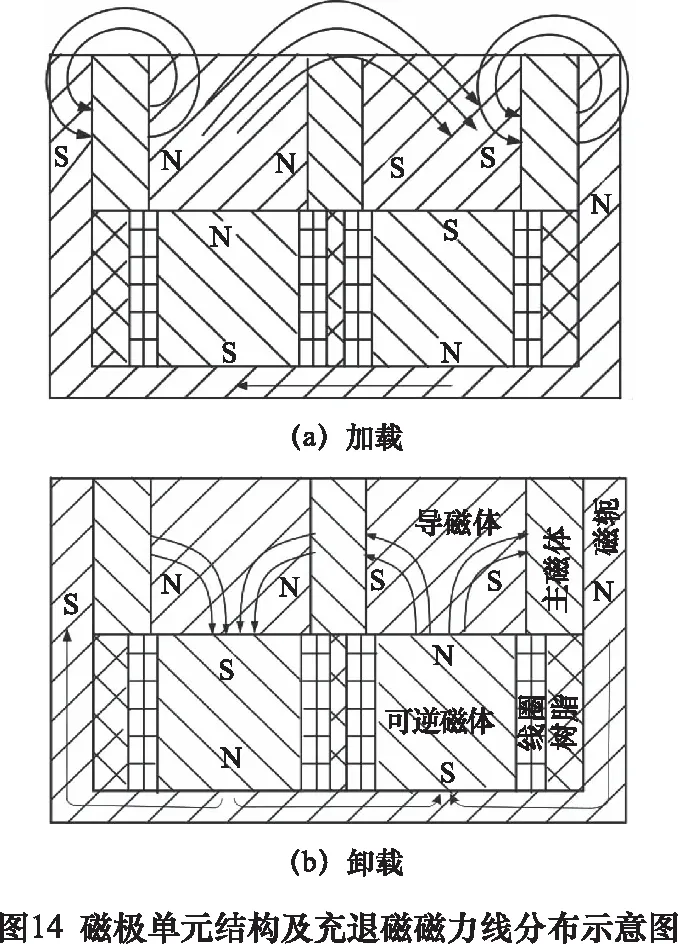
圖14為包含2個磁極單元的電控永磁吸盤在加載和卸載時的磁力線分布示意圖。可逆磁體采用軟磁性永磁材料制作,通過其外部纏繞的線圈可改變磁極方向。硬磁材料制作的主磁體的磁性較強,且磁極方向穩定。包含導磁體在內的所有零部件都被樹脂澆筑于兼做磁軛的殼體內,樹脂還具有隔磁的作用。
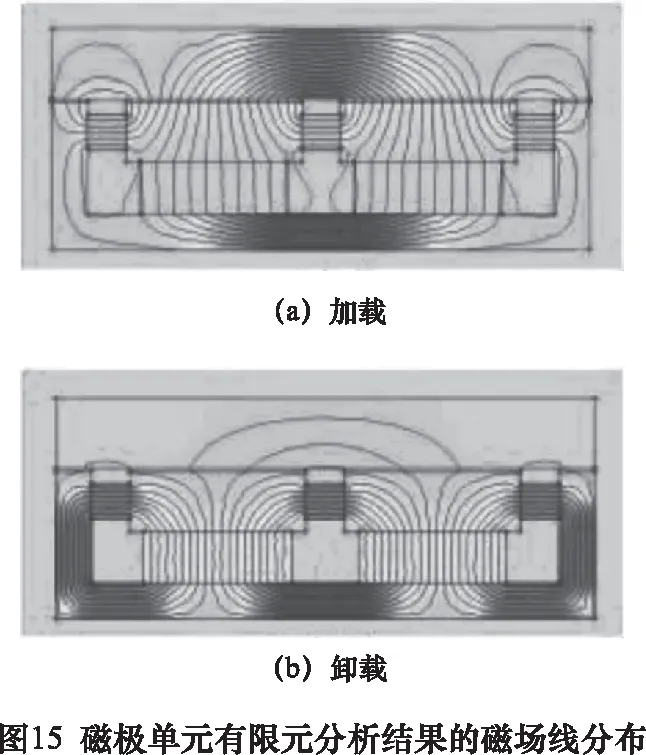
如圖14a所示,在加載狀態下,可逆磁體頂部的極性方向與相鄰的主磁體的相同,此時,N極發出的磁場線只有借助外部鐵磁性被吸板才能回歸S極。在磁場線的作用下,被吸板將被牢固的吸附在磁極單元上。向纏繞于可逆磁體的線圈中通入瞬時(約20 ms)的低強度直流電流后,可改變可逆磁極的磁極方向。此時磁場線如圖14b所示,可逆磁體頂部極性與相鄰主磁體的相反,磁場線只在磁極單元內部閉合,故而對外表現為無磁狀態。圖15為有磁和無磁狀態下的有限元模擬,驗證了理論的正確性。
3.1 基于電控永磁技術的磁力壓邊方法
如前所述,電磁壓邊方法需要持續供電,能耗較高,發熱量也非常大,再加之具有較大的線圈截面尺寸,給模具設計帶來極大困難[11-21]。
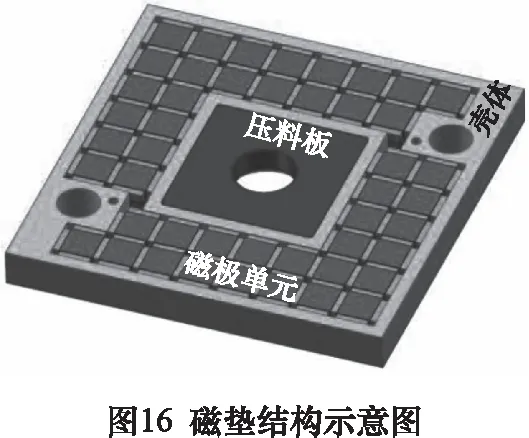
Qin S J等[23]提出了一種采用電控永磁技術的壓邊方法,將壓邊力的動力、傳動和執行部件都集于一體,構成一個集成壓料板—“磁墊”(圖16),在成形過程中可方便地實現跟隨運動。
