全自動制丸機出條嘴對中藥丸劑成型的影響
2021-10-26 12:07:18李淞明詹常森
中成藥 2021年10期
關鍵詞:中藥
王 玲, 李淞明, 詹常森
(上海和黃藥業有限公司,上海中藥固體制劑創新工程技術研究中心,上海 201401)
*通信作者:詹常森(1968—),男,博士,高級工程師,從事中藥現代化和成果轉化研究。Tel:(021)62509065,E-mail:zhanchangsen@ shpl.com.cn
上世紀90年代開始,中藥制劑工作者一直致力于中藥丸劑尤其是直徑4~12 mm中藥水丸、水蜜丸和小蜜丸的機械化、自動化生產,經過數十年的研究和改進,制丸生產線已應用于國內多家中藥企業丸劑的生產[1-3]。
制丸機制備中藥丸劑依次經過“混合煉制—制丸成型—濕丸干燥—打光包衣”等4個過程,在“制丸成型”過程中,丸條表面粗糙、斷裂、丸粒表面粗糙,有臍點或凹陷,呈紡錘形或破裂等現象,導致丸劑外觀圓整度較差,丸重差異超標等質量問題時有出現,這主要與軟材性質、物料所受到的壓力,出條嘴與制丸刀刀槽的匹配程度有關[4],軟材的性質主要與處方有關[5-6],中藥處方千差萬別,組成中藥復方的藥材性質各不相同,影響軟材性質的因素多種多樣[7],通常需個性化調整,而物料所受到的壓力,出條嘴與制丸刀刀槽的匹配程度主要與出條嘴和制丸刀的選擇高度相關,是制丸中的共性因素,對不同中藥丸劑的制備更具有通用性,本課題組在多年的中藥自動化制丸工藝研究中也證實了這一點,本文就物料受到壓力和出條嘴與制丸刀刀槽的匹配程度對丸條斷裂和丸藥圓整度的影響進行了研究和探討。
1 材料
YUJ-16B臺式制丸機(甘肅天水華圓制藥器械有限公司);Microtrac PartAn 3D粒徑測試儀(美國麥奇克公司);CT-3質構儀(美國博勒飛公司)。中藥制劑粉末處方1(含熟地、茯苓、磁石、柴胡等);中藥制劑粉末處方2(含川貝、半夏等);中藥制劑粉末處方3(含金礞石、沉香、黃芩、熟大黃等);中藥制劑粉末處方4(含黨參、白術、炙黃芪、炙甘草等);中藥制劑粉末處方5(含丹參、當歸、五味子,麥冬等);中藥制劑粉末處方6(含柏子仁、黨參、炙黃芪、川芎、當歸等);中藥制劑粉末處方7(含朱砂、黃連、炙甘草、生地黃等),以上制劑粉末均過80目篩,由上海和黃藥業有限公司生產。
2 方法與結果
2.1 丸條斷裂改善研究 取中藥制劑粉末200 g,按照處方加入適量的粘合劑,混合均勻,既可制備軟才,將軟材投至制丸機料倉中,利用螺旋推料器及料倉翻板把軟材從出條嘴中擠出成圓柱形長條,丸條制丸的成型性與物料所受到的壓力密切相關。出條嘴內徑和長度影響軟材受到的壓力,一般根據濕丸的重量選擇出條嘴內徑,因此通常調節出條嘴長度來調節軟材受到的壓力,使丸條物理性質利于藥丸成型。
質構儀原理是模擬人的觸感,分析檢測在力作用下食品物理性質的儀器[6],在食品評價中量化感官評價指標。由于它可以反映物料內在的物理特性,故目前也越來越多地用于藥物開發過程中制劑處方的評價[8-11]。取中藥制劑粉末處方1與適量的水混合制軟材,投入制丸機煉藥2次,分別取長度為10、15、20、25、30、35 mm,內徑5.0 mm的出條嘴制丸,觀察出條情況,并采用質構儀對丸條進行拉伸測試。截取10 cm樣品進行測定,探頭為TA3/100;夾具為TA-DGA;測前速度為1 mm/s;測試速度為0.5 mm/s;測后速度為4.5 mm/s;拉伸距離為20 mm;觸發點負載為5 g,曲線的最高點為丸條斷裂處,該點所對應的橫向距離和縱向壓力表明丸條的抗拉強度,用距離/丸條原始長度×100計算丸條斷裂拉伸率,斷裂拉伸率、最大應力越高,表明丸條抗拉伸能力越強,丸條拉伸測試曲線見圖1,制備情況見表1。
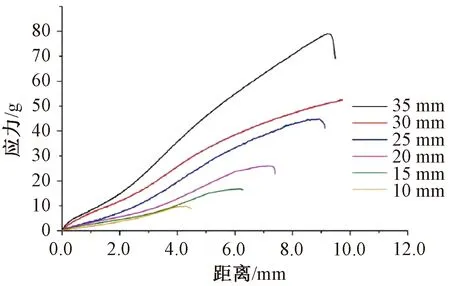
圖1 不同長度出條嘴制備丸條拉伸測試應力曲線

