參數自調整交叉耦合的輪廓補償關鍵技術的研究 *
2021-10-14 02:10:00張萬軍張萬良張景軒張景怡張景妍
制造技術與機床 2021年10期
張萬軍 張 峰 張萬良 張景軒 張景怡 張景妍
(①西安交通大學機械工程學院,陜西 西安 741049; ②甘肅澤德電子技術有限公司,甘肅 天水741003;③蘭州理工大學機電學院,甘肅 蘭州730050)
隨著裝備業、先進制造業快速發展[1-8],需要大量的高精密、高精度的CNC機床進行加工,針對許多CNC兩軸聯動的機床是往復沿著一個軌跡運動完成CNC加工過程,存在各軸的進給負載擾動、機械系統延遲、輪廓誤差協調增益控制環的參數不匹配等問題,這樣就會生產輪廓誤差及跟隨誤差[9-10],研究CNC機床參數自調整交叉耦合的輪廓補償的方法顯得比較重要[11-12]。
近年來,有關交叉耦合輪廓控制方法(cross-coupled control, CCC)[13-20],主要涉及到迭代學習交叉耦合控制算法[14]、魯棒迭代學習控制算法、ZPETC[13]等算法等。張萬軍等人[12]主要是針對機械傳動、電氣控制、多軸耦合增益匹配等問題,給出了一種了多軸聯動的機床交叉耦合輪廓誤差補償技術, 達到多軸聯動的機床交叉耦合輪廓誤差補償的目的,提高CNC的數控機床加工精度。文獻[16-21]針對變參數、不確定參數的非線交叉耦合系統應用魯棒迭代學習控制的方法,通過誤差軌跡跟蹤,保證閉環系統有效,實現誤差軌跡跟蹤魯棒控制。
