撈渣機鏈條在線更換技術
2021-10-24 08:50:58梁世超
工程技術研究 2021年16期
梁世超
大唐國際托克托發電有限責任公司,內蒙古 呼和浩特 010206
考慮到不停爐工況下人員作業環境的危險性大、作業時間長,鍋爐工況調整難度大,機組排放的煙塵、二氧化硫、氮氧化物等污染物排放指標易受到鍋爐工況變化的干擾而發生異常等因素的制約,目前大型火力發電廠中刮板撈渣機的輸送鏈條在線更換技術的應用并不普遍。但隨著火電機組配煤摻燒的持續深入開展,撈渣機運行條件惡化、鏈條使用壽命周期縮短,撈渣機鏈條在線更換會逐漸成為一項不可避免的工作。
1 濕式除渣系統概述
發電機組鍋爐除渣系統(見圖1)采用水浸式刮板撈渣機。撈渣機槽體上方設3個冷渣斗,并分別安裝一組液壓關斷門,用于故障檢修時通過關閉液壓關斷門,保證爐內焦渣不堆積在槽體內部,關斷門關閉時可承載鍋爐滿負荷狀態下4h的渣量。撈渣機頭部采用CB280型液壓馬達驅動輸送鏈運行,輸送鏈規格為?34mm×136mm圓鏈條,單側全長125m,兩側鏈條間裝設110塊刮板。撈渣機正常出力時干渣計算為20t/h,最大出力時干渣計算為60t/h;正常出力時刮板速度為2m/min,最大出力時刮板速度為3.5m/min。正常出力情況下輸送鏈條使用壽命為5年。
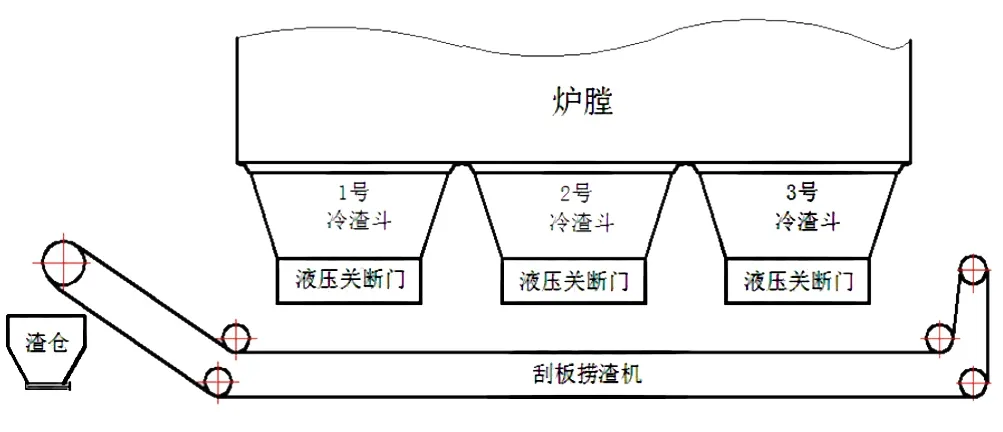
圖1 濕式除渣系統
2 鏈條在線更換的必要性
在大型火力發電廠中,撈渣機是鍋爐機械排渣的主要設備。撈渣機通過輸送鏈條帶動刮板完成爐渣輸送,輸送鏈條的耐磨性能成為影響撈渣機運行穩定性的重要因素之一。以?34mm×136mm規格的圓鏈條為例,其鏈環的耐磨滲碳層厚度為直徑的10%,即3.4mm,當滲碳層完全磨損、鏈條鏈環直徑不足30.6mm時,其磨損速度就會加快,設備不穩定性增加,甚至可能出現斷鏈風險。
因為撈渣機鏈條更換需要較長的檢修時間,所以一般會結合機組臨停機會進行,工期為3d左右。通過提前策劃停爐檢修時間和計算鏈條使用壽命周期,基本可以實現對磨損嚴重鏈條的及時更換。但近年來,隨著火電機組配煤摻燒工作的持續深入開展,鍋爐產渣量增加,撈渣機運行速度加快,導致撈渣機鏈條使用壽命周期縮短,且面對日趨嚴峻的生產經營形式,機組主動停運檢修顯得愈發奢侈。在各種矛盾之下,不停爐工況下的撈渣機鏈條更換就成了一項必須研究的技術。
3 鏈條在線更換的必要條件
在不停爐工況下更換撈渣機鏈條,不僅要考慮開關液壓關斷門過程中爐底漏風增加、爐膛燃燒不穩定、機組污染物排放可能超標的風險因素,還要考慮受關斷門自身承載能力限制,納入檢修時間較短的難度因素,更要考慮分段更換鏈條過程中新鏈條與舊驅動齒嚙合程度不良的不穩定因素。因此,為了保證施工順利進行,施工前需對以下必要條件進行核對,并做可行性評價。
(1)除塵系統、脫硫、脫硝設備可靠性較高。要保證電除塵電場投運率,需適當加大除塵器電流、電壓等運行參數,減少電場降壓振打頻次;還要提前做好機組污染物排放監測表計校驗工作,將鍋爐工況變化產生的影響降到最低,避免出現污染物超標排放現象。
(2)液壓關斷門系統可靠性較高。因為檢修期間需關閉液壓關斷門,所以要提前完成液壓關斷門的試運,排除關斷門液壓系統缺陷,確認關斷門關閉程度良好。同時,可以根據關斷門的關閉程度制定檢修允許時長。如果液壓關斷門無法正常關閉,檢修過程中鍋爐產生的爐渣將大量落入撈渣機槽體,使檢修后的撈渣機由于過負荷無法啟動,鏈條在線更換工作就無法開展。
(3)舊鏈條兩側無明顯的磨損偏差,舊驅動鏈輪鏈齒磨損量較小。舊鏈條兩側磨損要相對一致,無嚴重的長度偏差是在線更換鏈條的首要前提條件。如出現兩側鏈條長度偏差較大的情況,在試運過程中就可能會出現在驅動齒、張緊輪等位置脫鏈的情況。同時,由于驅動鏈輪鏈齒更換需要的時間較長,無法與鏈條同時更換,因此更換鏈條前應確認舊驅動鏈輪鏈齒磨損不能過于嚴重,以免鏈條更換后出現鏈齒配合不良的情況,導致嚴重事故。
4 鏈條在線更換的施工方案