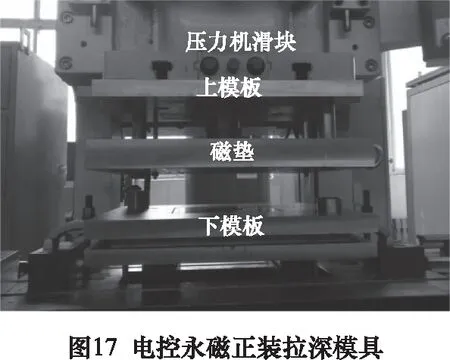
圖17為基于電控永磁壓邊技術的正裝拉深模具,其拉深工藝如下:
壓力機滑塊帶動凸模向下運動,磁墊在重力作用下同步下行。當壓料板接觸板坯時,向磁墊通入瞬時脈沖電流使其進入有磁狀態,在磁吸力的作用,板坯被壓邊圈壓緊。隨后凸模下行完成拉深成形。
成形結束后,壓力機帶動凸模上行,當拉深制件即將與凸模分離時,向磁墊通入反向脈沖電流,使其進入無磁狀態,此時磁墊和被吸板之間的磁吸力幾乎為零。隨著凸模繼續上行,磁墊復位,整個拉深程結束。
電控永磁壓邊方法中,可以通過改變瞬時的直流電流強度來調節壓邊力大小。此方法可以獨立加載壓邊力,不會對壓力機滑塊產生反作用力,也不受壓力機滑塊速度和位置的影響。顯然,這種方法可以大幅度降低壓力機的裝機功率的要求。
此外,壓邊力是由永磁體產生的磁場施加的。所以,在壓邊力施加過程中,并無額外的能量消耗。
3.2 電控永磁徑向分塊壓邊方法
鑒于電控永磁技術在磁力壓邊方面的優越性, 張紅升等[24]將其與分塊壓邊方法相結合, 設計了一種基于電控永磁技術的徑向分塊壓邊裝置,如圖18所示。
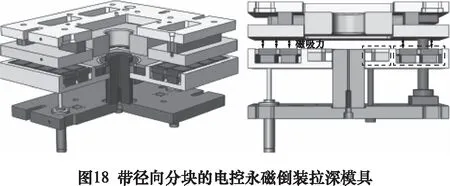
拉深成形過程中, 工件法蘭邊緣厚度最大,絕大部分壓邊力都集中在此區域。在臨界起皺狀態下,法蘭內部將由于缺少有效壓邊而失穩,壓邊效果不理想。電控永磁徑向分塊壓邊方法將壓邊圈分成3個壓邊環, 每個壓邊環可以對不同區域實施獨立有效的壓邊,從而獲得分布更加合理的壓邊力,有助于提高板坯的拉深成形效果。