為了克服以上問題,本文給出了一種CNC機床參數自調整交叉耦合的輪廓補償,建立了CNC機床參數自調整交叉耦合的輪廓補償數學模型,只要p在給定的合理區間,調整p就可以達到CNC機床參數自調整交叉耦合的輪廓補償目的,使用MATLAB仿真。仿真結果表明:采用CNC機床參數自調整交叉耦合的輪廓補償,可以最大可能地消除了交叉耦合的輪廓,使得自調整交叉耦合的輪廓補償顯著性的提高,滿足高速、高精度的插補誤差補償,在參數自調整交叉耦合的輪廓補償具有較強的借鑒意義。
1 輪廓誤差的定義
兩軸聯動主要是下列方式輪廓誤差補償分析,如圖1所示。
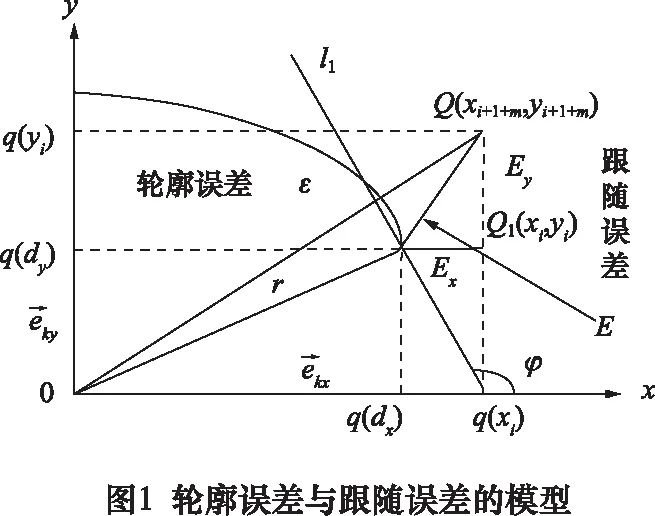
由文獻[11]及圖1得:
(1)
(2)
利用Taylor級數展開:
(3)
忽略高階級數為:
(4)
令:
(5)
(6)
由下列計算式:
ε=[εx,εy]T≈[Cx,Cy][Ex,Ey]T
(7)
式(1)~(7)及圖1中:φ為l1與x軸的夾角;r為圓弧的曲率半徑;Cx、Cy為兩坐標的軸輪廓誤差比例系數;Ex、Ey為兩個坐標的跟隨誤差分量,輪廓誤差為ε。Q1(xi,yi),Q(xi+1+m,yi+1+m)曲線的位置點;εkx、εky分別表示x軸、y軸輪廓誤差分量;ekx、eky分別表示x軸、y軸跟隨誤差分量,輪廓誤差為ε,跟隨誤差為E。
2 參數自調整交叉耦合的輪廓補償
2.1 參數自調整交叉耦合的輪廓補償的控制方法
引入p作為參數自調整交叉耦合的控制參數,具體參數自調整交叉耦合的輪廓補償的結構如圖2所示。
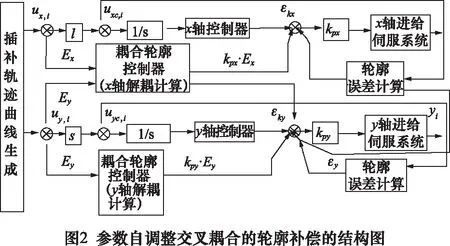
如圖2所示:ux,i、uy,i為兩個坐標軸的交叉耦合速度;Ex、Ey為兩個坐標軸的耦合誤差位置值;kpx、kpy為兩個坐標軸的耦合傳遞函數,即參數自調整交叉耦合的輪廓補償。
鑒于高速、高精度CNC系統的插補及交叉耦合的實時性要求,交叉耦合的補償因子比例系數p采用比例控制方法,由文獻[4],得到兩軸的交叉耦合參數:
(8)

交叉耦合輪廓補償Cx、Cy可以由下面式子計算得到:
(9)
式中:p為交叉耦合的補償因子比例系數,為常數。
(10)
將式(10)代入式(7),得到輪廓誤差的公式:
ε=kpx(Ex+pErx)+kpy(Ey+pEry)
(11)
交叉耦合輪廓補償變增益參數p,若自調整交叉耦合的輪廓補償調整p值越小,交叉耦合值就越小;若自調整交叉耦合的輪廓補償調整p值越大,交叉耦合值就越大;若自調整交叉耦合的輪廓補償調整p值,在合理的范圍內可以實現交叉耦合。
2.2 設計變增益交叉耦合增量C
由文獻[11]及圖2所得:得到兩軸的交叉耦合參數。
耦合輪廓補償控制關系式為
(12)
(13)
在式(12)、(13)中:upx和upy是位置環控制器的單獨跟蹤控制力,uc,i是輪廓控制力,ux,i和uy,i是每個軸的輪廓控制力分布。
將式(9)代入式(12)、(13)中,得到式(14)、(15):
(14)
(15)
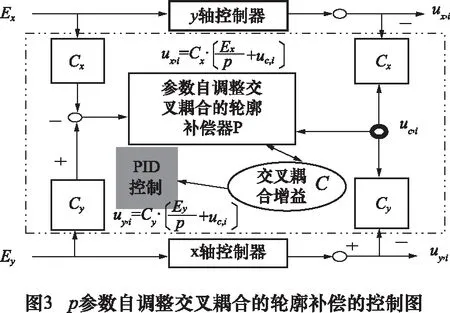
p參數自調整交叉耦合的輪廓補償的控制圖,如圖3所示。
由式(14)、(15),得到跟隨誤差的計算公式:
(14)
(15)
變增益交叉耦合C采用PID控制,可以完成交叉耦合。
式(4)~(11)及式(14)、(15)可知,當p在給定的合理區間,uc,i處于一定的值,即可實現p參數自調整交叉耦合的輪廓補償的控制。
由式子(7)可知,輪廓誤差ε與跟隨誤差E成正比,一般討論輪廓誤差ε。
3 仿真實驗與結果分析
在自己搭建的CNC機床參數自調整交叉耦合的輪廓補償的實驗平臺,如圖4所示,進行參數自調整交叉耦合的輪廓補償。
3.1 參數自調整交叉耦合的輪廓補償的實物試驗
