某武器分系統(tǒng)箱體加工工藝研究
2021-10-14 02:09:52彭代強(qiáng)朱文兵杜金城王彥軍
制造技術(shù)與機(jī)床 2021年10期
彭代強(qiáng) 張 建 朱文兵 杜金城 王彥軍
(中國(guó)兵器裝備集團(tuán)自動(dòng)化研究所,四川 綿陽(yáng) 621000)
某武器分系統(tǒng)共有5個(gè)單體構(gòu)成,箱體零件作為01單體最重要的1個(gè)部分,承擔(dān)著系統(tǒng)的綜合信息處理功能。該箱體使用材料為鑄造鋁合金,鑄鋁的密度比鑄鐵和鑄鋼小,而比強(qiáng)度則較高[1],因此在承受同樣載荷條件下,采用鋁合金鑄件,可以減輕結(jié)構(gòu)的重量[2-3]。但該箱體結(jié)構(gòu)較為復(fù)雜,機(jī)械加工工序多,加工過(guò)程報(bào)廢率高,質(zhì)量不穩(wěn)定,影響產(chǎn)品今后的批量生產(chǎn)。為了解決該質(zhì)量隱患,項(xiàng)目改進(jìn)小組決定對(duì)箱體的機(jī)械加工過(guò)程進(jìn)行工藝分析,降低箱體加工的報(bào)廢率,提高產(chǎn)品質(zhì)量。
1 分析原因
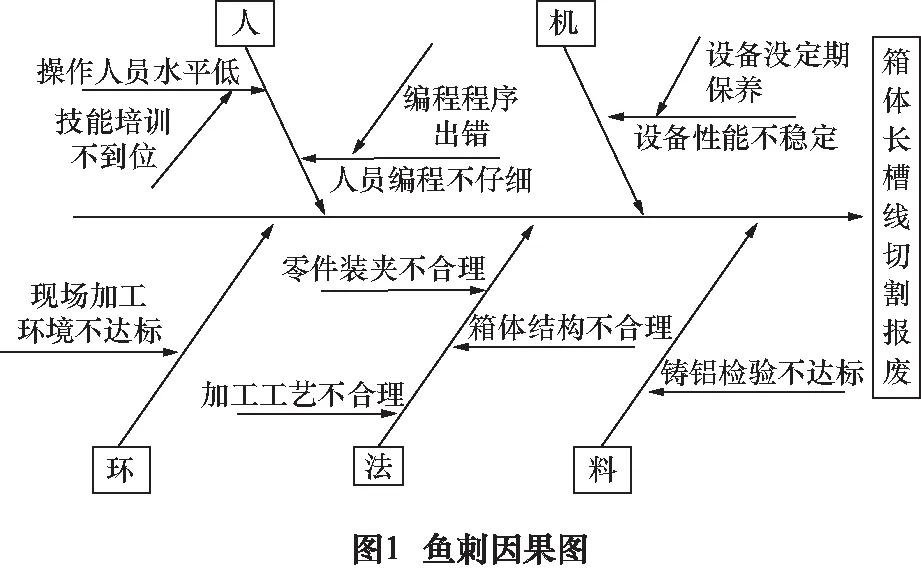
經(jīng)現(xiàn)場(chǎng)查看箱體的不合格品,發(fā)現(xiàn)產(chǎn)生報(bào)廢的工序均為內(nèi)表面安裝板卡的長(zhǎng)槽加工工序。由于箱體整體結(jié)構(gòu)內(nèi)表面多、加工內(nèi)長(zhǎng)槽的工藝方法選擇受限,因此在箱體的機(jī)械加工工藝卡片上明確箱體內(nèi)長(zhǎng)槽的加工方式為線切割。而鑄鋁件線切割產(chǎn)生缺陷的原因較多[4],為找出內(nèi)長(zhǎng)槽線切割產(chǎn)生報(bào)廢的原因,項(xiàng)目改進(jìn)小組集思廣益,認(rèn)真分析,通過(guò)運(yùn)用頭腦風(fēng)暴法,從人、機(jī)、料、法及環(huán)5個(gè)方面認(rèn)真梳理,共列出了8條原因,同時(shí)小組成員對(duì)原因進(jìn)行了分析,并一一列舉在因果圖上(見(jiàn)圖1)。
