在刀-屑界面持續潤滑刀具切削45鋼的性能及潤滑機理
2021-10-29 09:34:14曹同坤徐英濤談慶瑤
中國機械工程 2021年20期
關鍵詞:界面
曹同坤 徐英濤 談慶瑤
青島科技大學機電工程學院,青島,266061
0 引言
在切削加工過程中存在著強烈摩擦,目前,國內外減小刀具摩擦磨損的主要辦法是使用具有一定潤滑作用的切削液,但切削液的制造、使用、處理及排放需消耗大量的能源和資源,并且切削液在各個時期均會對環境造成嚴重的污染,嚴重破壞了生態環境,危害人體健康。在保持刀具潤滑的情況下,國內外學者對減少切削液的使用進行了諸多研究。
最少量潤滑(minimal quantity lubrication,MQL)技術是將壓縮空氣與潤滑液混合氣化后,噴射到加工區進行潤滑。MQL 技術使用植物油或脂油,且用量極少[1]。目前國內外學者對MQL進行了大量實驗研究[2-4],包括切削力、切削溫度、加工表面粗糙度和刀具磨損等。研究結果表明,通過采用優化的微量潤滑切削工藝參數,MQL 表現出優良的切削加工性能,能獲得比傳統潤滑更小的表面粗糙度。然而,MQL存在著同傳統澆注切削類似的難題——切削液難以進入到刀-屑接觸面內部。另外,MQL 并非一種絕對綠色無污染的冷卻潤滑方式,空氣中的油霧顆粒會對環境空氣質量和人體安全產生一定的危害。
自潤滑刀具是指刀具材料本身具有一定的減摩、抗磨和潤滑功能,可在無外加潤滑液或潤滑劑的條件下實現自潤滑切削加工。添加固體潤滑劑的自潤滑刀具是將固體潤滑劑直接添加到刀具基體材料中[5-7],在切削過程中,固體潤滑劑受到摩擦、高溫等作用而析出,起到潤滑效果,因此在其整個生命周期內始終具有潤滑效果。但是固體潤滑劑使刀具材料的機械性能變差,限制了使用范圍。
原位反應自潤滑刀具是利用切削高溫作用下的摩擦化學反應,在刀具表面原位生成具有潤滑作用的反應膜,從而實現潤滑。此類刀具一般是在刀具基體中添加ZrB2、TiB2[8-9]等類型的物質,在切削高溫作用下產生了氧化,由于硼的氧化物具有低的剪切強度,故可起到固體潤滑的作用。原位反應自潤滑刀具的使用條件比較苛刻,只有在高速切削(高溫)條件下才能實現,這種刀具只適合高速干切削。
微織構自潤滑刀具是在刀具前刀面刀-屑接觸區加工具有一定形狀的微織構,并在其中添加固體潤滑劑,從而實現刀具本身的自潤滑。國內外學者對微織構自潤滑刀具進行了諸多研究[10-11]。RATHOD等[12]采用填充固體潤滑劑WS2的微織構刀具加工Ti6Al4V,結果表明,刀具的加工黏結現象明顯減少,主切削力最大可以減小60%,使得刀具壽命增加以及刀-屑接觸面積減小。
