某直升機連接螺栓斷裂原因
2021-10-28 01:35:14林楚新孫國峰
理化檢驗(物理分冊) 2021年10期
林楚新, 林 森, 孫國峰
(1.中國航發湖南動力機械研究所, 株洲 412002;2.湖南大學 汽車車身先進設計與制造國家重點實驗室, 長沙 410082;3.浙江國檢檢測技術股份有限公司, 嘉興 314300)
35Ni4Cr2MoA鋼作為一種超高強度合金鋼在航空工業領域中有重要作用[1]。該鋼中的合金元素鎳、鉻、鉬使鋼的過冷奧氏體穩定、淬透性好。35Ni4Cr2MoA鋼主要用于制造承受疲勞載荷的關鍵部件,如重要軸類、對接接頭、螺栓及飛機起落架等[2-5]。
某型號直升機尾減速器內側鈦合金側壓板在試車時,3件特制高強度連接螺栓發生了斷裂,該螺栓的制造工藝流程:下料→鐓頭→熱處理(鹽浴淬火+回火)→車削→滾壓螺紋→磨削→探傷→清洗→鍍鉻→包裝。螺栓強度要求為1 760~2 010 MPa,硬度要求為48~55 HRC,試驗安裝力矩為50 N·m。試驗前內側壓板部件如圖1所示,螺栓對稱布置于內側壓板上,內側壓板整體受力狀況見表1。繞z軸旋轉的彎矩和繞z軸旋轉的剪切力作用疊加,當旋轉至120°相位時,z軸扭矩最大。
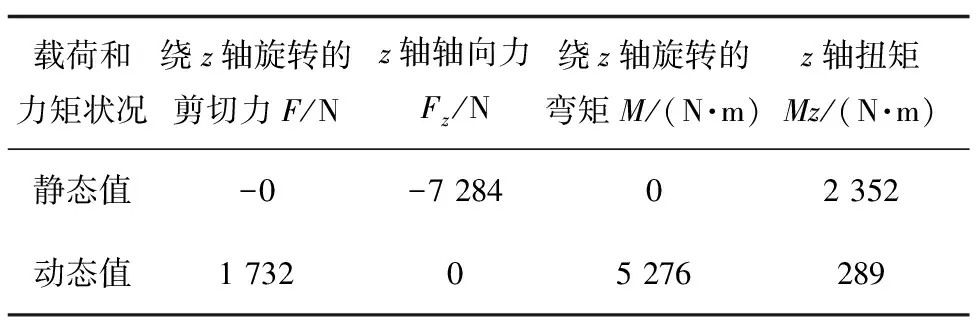
表1 內側壓板受力狀況Tab.1 Stress conditions of inner pressing plate
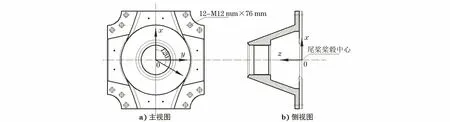
圖1 連接螺栓安裝位置示意圖Fig.1 Schematic diagram of installation position of the connecting bolts: a) frant view; b) side view
筆者將螺栓殘件帶回,進行了一系列檢驗和分析,并且追溯了生產檔案,旨在對該批次螺栓斷裂事故進行原因分析并提出有效的改進和預防措施。
1 理化檢驗
1.1 宏觀觀察
為了便于分析,將斷裂螺栓編號為1~3號。斷裂螺栓的外觀形貌如圖2所示,3件螺栓均斷裂于光桿部位。由圖2可知,螺栓斷面潔凈,未見氧化、腐蝕跡象,根據放射狀裂紋收斂方向可判斷裂紋源均位于螺桿表面,其中1號和2號斷裂螺栓的裂紋源區附近可見明顯的弧形擴展特征。1號和2號斷裂螺栓的斷面平坦、顏色發暗,整體表現為疲勞斷裂。3號斷裂螺栓的斷面亦平坦,斷裂源區位于剪切唇對面,同樣表現為疲勞斷裂。
