斷屑鉆尖后刀面的砂輪磨削位姿算法
2021-10-20 08:28:54馬玉豪丁國富
中國機械工程 2021年19期
關鍵詞:定義
馬玉豪 李 勇 江 磊 丁國富
西南交通大學機械工程學院,成都,610031
0 引言
鉆尖作為鉆頭的重要結構,具有定心、控制切屑長度與毛刺狀況的作用,并且會影響鉆頭的強度。針對不同鉆削工況,鉆尖存在多種結構形式。斷屑鉆尖是一種新型的鉆頭端齒結構,具有較高的孔底切削和斷屑能力。斷屑鉆尖結構具有三段切削刃,中心鉆尖直線刃、外側鉆尖直線刃使得切屑受力方向不同而提高斷屑性能,中間的鉆尖圓弧刃能改善鉆尖的受力情況,可減小應力集中和延長使用壽命。對應于切削刃的分段,斷屑鉆尖也存在兩個鉆尖角——較小的中心鉆尖角能提高鉆頭定心性能,較大的外側鉆尖角能減小孔的邊緣變形并改善毛刺狀況。斷屑鉆尖的各鉆尖角以及切削刃的長度,需要根據對應的加工材料、孔直徑和工藝參數確定。
斷屑鉆尖后刀面是斷屑鉆尖結構的關鍵幾何特征,也是斷屑鉆尖制造工藝的難點和重點。目前,針對刀具后刀面的磨削加工,許多學者已經進行了相關研究工作。梁志強等[1]研究了等徑向后角微細球頭銑刀刃磨工藝;張瀟然[2]研究了圓弧頭立銑刀端齒部分的刀刃曲線數學模型和磨削工藝算法模型;HAN等[3]推導出了圓弧頭立銑刀具有齒偏和齒過刃線的數學模型以及端齒前后刀面砂輪磨削軌跡;孫曉軍等[4]對球頭立銑刀進行了數學建模,將各個加工部位參數化,提出了高精度后刀面加工算法;劉長玲[5]研究了球頭立銑刀的前刀面、兩個后刀面以及螺旋槽的加工方法;CHENG等[6]構建了具有齒偏心中心的球頭S形刃線數學模型,并通過仿真軟件與實際機床進行了驗證;賓鴻贊等[7]提出了一種采用CBN球面砂輪數控磨削復雜形狀刀具的新磨削加工工藝,實現了球頭銑刀不同形狀刀體接合處前刀面的光滑過渡;周焱強等[8]建立了鉆頭圓錐面后刀面的數學模型;房晨等[9]利用三維軟件建立了鉆頭模型,并利用錐面刃磨法對鉆頭后刀面磨削軌跡進行了研究;易格等[10]建立了鉆削功率與鉆頭后刀面幾何參數之間的關系模型。目前,人們對常規鉆尖及立銑刀端齒前后刀面磨削工藝的研究已較為成熟,然而針對斷屑鉆尖后刀面的磨削工藝研究還不完善,且相關文獻報道較少。
本文針對斷屑鉆尖后刀面砂輪磨削位姿進行數學建模,根據工程應用要求和砂輪運動約束條件,借助于運動學理論和坐標變換矩陣,給出了斷屑鉆尖后刀面的砂輪磨削位姿算法,提高了斷屑鉆頭的斷屑性能與制造精度。
1 斷屑鉆尖后刀面的結構參數定義
為了完整準確地描述斷屑鉆尖后刀面結構,定義以下結構參數:①中心鉆尖角χ(即中心鉆尖直線刃線繞鉆頭軸線回轉所形成的錐角);②外側鉆尖角θ(即外側鉆尖直線刃線繞鉆頭軸線回轉所形成的錐角);③中心鉆尖直徑D(即兩直線刃線理論交點繞鉆頭軸線回轉所形成的圓輪廓直徑;④外側鉆尖直徑D1(即外側鉆尖直線刃線與周齒螺旋刃的交點繞鉆頭軸線回轉所形成的圓輪廓直徑;⑤鉆頭周刃長度Lw(即周齒沿鉆頭軸線方向的長度);⑥鉆尖圓弧半徑r(即鉆尖圓弧刃線的圓弧半徑);⑦錐度角κ(即周齒回轉輪廓母線與鉆頭軸線的夾角);⑧周刃螺旋角β(即周齒回轉輪廓母線與周齒刃線切矢的夾角);⑨后角λ(即后刀面在刃線法截面的輪廓與鉆頭軸線法截面的夾角);⑩后刀面寬度W(即后刀面在刃線法截面的輪廓長度)。其中參數①~⑧如圖1所示,參數⑨、⑩如圖2所示。