自潤滑涂層刀具是將固體潤滑劑通過涂層的方法直接涂覆于刀具表面,從而實現刀具的自潤滑功能[13],采用磁控濺射技術在車刀上制備了MoSx基自潤滑涂層[14],與未涂層刀具相比,自潤滑涂層刀具的前刀面摩擦因數和切削力均小于未涂層刀具的前刀面摩擦因數和切削力,刀具的耐磨損能力獲得提高。自潤滑涂層刀具和微織構自潤滑刀具都能有效改善切削過程的摩擦潤滑狀態,但其表面的固體潤滑劑破壞脫落后,刀具潤滑也就失效,因而不能形成持續的潤滑。另外,自潤滑刀具也沒有冷卻效果。
本文通過在刀具內部加工出微通道的方式將切削液直接輸送到刀屑界面,來提高刀具的潤滑性能,減少切削液的使用。利用新型刀具對45鋼進行了切削試驗,研究了刀具的切削性能及潤滑機理。
1 試驗方案
1.1 刀具制備
刀具采用YG8硬質合金刀片,首先在其底部采用電火花成形加工一個直徑大一點的盲孔,然后采用激光加工,在刀具內部加工出一微細通道。微細通道一端與刀具底部大孔相連接,另一端通到刀具前刀面的刀屑接觸區。微細通道在前刀面上的出口距離主副切削刃各0.5 mm,微細通道出口直徑約250 μm。刀具底部大孔與外部的液壓供給裝置相連,持續供給高壓的切削液。刀具結構示意圖見圖1a所示,加工好的實物如圖1b所示。

(a) 刀具結構示意圖

(b) 刀具實物照片圖1 刀具結構Fig.1 Structure of tool
1.2 切削試驗
在 CA6140 型車床上進行切削試驗,工件材料為45鋼。刀片幾何參數如下:前角γo=0°,后角αo=11°,刃傾角λs=0°,主偏角κr=75°。采用光學顯微鏡和掃描電子顯微鏡(scanning electron microscope,SEM)觀察刀具磨損表面。采用壓電晶體測力儀(JR-YDCL-III05B)測量切削力。切削條件如下:切削速度v=120.6 m/min,進給量f=0.1 mm/r,切削深度ap=2 mm,切削距離為600 m。采用普通的YG8刀具進行干切削和傳統的濕式切削,與新型的刀具進行切削對比試驗。將進行干切削的刀具、傳統的濕式切削刀具和新型的刀具分別命名為T-D、T-W、TG-W。采用濕式切削時,切削液的用量為60 L/h。采用新型刀具切削時,液壓系統的壓力為10 MPa,流量為0.5 L/h。
