門外板滑移線的評估及控制手段
2021-10-20 06:26:42周晶
模具制造 2021年8期
關鍵詞:示意圖
周 晶
(廣汽乘用車有限公司,廣東廣州 511434)
1 引言
目前,中國汽車產業的發展環境正在日益完善,汽車消費群體對汽車的需求更加專業化,不僅要求汽車性能優越、良好的市場口碑,還要求汽車具有優良的外觀質量,這就對汽車覆蓋件的沖壓質量提出了更高的要求。在汽車覆蓋件A面質量缺陷中,門外板特征棱線或者造型線處的滑移線直接影響整車的視覺效果,因此,在工藝設計階段研究門外板滑移線的評估及控制手段具有重要的實用價值。
2 滑移線的產生
滑移線是指在拉伸或者成形過程中板料流過凸模圓角、凹模圓角、凸模特征棱線等部位時,材料產生彎曲硬化甚至變薄,在制件表面產生痕跡。隨著拉伸或者成形的進行,這些痕跡會因兩側進料的不均衡而移動,拉伸或者成形結束后,在制件圓角或棱線兩側生成帶狀線。因此從材料接觸模具圓角開始,材料流動越過圓角,有滑移的現象產生,所以叫做滑移線。它是純彎曲和材料變薄的一種成形缺陷,如圖1所示。
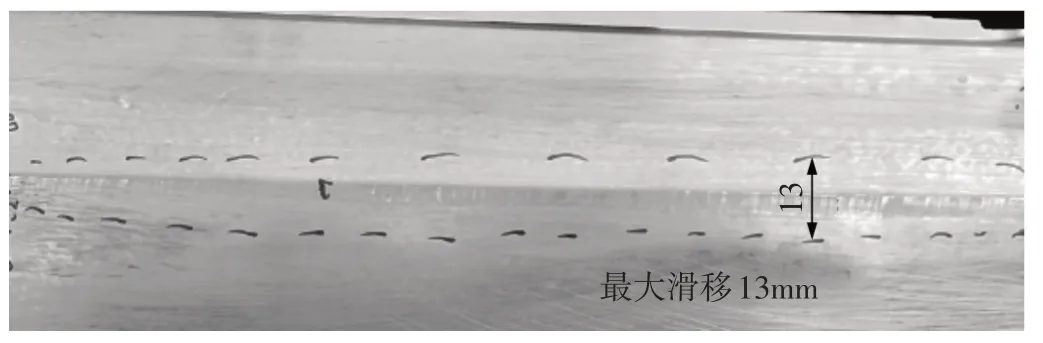
圖1 某門外板模具調試階段棱線滑移
3 沖壓成形分析軟件AutoForm對滑移線的評估
AutoForm 中對滑移線是否影響到外觀有3 種評判方式:
(1)滑移線(Skid Lines)判定。
滑移線的影響還需要通過人為評估。首先,滑移線的嚴重程度和板料接觸凸模圓角大小有關系。圓角越小,滑移線在現場表現就越明顯。一般要求棱線圓角大于R15mm,這樣產生的滑移線不足以產生表面缺陷。若小于這個數值,且滑移距離又超過R/2,則會在制件表面產生滑痕。此外,還要進行滑移線接觸時機的判斷,在實際生產過程中,并不是板料開始接觸圓角就開始產生滑移,經驗值定義最小曲率變化Curvaturemin=0.01,在此基礎上,滑移超過R/2 圓角,則對外觀產生影響,如圖2所示。