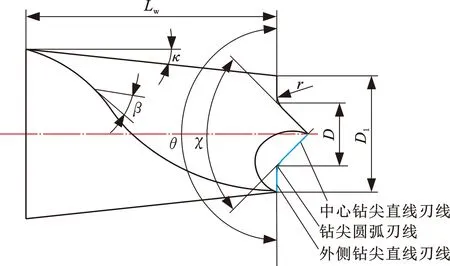
圖1 斷屑鉆尖后刀面結構示意圖Fig.1 Structural diagram of flank face of cutting-breaking drill tip
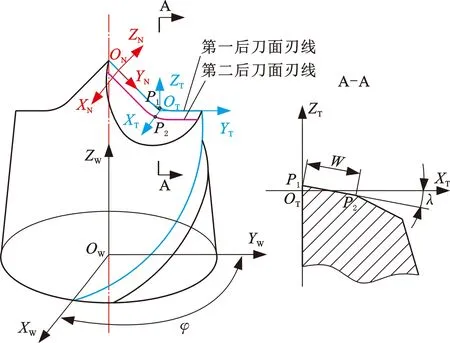
圖2 后刀面剖面及坐標系Fig.2 Profile of flank face and coordinate systems
由以上部分結構參數可推導出周齒回轉角φ(即周齒螺旋刃從尾部起點至斷屑鉆尖后刀面終點的繞鉆頭軸線回轉角度),如圖2所示。周齒回轉角的計算表達式為
(1)
2 坐標系定義及變換
2.1 坐標系定義
為了便于斷屑鉆尖三段刃線的參數化建模以及砂輪磨削位置和姿態的描述,建立圖2所示的三個坐標系。
(1)工件坐標系OWXWYWZW:原點OW位于鉆頭尾端圓心,坐標軸ZW為鉆頭軸線,坐標軸XW由原點OW指向周齒刃線起點。為了便于工具磨床后置處理,砂輪磨削軌跡的刀位坐標都需要在工件坐標系下進行描述。
(2)鉆尖坐標系OTXTYTZT:原點OT位于兩直線刃的理論交點,坐標軸ZT平行于坐標軸ZT,坐標軸XT垂直于第一后刀面刃線與鉆頭軸線所在的平面。刃線數學模型的建立以及砂輪磨削姿態的完整定義均基于鉆尖坐標系。
(3)刃線法截面坐標系ONXNYNZN:原點ON位于第一后刀面刃線上,坐標軸XN與坐標軸XT平行,坐標軸YN為原點ON處的刃線切線。該坐標系為浮動坐標系,用以約束砂輪的磨削姿態。
2.2 坐標系變換矩陣構建
為了便于采用運動學理論進行砂輪磨削位姿的求解,本文構建了如下齊次坐標變換矩陣。
(1)由刃線法截面坐標系到鉆尖坐標系的變換矩陣MN→T。該變換矩陣的描述為,刃線法截面坐標系先繞XN軸旋轉至與鉆尖坐標系平行,再平移至與鉆尖坐標系重合。定義第一后刀面刃線上任意點P1的坐標在鉆尖坐標系下的表達為P1_T,即
(2)
則變換矩陣MN→T可表示為
(3)
其中,Ag為點P1的刃線切矢與坐標軸YT的夾角。當點P1位于不同刃線段時,夾角Ag的計算方式不同:
當點P1位于外側鉆尖直線刃線段時,有
(4)
當點P1位于鉆尖圓弧刃線段時,有
(5)
當點P1位于中心鉆尖直線刃線段時,有
(6)
(2)由鉆尖坐標系變換到工件坐標系的變換矩陣MT→W。該變換矩陣的描述為,鉆尖坐標系先繞坐標軸ZT旋轉回轉角φ與工件坐標系平行,再平移至與工件坐標系重合。則變換矩陣MT→W可表示為
(7)
3 斷屑鉆尖刃線的數學建模
由鉆尖坐標系的定義可知斷屑鉆尖刃線位于坐標平面OTYTZT內,則斷屑鉆尖刃線可分段表達為如下三個數學模型。