由分析可知,導(dǎo)致箱體加工檢驗(yàn)合格率低的末端因素共有如下8個(gè):
(1)操作人員水平低。
(2)編程程序出錯(cuò)。
(3)設(shè)備沒(méi)定期保養(yǎng)。
(4) 鑄鋁檢驗(yàn)不達(dá)標(biāo)。
(5) 箱體結(jié)構(gòu)不合理。
(6) 加工工藝不合理。
(7) 零件裝夾不合理。
(8) 現(xiàn)場(chǎng)加工環(huán)境不達(dá)標(biāo)。
小組成員針對(duì)8項(xiàng)末端原因逐一進(jìn)行要因確認(rèn),最終確定影響箱體合格率低的因素是箱體結(jié)構(gòu)不合理和加工工藝不合理。
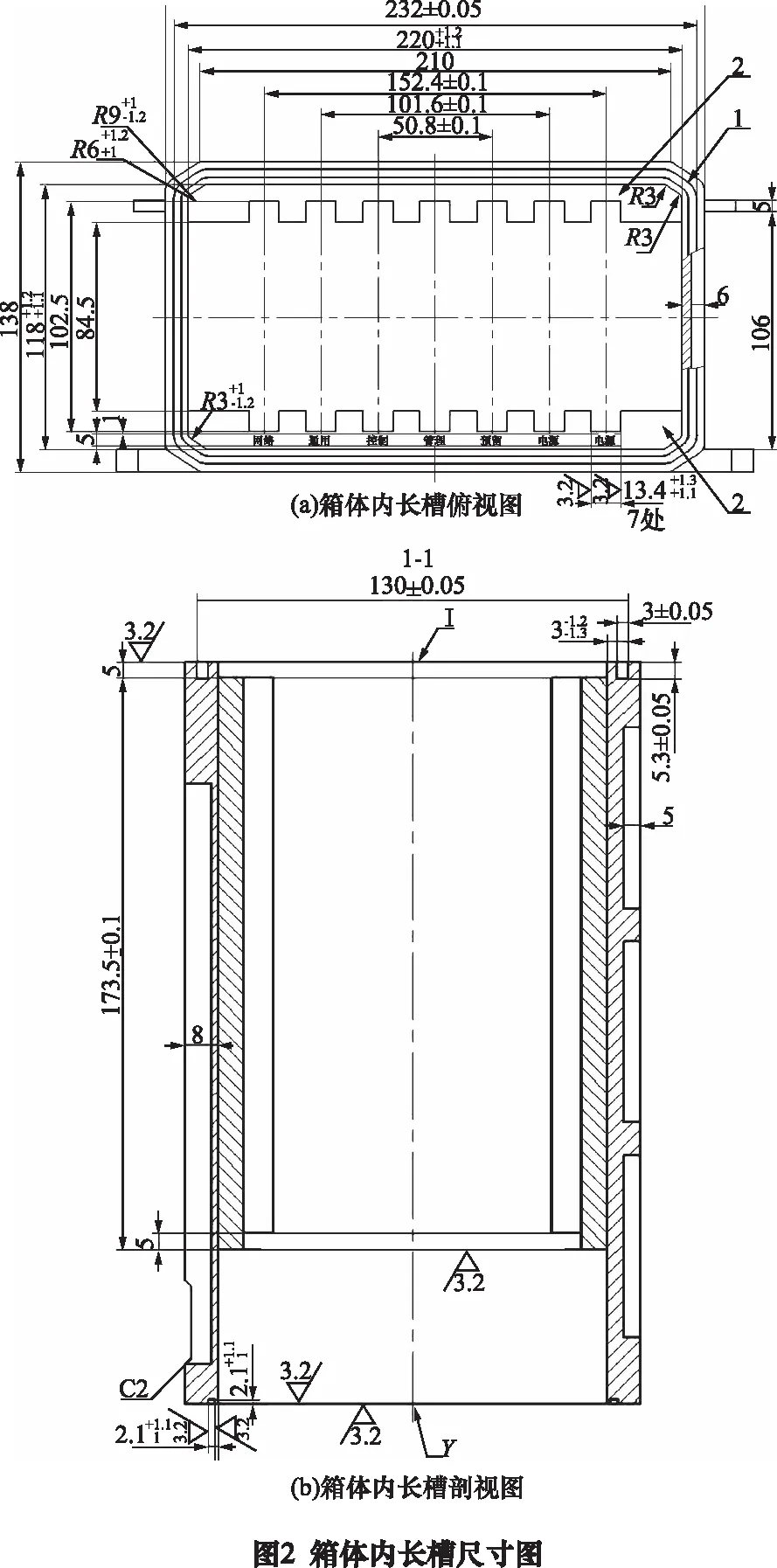
從箱體內(nèi)長(zhǎng)槽尺寸圖(見(jiàn)圖2)可以看出,箱體內(nèi)長(zhǎng)槽的間距尺寸精度為±0.1 mm,槽深度為173.5±0.1 mm。該內(nèi)長(zhǎng)槽結(jié)構(gòu)采用常規(guī)的銑削加工無(wú)法實(shí)現(xiàn),如采用插床加工,長(zhǎng)槽精度又無(wú)法滿足要求[5],整體加工的工藝方法選擇受限,因此該長(zhǎng)槽采用了線切割加工的方式。而線切割加工尺寸精度較高且切割面積較大的鑄鋁件容易產(chǎn)生切割缺陷,從而造成箱體加工出現(xiàn)質(zhì)量問(wèn)題[6-7]。
經(jīng)查看箱體的機(jī)械加工工藝過(guò)程卡片,箱體的加工工藝路線大致為:鑄造箱體外形→粗精銑箱體外形→線切割箱體內(nèi)長(zhǎng)槽→加工各處孔→鋁氧化→噴漆→刻字→填漆。由于內(nèi)長(zhǎng)槽尺寸精度要求較高,且深度為173.5±0.1 mm,因此工藝上采用線切割加工的方式。而鑄鋁件本身存在不同程度的氣孔等缺陷(鑄造件的正常現(xiàn)象)[8-10],內(nèi)部導(dǎo)電性較差,線切割設(shè)備電極絲在“走絲”的過(guò)程中如果遇到這類缺陷,且切割面積較大的情況下,就會(huì)出現(xiàn)“跳絲”現(xiàn)象[11],造成長(zhǎng)槽臺(tái)階出現(xiàn)裂紋或缺損,從而無(wú)法達(dá)到內(nèi)長(zhǎng)槽的加工工藝要求。