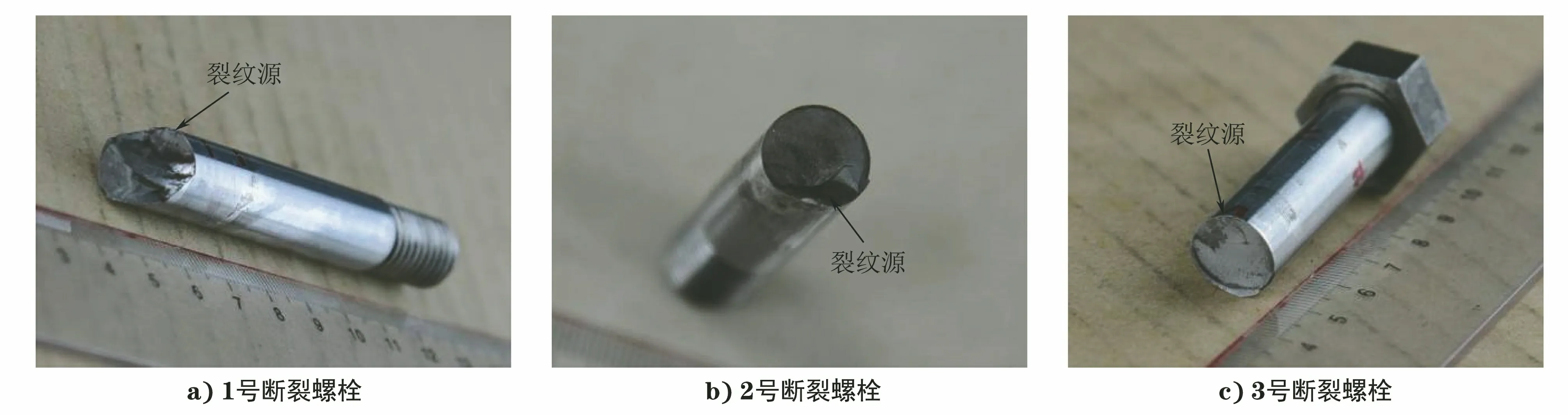
圖2 斷裂連接螺栓宏觀形貌Fig.2 Macro morphology of the fractured connecting bolts: a) the fractured bolt No.1; b) the fractured bolt No.2; c) the fractured bolt No.3
將上述3件斷裂螺栓的裂紋源置于體視顯微鏡下進行觀察,如圖3所示,可見裂紋源處的螺栓表面鍍鉻層均有明顯的擠壓損傷痕跡。
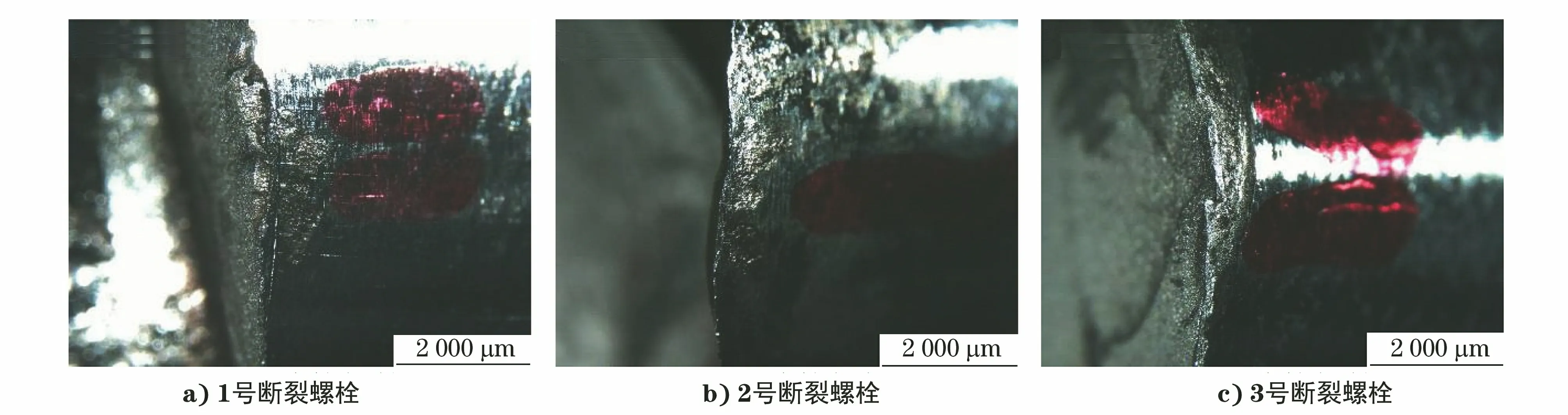
圖3 斷裂連接螺栓的裂紋源外表面鍍鉻層擠壓損傷宏觀形貌Fig.3 Macro morphology of extrusion damage of chromium coating on the outer surface of crack source of the fractured connecting bolts: a) the fractured bolt No.1; b) the fractured bolt No.2; c) the fractured bolt No.3
1.2 斷口分析
鑒于3件螺栓斷口形貌類似,因此取1號斷裂螺栓采用無水乙醇超聲清洗后置于掃描電鏡(SEM)下進行觀察,如圖4所示。可見裂紋源區附近弧形擴展特征明顯,這與宏觀形貌一致,放大形貌顯示裂紋源區位于螺桿表面鍍鉻層處,鍍鉻層擠壓損傷嚴重,呈壓潰狀。斷口以壓潰處為源,發生多源疲勞斷裂。裂紋擴展區呈沿晶斷裂形貌,晶界可見雞爪形態的撕裂棱。瞬斷區(剪切唇區)呈韌窩形貌,邊緣鍍鉻層發生脆斷。

圖4 1號斷裂螺栓的斷口微觀形貌Fig.4 Micro morphology of fracture of the fractured bolt No.1: a) full view of fracture; b) crack source region; c) damaged chrome coating at crack source; d) crack propagation region; e) dimple of shear lip; f) damaged chrome coating on the outside of the shear lip
1.3 金相檢驗
在螺栓斷口附近取金相試樣進行金相檢驗,如圖5所示。可見斷裂螺栓的顯微組織以均勻分布的板條狀回火馬氏體為主,奧氏體晶粒度約8級。