(1)外側鉆尖直線刃線的數學模型。在鉆尖坐標系下,外側鉆尖直線刃線上任意點P1的坐標可表達為
(8)
(2)鉆尖圓弧刃線的數學模型。在鉆尖坐標系下,鉆尖圓弧刃線上任意點P1的坐標可表達為
(9)
y2≤yP1_T≤y1
(3)中心鉆尖直線刃線的數學模型。在鉆尖坐標系下,中心鉆尖直線刃線上任意點P1的坐標可表達為
(10)
為了減少后刀面摩擦,斷屑鉆尖可能存在多個后刀面。在鉆尖坐標系下,本文通過對上述后刀面鉆尖刃線模型進行擴展,以滿足第二、三后刀面的幾何定義。如圖2所示,第二后刀面刃線只需根據第一后角和第一后刀面寬度在鉆尖坐標系下將第一后刀面刃線進行偏移即可,則第二后刀面刃線上任意點P2的坐標在鉆尖坐標系下可表達為
(11)
以此類推,可得到第三后刀面刃線上任意點的坐標表達式。
4 砂輪磨削軌跡的位姿計算
4.1 砂輪磨削姿態定義
刀具后刀面的磨削工藝通常采用11V9碗形砂輪,本文以砂輪軸矢量Fg(即碗形砂輪大端圓心指向小端圓心的方向矢量)描述砂輪的磨削姿態。為了保證磨削過程中砂輪姿態的一致性,如圖3所示,在鉆尖坐標系下定義砂輪初始磨削姿態,包含如下兩個約束條件:①砂輪大端圓切矢F1與后刀面在刃線法截面的輪廓重合;②砂輪軸矢量Fg與刃線上點P1處的后刀面垂直。
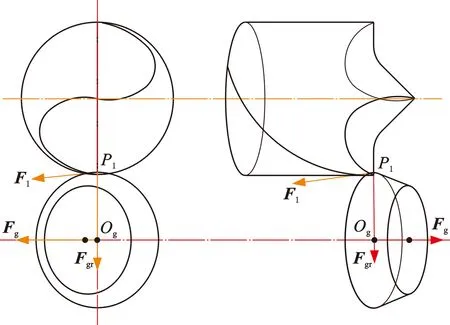
圖3 砂輪初始磨削姿態Fig.3 Initial grinding pose of grinding wheel
由上述定義,切矢F1在刃線法截面坐標系下可表達為
(12)
在鉆尖坐標系下可表達為
F1_T=MN→TF1_N
(13)
砂輪軸矢量Fg在鉆尖坐標系下可表達為
Fg_T=F1_T×FY_T
(14)
其中,FY_T為坐標軸YT的單位矢量。
定義刃線上點P1指向砂輪圓心Og的徑向矢量為Fgr,它在鉆尖坐標系下可表達為
Fgr_T=Fg_T×F1_T
(15)
為了避免實際磨削過程的干涉問題,在砂輪初始磨削姿態的約束下,本文引入磨削抬角δg。定義抬角δg為砂輪繞矢量F1旋轉的角度,在保證后刀面磨削精度的基礎上,使砂輪的磨削姿態具有一定的調整空間,如圖4所示。
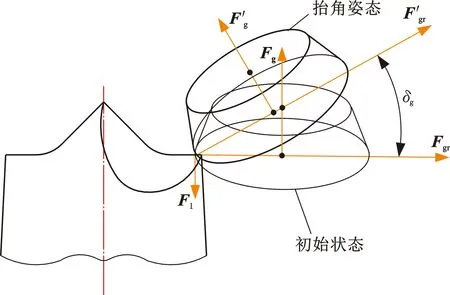
圖4 增加抬角后的砂輪磨削姿態Fig.4 Grinding pose of grinding wheel with lifting angle
定義繞空間任一單位矢量N(Nx,Ng,Nz)旋轉角度α的變換矩陣為

(16)

F′g_T=Rot(F1_T,δg)Fg_T
(17)
F′gr_T=Rot(F1_T,δg)Fgr_T
(18)
4.2 砂輪磨削軌跡計算
以砂輪大端面圓心點Og的坐標描述砂輪磨削位置,其約束條件為磨削過程中砂輪的大端圓始終與刃線接觸。以第一后刀面磨削為例,圓心點Og在鉆尖坐標系下可表達為
(19)
其中,Rg為砂輪大端面圓周半徑。
4.3 砂輪磨削刀位點計算