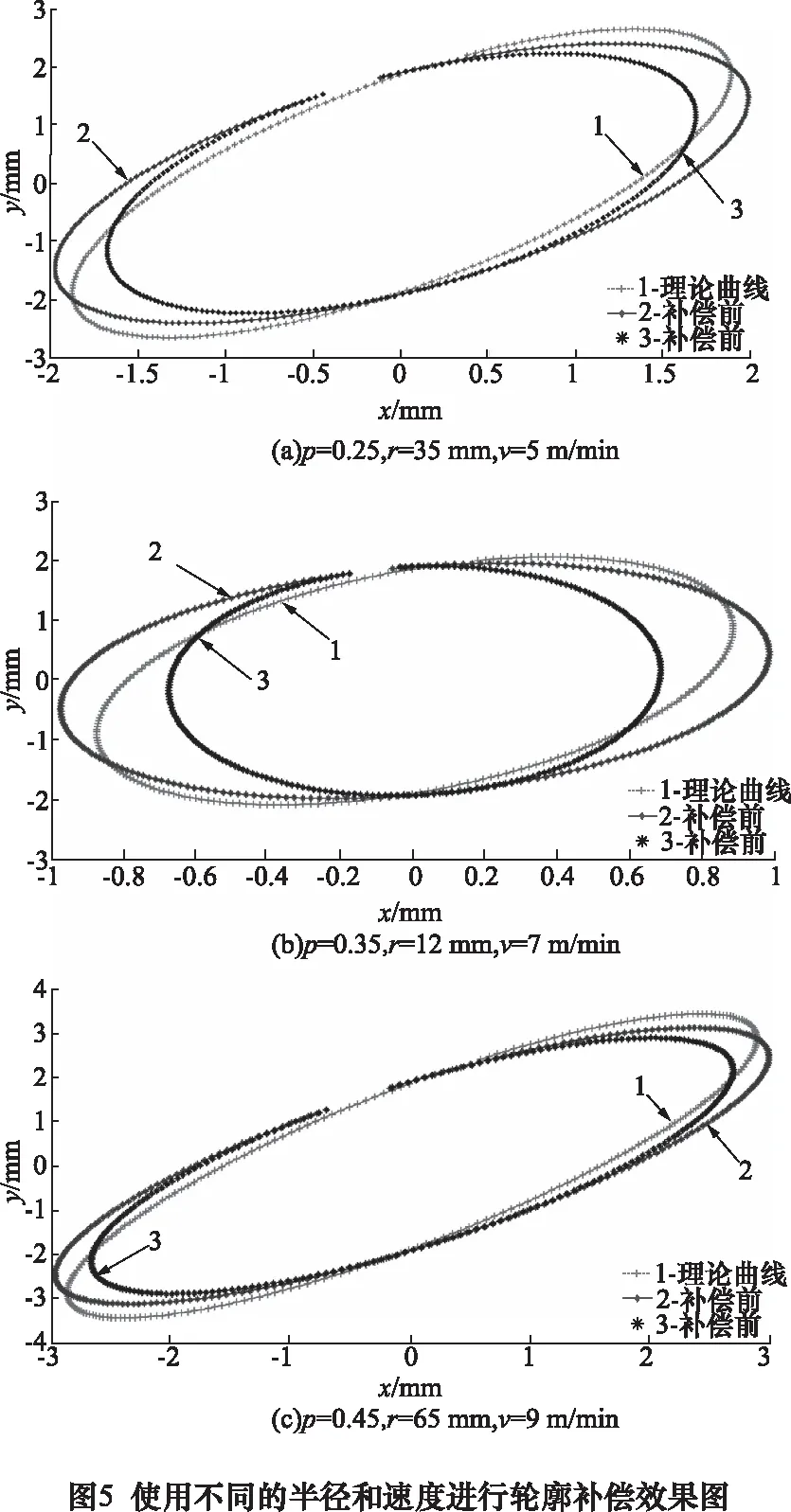
(1)橢圓實例1
在開放式的CNC機床參數自調整交叉耦合的輪廓補償的實驗平臺,使用不同的半徑和速度,進行橢圓的參數自調整交叉耦合的輪廓補償實驗,如圖5所示。
由圖5可知,使用不同的半徑和速度可以進行橢圓的參數自調整交叉耦合的輪廓補償,提高了橢圓輪廓誤差補償,消除CNC機床加工橢圓而產生顫動及估計誤差。
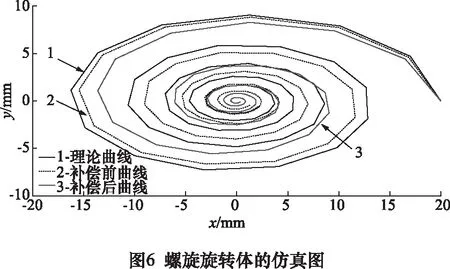
(2)螺旋旋轉體的實例2
本文的算法在自己搭建的CNC機床參數自調整交叉耦合的輪廓補償的實驗平臺進行螺旋旋轉體的仿真試驗,v=5 m/min,如圖6所示。
由圖6可知,理論曲線、補償前曲線與補償后曲線基本上相一致,驗證該算法的正確性與合理性。
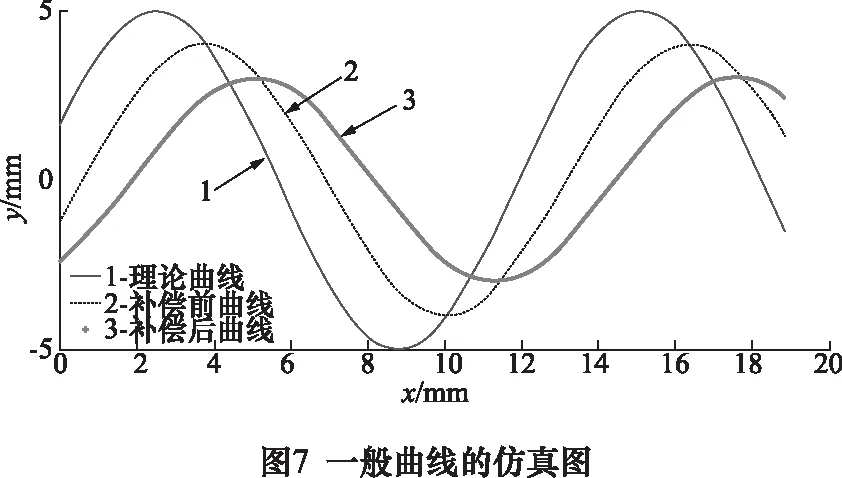
(3)一般曲線的實例3
本文的算法在自己搭建的CNC機床參數自調整交叉耦合的輪廓補償的實驗平臺進行余弦曲線y=5×cos(x-2/5×π) 的仿真試驗,v=5 m/min,如圖7所示。
由圖7可知,理論曲線、補償前曲線與補償后曲線基本上相一致,驗證該算法的正確性與合理性。
3.2 交叉耦合的輪廓補償MATLAB仿真分析
3.2.1直徑方向與實際速度方向輪廓誤差
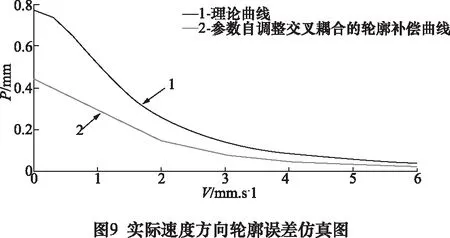
根據本文建立的自調整交叉耦合的輪廓補償誤差模型,當p∈[0,1]時,做出直徑方向交叉耦合的輪廓補償誤差仿真圖,實際速度方向輪廓誤差仿真圖;對直徑方向與實際速度方向輪廓誤差利用MATLAB軟件進行仿真分析,如圖7、8所示。