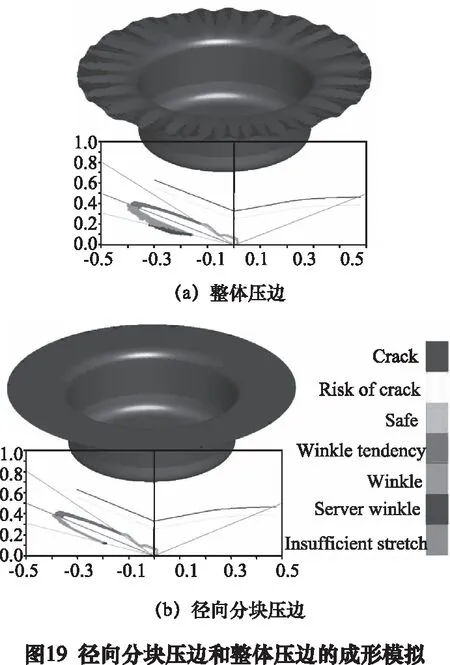
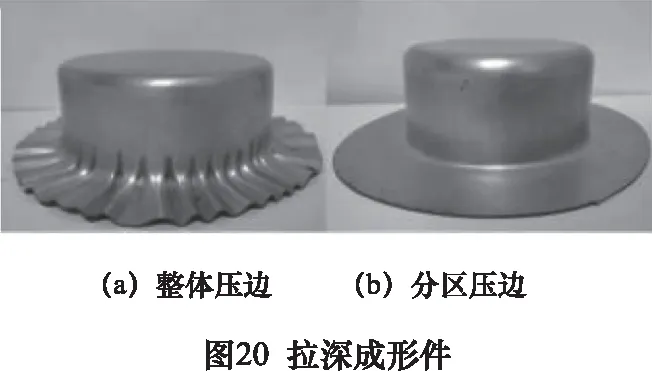
由圖19和圖20所示的數值模擬和拉深實驗可知,整體壓邊的法蘭外圍承受了過多的壓邊力, 限制了板坯材料合理的平面內流動, 不利于提高拉深件的成形高度。與此同時,法蘭內部又缺少足夠的壓邊力而起皺。而采用分塊壓邊方法, 各獨立的壓邊圈可單獨加載壓邊力,較小的壓邊力就可以有效壓邊,對抑制板坯起皺、提高工件的成形極限都有一定的積極作用。
3.3 應用于非鐵磁性板坯的電控永磁壓邊方法
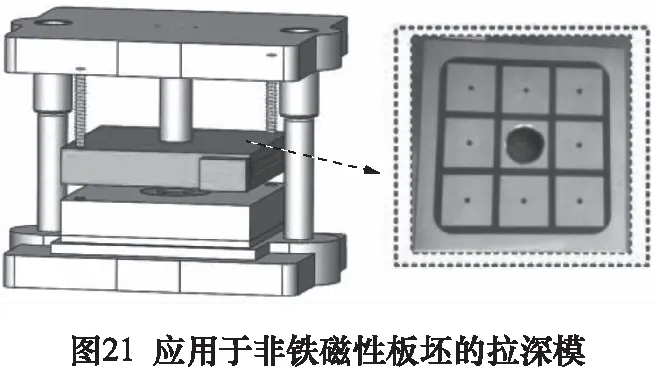
無論是Qin S J還是張紅升等設計的成形模具,在板坯成形區都沒有設置磁極單元。李憲賓[25]設計了適用于非鐵磁性板坯的電控永磁壓邊裝置,如圖21所示。由于不需要考慮板坯磁化的問題,整個磁墊除了凸模通孔處外,都設置為磁場區,既可以增大單位面積上的磁吸力,又避免了由于中間成形區域沒有壓邊力而使得板坯發生翹曲的可能。
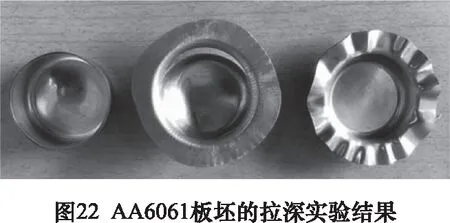
圖22為AA6061板坯的拉深實驗結果,圖22a中施加合適的壓邊力后,獲得了拉深比非常大的成形制件,而圖22b和22c分別為壓邊力過大和過小時的成形制件,具有明顯的成形缺陷。
4 結語