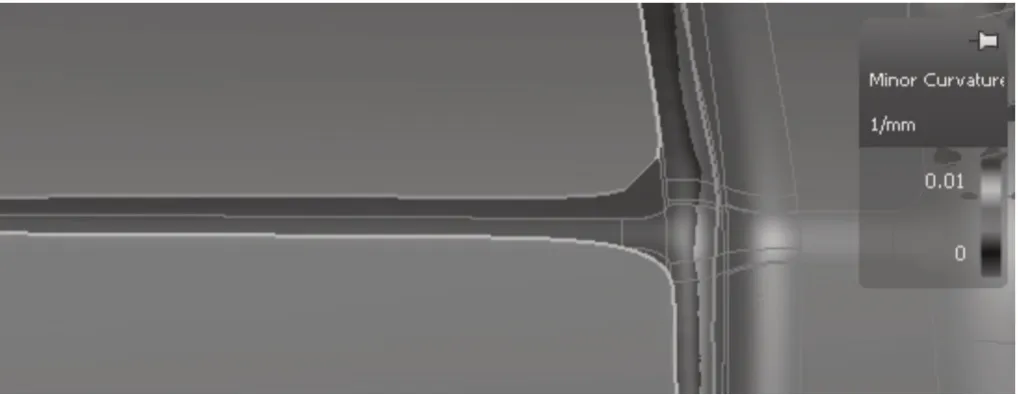
圖2 某門外板棱線滑移示意圖
(2)反彎曲應變(Unbending Strain)判定。
反彎曲應變主要描述成形過程中曲率的減小。這表示如果曲率一致保持增大趨勢,反彎曲應變值是0;一旦曲率降低,反彎曲應變將描述對應的差值。
對于外板件,一旦凸模棱線接觸了材料以后,該處的材料流動就不能沿著特征線的垂直方向流動過多,否則產生滑移,影響外觀質量。如果材料流過特征線,料片將會產生反彎曲,并且反彎曲應變值會被顯示出來。可以用反彎曲應變來判定滑移線。反彎曲應變設置的經驗值為0.007。超過該值,則表明滑移對外表面產生了影響。如圖3所示,某門外板棱線處反彎曲應變有大于0.007,用滑移線評判,此處滑移超過了R/2圓角,兩個判定結論一致,此處滑移對門外板外觀質量有影響,如圖3所示。
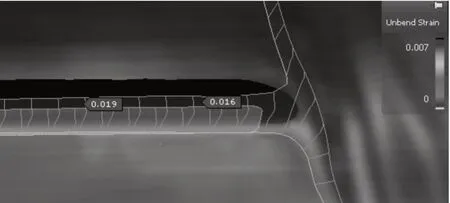
圖3 某門外板主棱線反彎曲應變示意圖
(3)最大接觸壓力(Maximum contact pressure)判定。
接觸應力反映的是由模具作用產生的加載在料片上的法向力。通過檢查模具表面的應力狀態可以評估成形過程中模具失效的風險。而且模具的作用力會影響零件的表面質量,例如,料片上較大的應力會導致門外板開裂和表面印記,所以有效控制模具應力是很重要的。
板料的上下層接觸應力是成對出現,板料上層的接觸力對應于上方模具,板料下層的接觸力對應于下方模具。下層接觸力標記為“+”,上層接觸力標記為“-”,中間層的接觸為兩者的結合。最大接觸力為該處在整個模擬過程中出現過的最大接觸壓力。一般最大接觸壓力不大于材料本身的屈服強度的10%,認為此處滑移結外觀品質不產生影響。由圖4 可以看出,門外板主棱線滑移最大已經超過了5mm,最大接觸壓力為62.58MPa,此零件材料為HC220BD+ZF,屈服強度最小為235.8MPa,因此最大接觸壓力有超過屈服強度的10%,此處滑移對外觀品質產生影響。