Og_W=MT→WOg_T
(20)
(21)
5 加工驗證

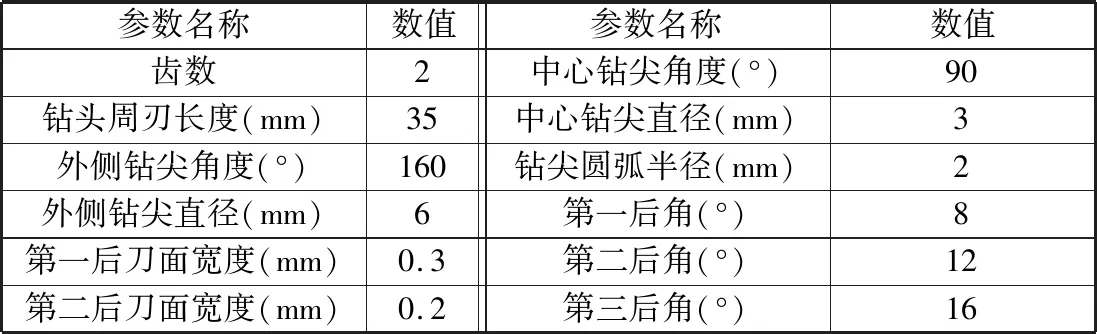
表1 斷屑鉆尖后刀面的結構設計參數Tab.1 Structural design parameters of flank face of cutting-breaking drill tip

表2 斷屑鉆尖后刀面的磨削工藝參數Tab.2 Grinding processing parameters of flank face of cutting-breaking drill tip
實際磨削的斷屑鉆尖后刀面如圖5所示。為進一步驗證所提算法的計算準確性,利用某PG1000刀具檢測儀對實物的結構進行了測量,檢測數據如表3所示。
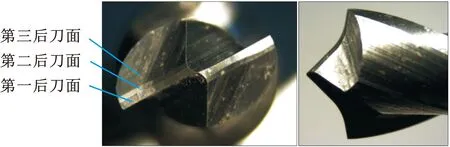
圖5 斷屑鉆尖后刀面的實際磨削結果Fig.5 Actual grinding result of flank face of cutting-breaking drill tip
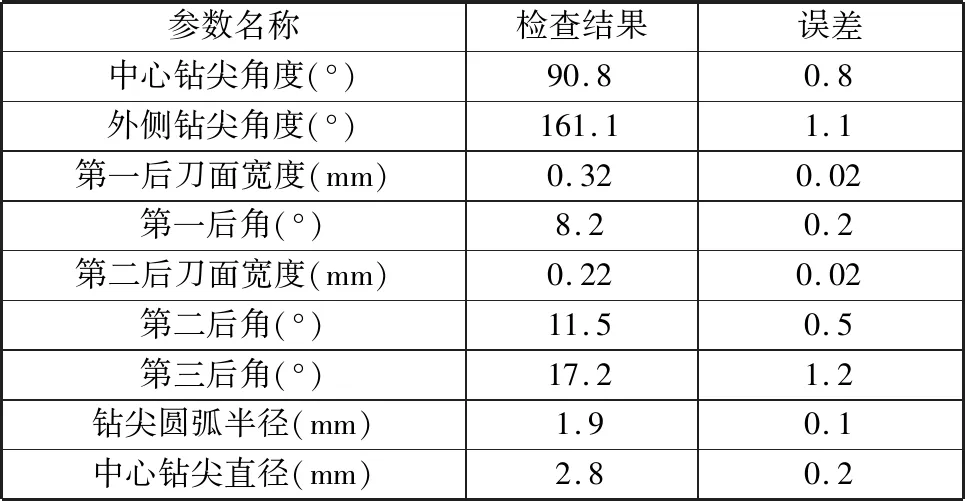
表3 斷屑鉆尖后刀面的實際測量結果Tab.3 Actual measurement result of flank face of cutting-breaking drill tip
測量結果表明,所提出的砂輪磨削位姿算法可基本滿足斷屑鉆尖后刀面的設計和加工要求,但由于砂輪微量磨損導致磨削點發生偏移,使得實際后角和后刀面寬度還存在微小誤差,可以通過相應的補償方式來進一步提高加工精度。
6 結語
對斷屑鉆尖后刀面的結構參數以及相關坐標系進行了定義,建立了鉆尖后刀面刃線的數學模型;應用運動學原理并基于磨削工藝的約束條件,推導出了基于工件坐標系的砂輪磨削位置和姿態求解的數學模型;通過實際加工和測量,驗證了所提砂輪磨削位姿算法的有效性。所提算法可應用于斷屑鉆尖多重后刀面加工,并可靈活調整砂輪磨削姿態。
猜你喜歡
幼兒教育·父母孩子版(2022年4期)2022-05-08 21:35:35
中學生數理化(高中版.高考數學)(2021年3期)2021-06-09 06:09:14
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:38
中學生數理化(高中版.高二數學)(2021年2期)2021-03-19 08:54:04
海峽姐妹(2020年9期)2021-01-04 01:35:44
華人時刊(2020年13期)2020-09-25 08:21:32
VOGUE服飾與美容(2020年9期)2020-09-02 14:47:26
山東青年(2016年1期)2016-02-28 14:25:25
汽車維護與修理(2015年6期)2015-02-28 12:16:55
當代修辭學(2014年3期)2014-01-21 02:30:44