2 試驗結果與討論
2.1 切削力

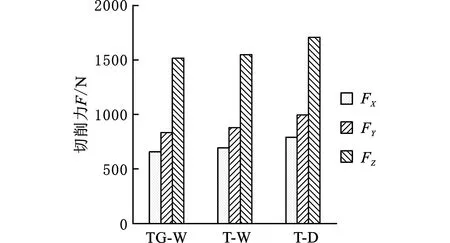
圖2 不同刀具三向切削力均值Fig.2 Three-way cutting force of different cutting tools
三向切削力計算公式為[15]
(1)
式中,τc為刀屑接觸區的摩擦剪切強度;aw為切削寬度;lf為前刀面刀屑接觸長度;β為摩擦角;γ0為前角;ψλ為余偏角;ψr為流屑角。
由上式可知,在切削條件不變的情況下,三向切削力與刀屑接觸長度及刀屑界面的剪切強度成正比。相對于干切削,采用切削液后,部分切削液能進入到刀屑接觸界面形成潤滑膜,從而降低了刀屑界面的剪切強度,減小了切削力。特別是對于TG-W刀具,由于切削液是通過內部通道直接輸送到刀屑界面,故能夠更好地降低刀屑界面的剪切強度,因而具有最小的切削力。另外,切削液的使用也會改變刀屑接觸長度。刀屑接觸長度可以表示為[16]
(2)
式中,a為切屑原始厚度;φ為剪切角。
刀屑接觸長度可以分為黏結區和滑動區長度兩部分,其中,黏結區的刀屑接觸長度可以表示為[15]
(3)
根據三向切削力,可以計算出刀具前刀面的摩擦因數[17]:
(4)
由式(2)~式(4)可知,刀具前角的改變會對刀屑接觸長度L、黏結區接觸長度Lf1及前刀面摩擦因數μ產生影響。T-D刀具在切削過程中產生了積屑瘤,積屑瘤可以增大刀具前角,會使L減小,Lf1增大,μ增大。在本試驗條件下,積屑瘤高度非常小,且呈扁平狀,對前角的影響非常小,因此,積屑瘤對L、Lf1及μ產生的影響非常小,本文忽略其影響。
圖3所示為三種刀具前刀面的平均摩擦因數,可知刀具TG-W的摩擦因數最小,而干切削條件下刀具T-D摩擦因數最大。在切削加工中使用切削液后,由于在刀屑界面形成潤滑膜,降低了前刀面的剪切強度,故相對于刀具T-D,刀具T-W及TG-W的摩擦因數明顯減小,特別是TG-W前刀面摩擦因數減幅最大,為6.2%,表面潤滑效果最好。
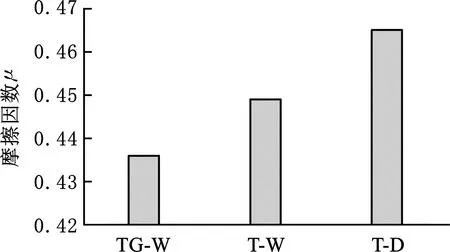
圖3 刀具前刀面摩擦因數Fig.3 Friction coefficient of rake face
根據式(4)可以計算出摩擦角β,刀具TG-W、T-W、T-D的摩擦角分別為 23.557°、24.18°、 24.94°。再根據公式β+γ0-φ=π/4[17]計算出剪切角φ,刀具TG-W、T-W、T-D的剪切角分別為21.443°、20.82°、20.06°。