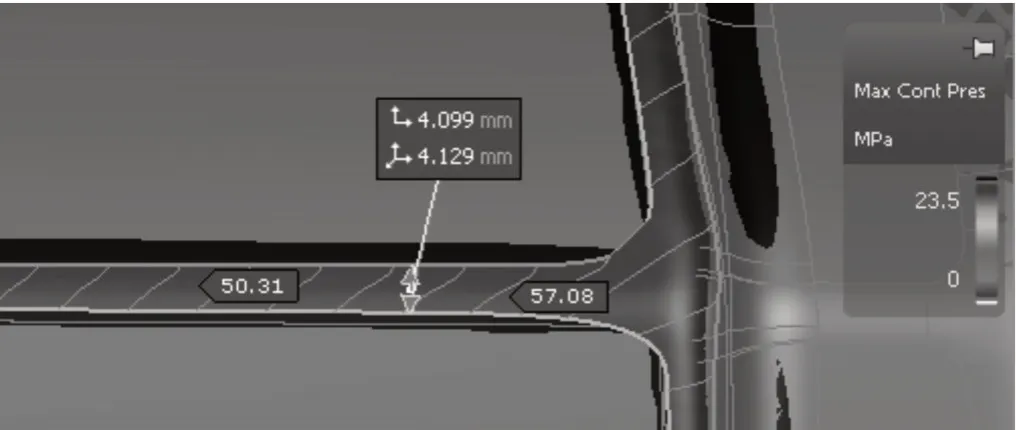
圖4 某門外板主棱線滑移和最大接觸壓力示意圖
相反如果最大接觸壓力小于屈服強度的10%,即使棱線滑移超過了R/2 圓角,實際制件滑移不會對外觀品質產生影響,如圖5所示。
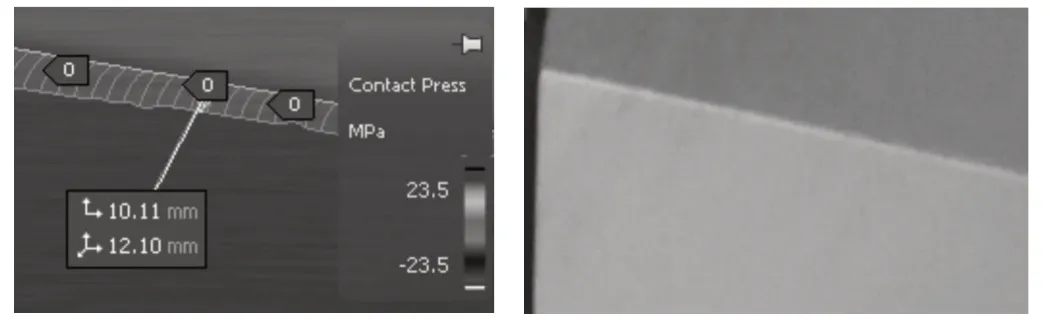
圖5 某門外板副棱線滑移和最大接觸壓力示意圖及實際滑移示意圖
通過以上3 種因素分析結果顯示,該門外板主棱線滑移一定會發生,需要提前制定預防措施。
4 門外板棱線滑移預防措施
門外板棱線滑移預防措施,常用的對策一般有以下3種:
(1)沖壓方向。制定合理的沖壓方向有利于控制棱線滑移(見圖6)。當沖壓方向將主棱線所處位置造型角度均分時(α≈β),對主棱線的滑移控制能達到最優。
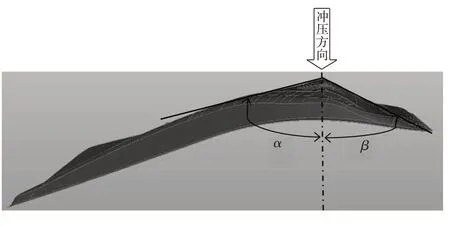
圖6 某門外板沖壓方向示意圖
(2)設置強壓。門把手區域、主副棱線區域、門外板邊緣區域在上模設置強壓,強壓量≥0.1mm,最多不超0.5mm,如圖7所示。
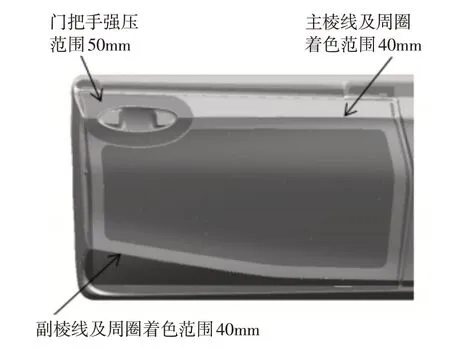
圖7 某門外板強壓著色示意圖
(3)控制材料流入。脹形類零件為了讓材料充分成形,大都采用鎖死筋,不讓材料流入,如圖8 所示。通過控制材料流入可以減少主棱線滑移量,如圖9 所示。當材料流入10mm 后,主棱線未滑出R角。
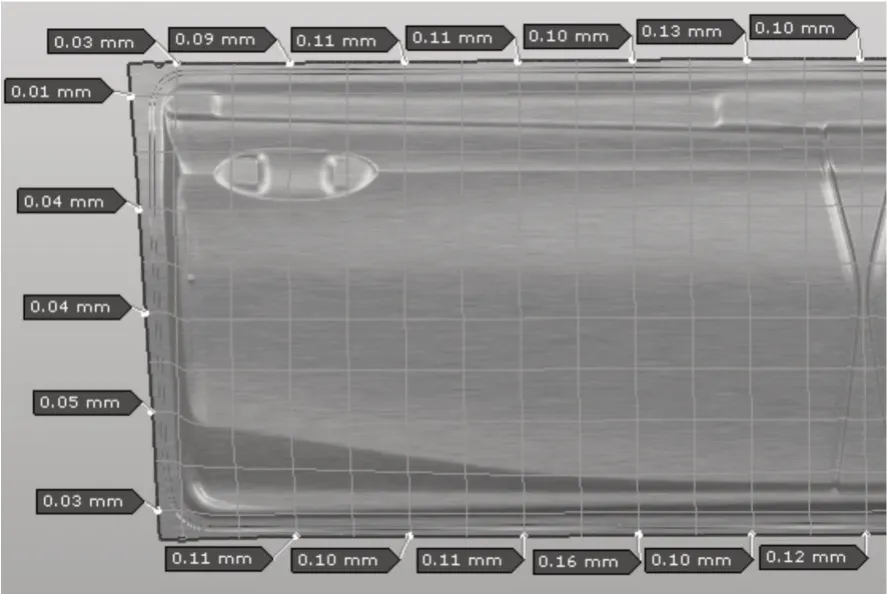
圖8 某門外板分析坯料流入量接近0示意圖

圖9 某門外板分析坯料流入主棱線滑移圖