2 制定對(duì)策
小組針對(duì)以上分析得出的主要原因制定了對(duì)策表,見(jiàn)表1。
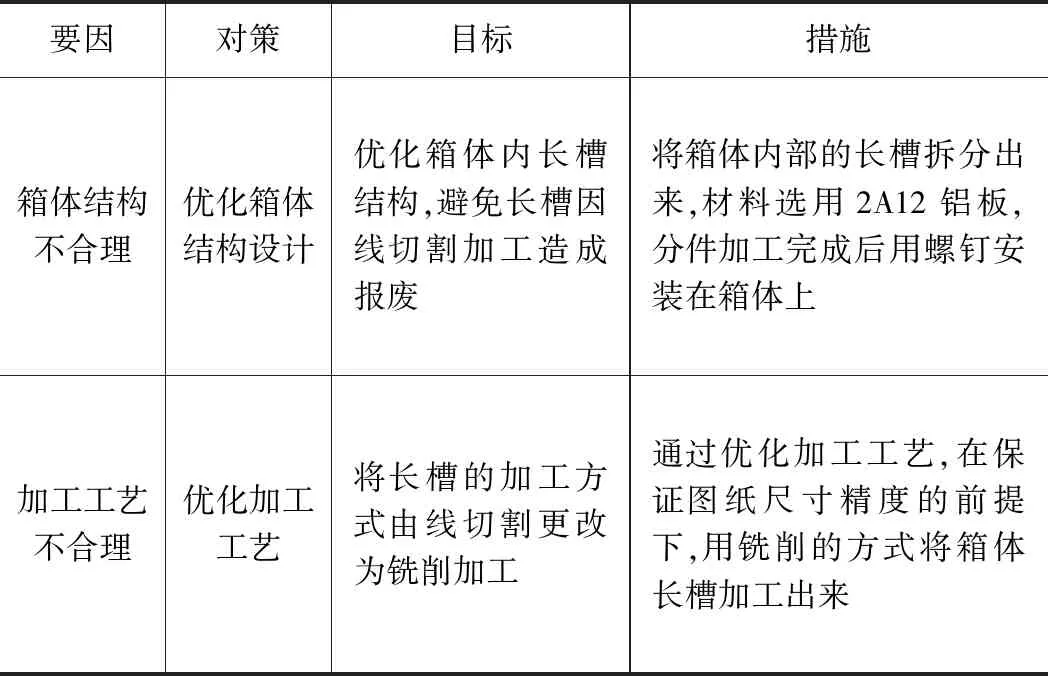
表1 要因分析對(duì)策表
3 實(shí)施對(duì)策
在實(shí)際加工過(guò)程中,我們嚴(yán)格按照PDCA循環(huán)階段要求,根據(jù)選用的對(duì)策采取了相應(yīng)的措施,具體實(shí)施如下:
對(duì)策一:優(yōu)化箱體結(jié)構(gòu)設(shè)計(jì)
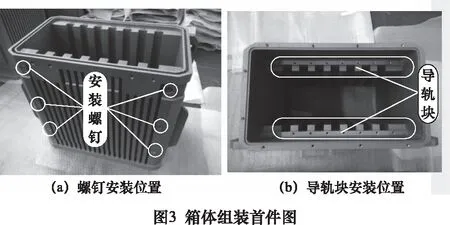
通過(guò)分析箱體的結(jié)構(gòu)和裝配要求,在不影響功能和使用的前提下,運(yùn)用TRIZ物理矛盾與分離原理的方法,將箱體結(jié)構(gòu)由整體鑄造更改為外殼鑄造+內(nèi)部鋁件安裝的方式,箱體圖紙拆分為鑄造箱體(材料牌號(hào):ZL1010A)、導(dǎo)軌塊(材料牌號(hào):2A12/H112)和螺釘3個(gè)部分,最終用螺釘將導(dǎo)軌塊安裝在鑄造箱體上。
對(duì)策二:優(yōu)化加工工藝
在箱體結(jié)構(gòu)優(yōu)化后,通過(guò)分析箱體的工藝編制路線,運(yùn)用TRIZ物理矛盾與分離原理的方法,優(yōu)化加工工藝,將箱體導(dǎo)軌塊(即“長(zhǎng)槽”部位)的加工方式由線切割更改為銑削加工同時(shí)采用孔距精準(zhǔn)定位,提高箱體和導(dǎo)軌塊的安裝起始尺寸和孔距精度(±0.02 mm以內(nèi)),保證導(dǎo)軌塊組裝后平面度控制在0.1 mm內(nèi)。通過(guò)首件加工驗(yàn)證,實(shí)現(xiàn)了導(dǎo)軌塊的銑削加工和箱體的螺釘連接安裝(箱體組裝首件見(jiàn)圖3)。
4 效果檢查