圖5 斷裂螺栓的顯微組織形貌Fig.5 Microstructure morphology of the fractured bolt
1.4 力學性能試驗
依據GB/T 2975-2018《鋼及鋼產品 力學性能試驗取樣位置及試樣制備》,在斷裂螺栓上制取拉伸試樣和硬度試樣進行力學性能試驗,結果見表2,可見其力學性能均滿足技術要求。
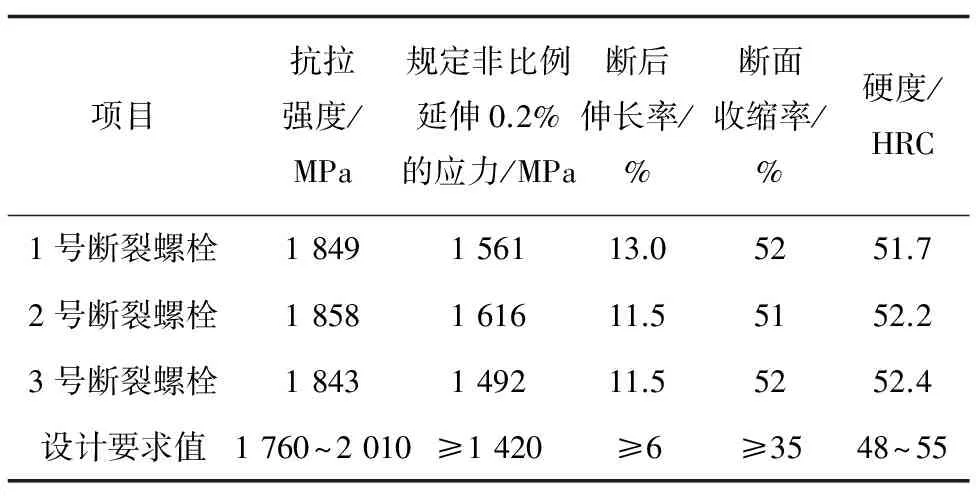
表2 斷裂螺栓的力學性能試驗結果Tab.2 Mechanical properties test results of the fractured bolts
1.5 氫含量測試
在斷裂螺栓上取樣進行氫含量測試,結果見表3,可見斷裂螺栓的氫含量符合設計要求。

表3 斷裂螺栓的氫含量(質量分數)Tab.3 Hydrogen content of the fractured bolts (mass fraction) %
2 分析與討論
根據上述理化檢驗結果可知,3件斷裂螺栓的力學性能和氫含量均符合設計要求,顯微組織無異常。螺栓的斷裂性質為多源疲勞斷裂,疲勞源均位于螺桿表面鍍鉻層被壓潰處。
通常,工程上把零件材料的表面狀態劃分為3個方面:表面應力狀態、表面組織結構和表面粗糙度[11]。這3個方面常有機聯系在一起,共同作用,難以分割。該斷裂螺栓表面采用鍍鉻處理,表面硬度較高,可有效提高螺栓的疲勞強度;但螺栓與壓板內孔采用過渡配合方式,服役過程中可能導致二者之間相互擠壓,產生局部應力集中,甚至鍍鉻層被壓潰;鍍層破損后,表面粗糙度顯著增大,相同的應力水平下,零件的疲勞壽命隨著表面粗糙度的增加而降低,對于高強度、低韌性的材料,粗糙度的影響更為明顯[12]。因此,螺桿表面鍍層被壓潰后造成結構損傷,再加上螺桿高強度的特性,使得疲勞性能大幅下降,最終發生早期疲勞斷裂。
3 結論及建議
連接螺栓的失效模式為疲勞斷裂。造成螺栓發生早期斷裂的原因主要是螺栓與壓板內孔配合方式設計不合理,服役過程中二者相互干涉,造成螺桿表面鍍鉻層破損,顯著降低了螺栓的疲勞性能。
建議優化螺栓與壓板內孔的連接方式,適當降低螺栓基體強度。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:00
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
建筑材料學報(2014年3期)2014-03-11 17:08:02