通過以上3 種方案提前對策,現場確認出件狀態。主棱線滑移未滑出R角,從而證實預防措施行之有效,如圖10所示。

圖10 某門外板提前對策后現場實際主棱線滑移示意圖
5 結束語
針對門外板沖壓件的棱線滑移判斷及預防措施可以通過以下方案得以實現:
(1)借助計算機輔助工程對門外板成形仿真及使用滑移線(Skid Lines)、反彎曲應變(Unbending Strain)、最大接觸壓力(Maximum contact pressure)三種要素對棱線滑移進行判定。當滑移超過R/2圓角,反彎曲應變大于0.007,并且最大接觸壓力有超過屈服強度的10%,此處滑移對外觀品質產生影響,即實際滑移一定會發生,需要提前制定預防棱線滑移對策。相反,即使滑移超過R/2圓角,反彎曲應變大于0.007mm,但是最大接觸壓力未超過屈服強度的10%,此處滑移也不會對外觀品質產生影響,可作為觀察項對現場實際進行監控。
(2)沖壓工藝設計階段通過對制件沖壓方向進行優化分析,本章舉例制件在成形工序對制件可能產生的主棱線滑移進行預測,在拉伸工序制定最優的沖壓角度,利于對主棱線滑移進行管控。
(3)模具制造階段設定強壓著色標準及控制坯料流入可以有效預防棱線滑移。
猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
娃娃樂園·3-7歲綜合智能(2016年1期)2016-10-25 09:32:48
中國共青團(2015年7期)2015-12-17 01:24:38
中學生數理化·八年級物理人教版(2014年1期)2015-01-09 08:50:45
中國扶貧(2014年8期)2014-06-27 15:33:39
中國扶貧(2014年8期)2014-06-27 04:09:02
中學生數理化·八年級物理人教版(2014年2期)2014-04-02 08:50:44
能源(2014年3期)2014-03-27 09:55:20