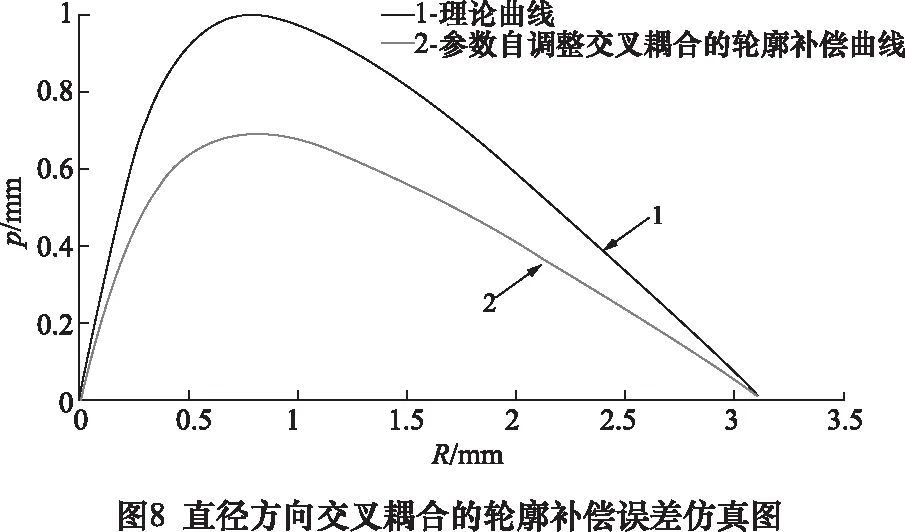
由圖7可知,當p在給定的合理區間,半徑為0~3 mm時,直徑方向交叉耦合的輪廓補償誤差曲線在理論上是平穩而光滑的曲線,最大可能消除了曲線的輪廓誤差。
由圖9可知,當p在給定的合理區間,自調整交叉耦合的輪廓補償比較平穩而光滑,實際速度方向輪廓誤差,最大可能消除了曲線的輪廓誤差。
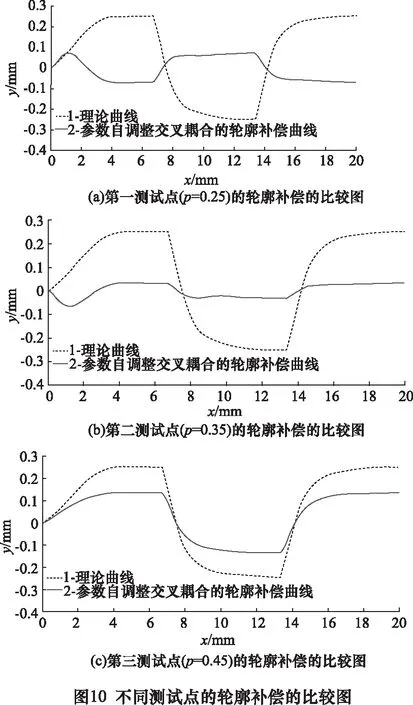
3.2.2不同測試點的輪廓補償的比較
當p在給定的合理區間,進行不同測試點的輪廓補償與估計誤差補償的比較,如圖10所示。
本試驗進行的3個測試點參數自調整交叉耦合的輪廓補償是由于兩軸聯動造成的輪廓誤差,會產生顫動。由圖10可知:p越大自調整交叉耦合的輪廓越大,最大可能地消除了交叉耦合的輪廓,自調整交叉耦合的輪廓補償顯著性的提高,滿足高速、高精度的插補誤差補償,在參數自調整交叉耦合的輪廓補償具有較強的借鑒意義。
4 結語
本文采用CNC機床參數自調整交叉耦合的輪廓補償方法,調整p進行交叉耦合變增益控制,設計變增益交叉耦合增量C,抑制曲線多軸交叉耦合輪廓控制,使用MATLAB進行仿真。仿真結果表明:采用CNC機床參數自調整交叉耦合的輪廓補償,可以最大可能地消除了交叉耦合的輪廓,使得自調整交叉耦合的輪廓補償顯著性的提高,該方法有效地提高輪廓精度,滿足高速、高精度的插補誤差補償。
最后,由于實驗條件限制,本課題采用了MATLAB進行了仿真驗證,考慮實際系統中CNC機床參數自調整交叉耦合的輪廓補償的模型不確定性情況較少。將CNC機床參數自調整交叉耦合的輪廓補償的算法到實際的試驗臺及高精度、高精密的CNC機床中,保證插補算法的穩定性、兼容性。