經(jīng)過(guò)對(duì)分系統(tǒng)箱體機(jī)械加工開(kāi)展工藝技術(shù)研究,將箱體從設(shè)計(jì)和工藝上進(jìn)行優(yōu)化后,箱體經(jīng)首件驗(yàn)證,內(nèi)部各處長(zhǎng)槽美觀、一致,沒(méi)有出現(xiàn)裂縫和缺損。組合噴漆后,外觀噴漆效果與之前的整體鑄造基本一致,導(dǎo)軌塊組裝后整體平面度在0.1 mm以內(nèi),且長(zhǎng)槽的表面粗糙度較之前的6.3 μm提高到3.2 μm,更利于后期裝配使用(首件噴漆實(shí)物見(jiàn)圖4)。

在后續(xù)的63件箱體加工完成后,經(jīng)過(guò)本單位質(zhì)量部門檢驗(yàn),加工尺寸和精度滿足圖紙要求,全部合格,合格率100%,目標(biāo)達(dá)成。
5 結(jié)語(yǔ)
本文通過(guò)分析箱體機(jī)加工藝過(guò)程,找出了鑄造箱體線切割加工報(bào)廢產(chǎn)生的原因,運(yùn)用TRIZ物理矛盾與分離原理的方法,采用工藝驗(yàn)證、首件確認(rèn)的方式,確定了合理經(jīng)濟(jì)的工藝方案,使箱體零件的機(jī)加合格率提高到100%,加工效率提高了40%,單件的機(jī)加工成本降低了20%,對(duì)類似箱體的加工工藝研究具有一定的參考價(jià)值。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年11期)2021-12-06 05:38:46
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
江蘇安全生產(chǎn)(2020年3期)2020-04-21 05:44:14
山東冶金(2019年6期)2020-01-06 07:45:54
云南教育·中學(xué)教師(2019年6期)2019-08-13 07:03:28
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
基層中醫(yī)藥(2018年11期)2019-01-31 05:26:52
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
銅業(yè)工程(2015年4期)2015-12-29 02:48:39