由以上研究進展可以看出,電磁壓邊和電控永磁壓邊方法的可行性已通過數值模擬和實驗的方法被驗證了,在壓邊效果上可以達到甚至優于普通壓邊方法。此外,磁力壓邊可以和傳統機械壓邊、分塊壓邊技術等有機結合,有效地改善板坯的成形效果。
常規電磁壓邊、脈沖電磁壓邊和電控永磁壓邊的優缺點對比如表1所示。可以看出,相較于電磁壓邊,從能耗和安全角度來說,電控永磁壓邊方法具有明顯的優勢。
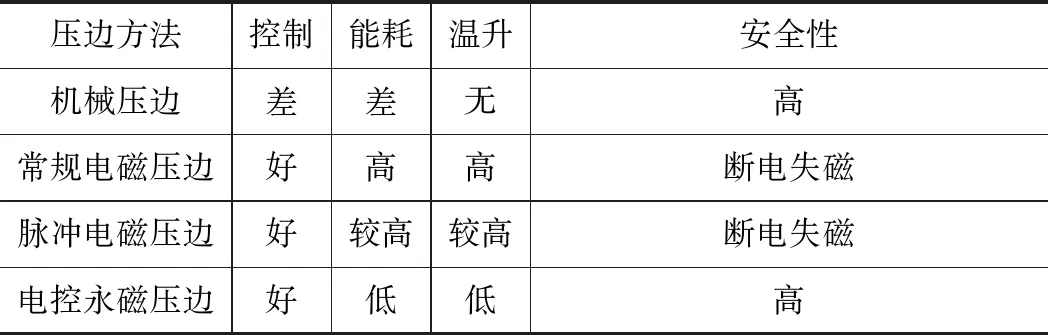
表1 壓邊方法的對比
圖23為機械壓邊、電磁壓邊和電控永磁壓邊方法的能耗對比,其中電磁壓邊選擇節能性較好的脈沖電磁方法進行對比。可以看出,相較于其他2種方法,電磁壓邊的能耗最高。而電控永磁壓邊的能耗只占機械壓邊的40%以下,更是不到脈沖電磁壓邊能耗的5%,也就是說,相對于高耗能的電磁壓邊方法,電控永磁壓邊的節能率高達95%以上。可以預見的是,壓邊力越大、拉深高度越高,電控永磁壓邊的節能效果越好,也不會出現電磁壓邊中的溫升過熱問題。
與此同時,電磁壓邊方法也有其自身優點,如可采用斥力提供壓邊力、更好地與機械壓邊方法相結合等。

目前,由于可獨立加載壓邊力、且更容易實現壓邊力的控制等特點,磁力壓邊方法正在蓬勃發展。磁力壓邊的效果受多種因素的影響,如電流和電壓大小、電容器轉化率、氣隙寬度和磁極單元布置等等。 因此,如何面向未來市場針對成形工業高質量、高效率、高效益和輕量化的需求,圍繞磁力壓邊新工藝、新技術以及影響因素開展研究,也值得進一步探索。
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56