表1 不同長度出條嘴制備丸條情況
由此可知,隨著出條嘴長度的增加,丸條抗拉伸能力增強,在35 mm時雖然有最好的抗拉伸能力,但由于壓力偏大,出條速度變慢,導致丸條易拉扯變細;在30 mm時丸條光滑不斷,出條速度適中,適宜制丸。
2.2 圓整度改善研究 丸條被導輪輸送至制丸刀切斷,搓圓,搓丸工作原理為制丸刀表面有半圓形刀槽,左右刀具齒輪重合后呈圓形,在相向和前后運動下,將切斷的丸條搓圓,控制藥丸的形狀。廠家建議,制丸刀槽直徑比出條嘴直徑大0.2~0.3 mm制丸,但所得藥丸圓整度較差,重量差異超標現象時有發生,故需對出條嘴和制丸刀刀槽匹配情況進行研究。
取中藥制劑粉末處方1和適量水混合制丸,出條嘴內徑為5.0 mm,出條嘴長度為30 mm,制丸刀刀槽直徑分別選取5.0、5.1、5.2、5.3、5.4、5.5 mm,采用Microtrac PartAn 3D粒徑測試儀對丸藥進行分析,發現圓整度在0.95~1.05之間,表明藥丸球形度較好,并進行重量差異檢查,標示丸重1.0 g/10丸,限度±9%,結果見表2,丸藥外觀見圖2。
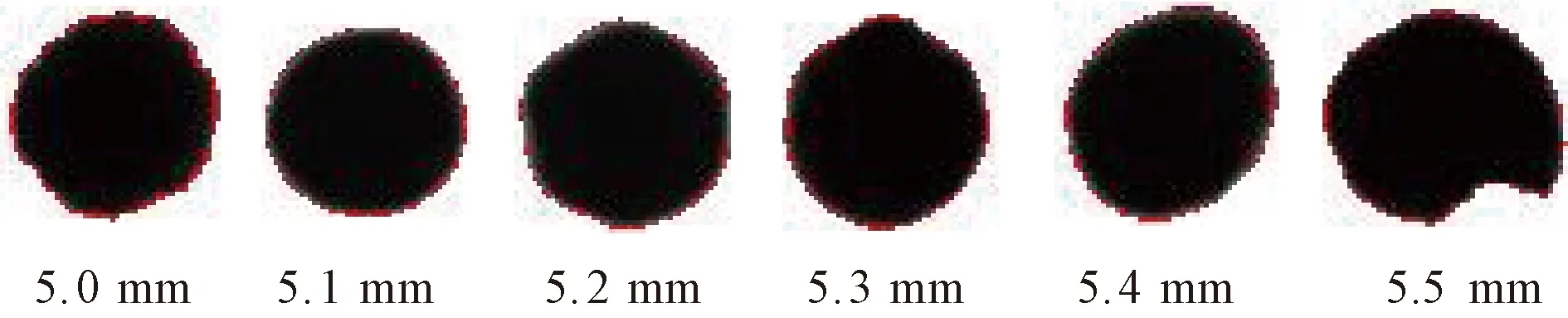
圖2 不同刀槽直徑制備藥丸3D圖像

表2 不同制丸刀制丸情況
由此可知,當刀槽直徑大于出條嘴0.4 mm以上時,圓整度差,重量差異檢查超標;為5.0、5.3 mm時,雖然重量差異檢查合格,但藥丸圓整度較差;當制丸刀大于出條嘴0.1 mm,即為5.1 mm時,藥丸圓整度、重量差異檢查最優,其次為5.2 mm。
2.3 制丸參數適用性研究 取中藥制劑粉末處方2~7適量,按照處方要求投入適量的黏合劑制軟材,制丸,根據丸重要求選取合適內徑的出條嘴,長度均為30 mm,制丸刀直徑均比出條嘴內徑大0.1 mm,測定丸條斷裂拉伸率、藥丸圓整度和重量差異,結果見表3。

表3 不同處方制丸情況
由此可知,制劑處方在不同制丸內徑下,當出條嘴長度為30 mm,刀槽直徑大于出條嘴0.1 mm時,均可制備外觀、重量差異合格的藥丸。
3 討論與結論
通過本實驗研究,首先以制劑處方1為研究對象,探討了采用全自動制丸機制備中藥丸劑中遇到了一些共性問題,丸條斷裂和圓整度較差,通過調節出條嘴的長度以及與制丸刀刀槽的匹配度可以有效解決該問題,確定出條嘴長度為30 mm,刀槽直徑為大于出條嘴直徑0.1 mm,并將該參數運用于其他6個丸劑的制備,均取得了較好的效果。
利用質構儀、3D粒徑儀對丸條的抗張強度、圓整度等指標進行了量化表征,結合感官評價,對制丸情況評價更為客觀。
本次研究采用的制劑處方有纖維性強、含有礦石等粘性較差的處方,也有含糖量較高,粘性較強的處方,涵蓋水丸、水蜜丸以及小蜜丸,處方和劑型均有一定的代表性,為丸劑的生產開發提供參考。
猜你喜歡
中老年保健(2021年5期)2021-12-02 15:48:21
中老年保健(2021年4期)2021-12-01 11:19:40
中老年保健(2021年4期)2021-08-22 07:08:32
中國現代中藥(2020年10期)2020-12-16 08:53:18
金橋(2020年7期)2020-08-13 03:07:00
基層中醫藥(2020年12期)2020-07-22 06:34:38
中國現代中藥(2020年4期)2020-06-10 09:56:34
基層中醫藥(2018年6期)2018-08-29 01:20:20
長春中醫藥大學學報(2017年1期)2017-04-16 05:56:49
肝博士(2015年2期)2015-02-27 10:49:49