檢修開始前,將機組負荷降至300~400MW,停止撈渣機運行,并將撈渣機尾部液壓張緊裝置泄壓,關閉槽體上方液壓關斷門。整體更換工作分5次進行,每次檢修時間控制在4h以內。通過兩側舊鏈條的成對割除并將新鏈條對應接入鏈圈內的方式,每次同時更換兩側鏈條各25m,每次更換完成后打開液壓關斷門,待機組負荷恢復、撈渣機運行不少于8h后,再進行下一次更換,直至全部更換完成。
5 鏈條在線更換的操作要點
在機組不停運工況下開展更換撈渣機鏈條工作,技術要求重點從機組污染物排放的控制、施工人員的安全、施工過程的重點要求和恢復階段操作的注意事項四個方面制定,以保證檢修期間機組運行穩定,污染物排放達標,人員安全、設備啟動后保持穩定運行。
5.1 污染物排放控制方面
檢修期間科學安排配煤摻燒,選擇煤質灰分較低且灰熔點稍高的配煤方案,減少煙氣灰分大量增多和受熱面大量結焦的可能性。液壓關斷門關閉后,爐底漏風風險增加,檢修期間要全程控制煙氣含氧量參數保持在較低水平,減少氧量變化對機組粉塵排放濃度的影響,避免機組出現負荷變化率、總風量、煤量大幅變化的情況,火檢不穩定時將等離子磨煤機拉弧穩燃。機組低負荷運行期間,盡量控制避免上層磨煤投入燃燒,保持下層4臺磨運行,減少對機組粉塵、氮氧化物排放濃度指標的擾動。當脫硝入口氮氧化物濃度超過500mg/Nm3或機組粉塵顆粒物濃度超過8mg/Nm3時,可適當降低鍋爐總風量,啟動多臺脫硫漿液循環泵運行。機組負荷在300MW以上時,總風量不低于1200t/h;機組負荷在300MW以下時,總風量不低于1000t/h。
5.2 施工人員安全方面
檢修工作開始前需在撈渣機槽體兩側1.5m區域的上方嚴密搭設防止渣水外濺燙傷人員的防護棚,所有檢修人員均在防護棚下方工作。每次施工開始前,要提前做好機組受熱面吹灰工作,檢修工作開始后停止吹灰。檢修現場準備涼水、剪刀和簡單的包扎、消炎藥品,做足灼燙傷應急處置的準備工作。
液壓關斷門全部關閉以后,確認鍋爐燃燒穩定,保持爐膛壓力為-50Pa運行。液壓關斷門開啟過程中,要疏散撈渣機周邊人員,運行人員穿防燙服操作液壓關斷門,做到逐一渣井緩慢操作。
5.3 施工操作過程重點要求
撈渣機鏈條一般為成對配套生產,配對鏈條的長度誤差小于0.05%,每10m長的鏈條配對后的長度誤差小于5mm。配對的鏈條會捆扎在一起或在第一個鏈環涂同色油漆,故鏈條更換時也必須配對更換。更換過程中兩側鏈環數量要保持一致;安裝刮板時,還需逐個確認刮板方向及刮板間兩側鏈環數一致,避免出現扭鏈、脫鏈現象。同時,盡量避免截斷鏈條、減少接鏈環的使用數量。
5.4 恢復階段注意事項
由于爐渣顆粒較細,且關斷門存在不同程度的關閉不嚴密情況,部分爐渣會從關斷門縫隙流出,撈渣機啟動時可能出現渣量過大的情況。更換工作完成后采取隔離措施恢復操作時,要提前準備好現場高壓水源(一般采用就地消防水源),當撈渣機啟動后,大量爐渣堆積在槽體上升仰角處時,使用高壓水源將部分堆積的爐渣沖入槽體內,以緩解短時間內出現的撈渣機油壓偏高的情況。開啟液壓關斷門的操作過程中,要控制開啟速度,由尾部渣井開始逐一開啟,觀察到撈渣機渣量減少、油壓下降后再開啟下一組。另外,液壓張緊壓力不宜過高,張緊程度以爬坡段外導輪與鏈條接觸為標準。撈渣機啟動后,要保證鏈條沖洗水水壓充足。撈渣機啟動正常后,重點關注新鏈條與原驅動齒嚙合情況,如出現驅動齒與鏈條間的嚴重掛鏈情況,需及時停運撈渣機或用大錘手動分離鏈條。一般磨合10~15d后,鏈條與驅動齒的嚙合情況會得到好轉。
6 結束語
刮板撈渣機是鍋爐側重要的單輔機設備,輸送鏈條則是撈渣機最重要的部件之一,也是撈渣機最易磨損、損壞的部件,可以說鏈條的健康程度直接影響機組的穩定運行。在深度配煤摻燒和火力發電嚴峻的生產經營形式的雙重影響下,撈渣機鏈條在線更換技術的應用頻率必然會相應增加。實踐證明,撈渣機鏈條在線更換是可行的,只要通過科學合理的組織、策劃,是可以規避作業風險、達成檢修目的的。此技術的應用,將有利于提高撈渣機運行的質量和經濟性。