至此,刀屑接觸長度、黏結區長度和滑動區長度都可以計算得到。刀屑接觸長度的計算結果如圖4所示。結果顯示,刀具的黏結區長度明顯小于滑動區長度,與刀具T-D相比,TG-W和T-W刀具的刀屑接觸長度、滑動區長度、黏結區長度都有所減小,這說明使用切削液能夠減小刀屑接觸長度,使用切削液后,刀具TG-W刀屑接觸長度減幅最大。對于TG-W刀具,由于切削液被直接輸送到前刀面刀屑接觸區,故在切削過程中,切削液能不斷供給并形成穩定的潤滑膜,前刀面部分黏結區向滑動區轉變,黏結區面積減小。同時,潤滑膜的存在使前刀面剪切強度降低,切削力減小,使切屑能夠提前離開前刀面,因此,整個刀屑接觸長度也減小。TG-W刀具的刀屑長度小于T-W刀具的刀屑長度,這說明TG-W刀具相對于傳統澆注式潤滑方法,切削液能更容易地進入刀屑接觸界面。
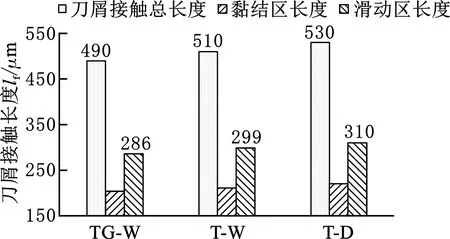
圖4 刀屑接觸長度Fig.4 Tool-chip contact length
為更好地研究刀屑界面摩擦特性,分別計算刀屑接觸區的滑動區及黏結區摩擦因數。滑動區摩擦因數μ1和黏結區摩擦因數μ2分別為[15]
(5)
式中,ξ為應力分布指數系數,一般取3;μ為前刀面刀屑接觸平均摩擦因數;τs為工件材料剪切屈服強度。
刀尖處最大正應力σ0為
(6)
其中,ac為切削厚度。滑動區和黏結區摩擦因數計算結果如圖5所示,可知,與T-D刀具相比,TG-W和T-W刀具的黏結區、滑動區平均摩擦因數都有所減小,而且TG-W刀具的摩擦因數都是最小的,這說明切削液能夠有效減小刀具的摩擦,特別是TG-W刀具,切削液能夠更充分地進入刀屑界面,進而減小黏結區和摩擦區摩擦因數,最終使前刀面平均摩擦因數減小。
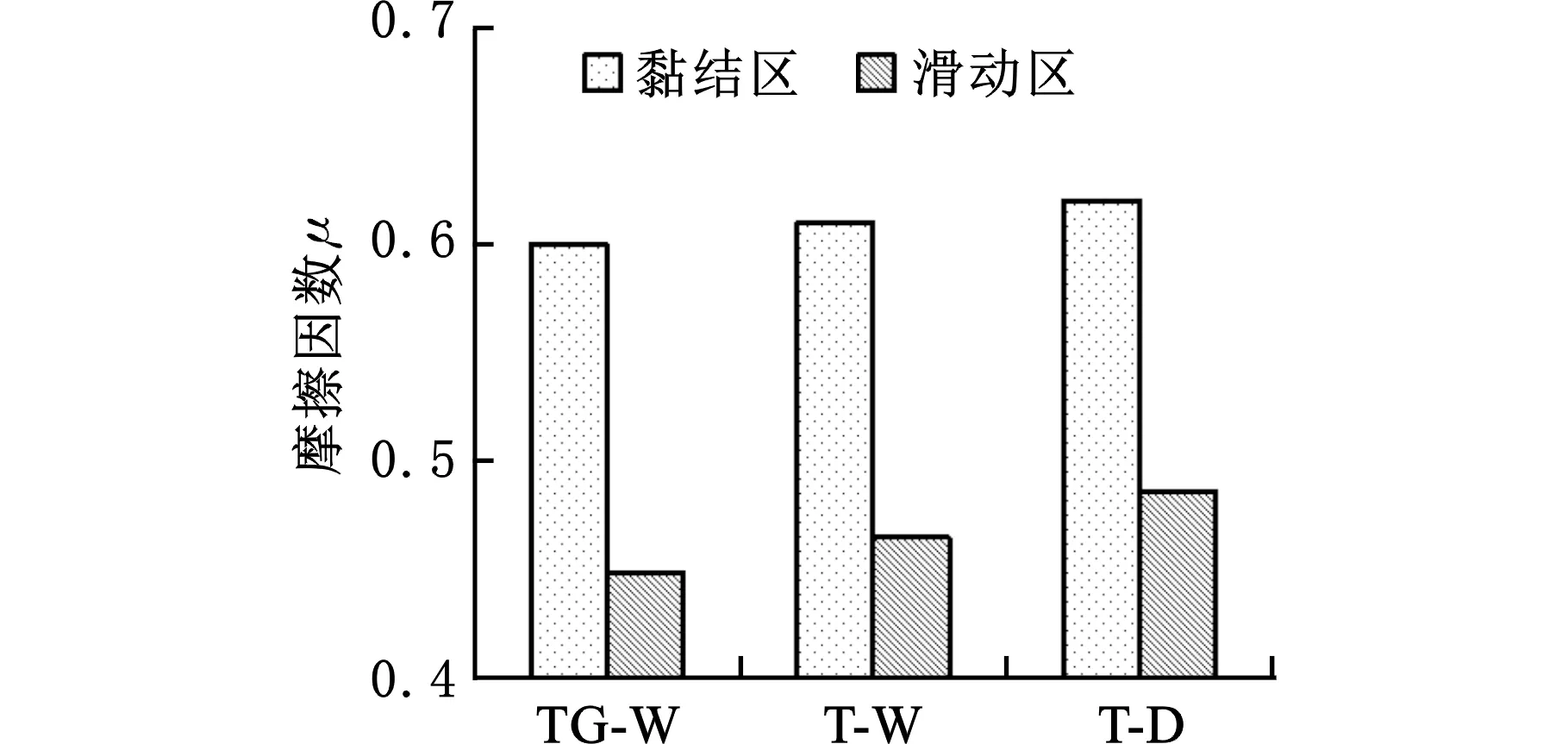
圖5 黏結區及滑動區摩擦因數Fig.5 Friction coefficient of bond zone and sliding zone
2.2 刀具磨損
圖6所示為三種刀具的前刀面磨損面積隨切削距離變化的曲線,可知,三種刀具的前刀面磨損面積均隨切削距離的增大而增大,具有典型的刀具磨損的特點。TG-W與T-W刀具的磨損面積在相同的切削距離下均明顯小于T-D刀具的磨損面積,這說明采用切削液后能夠有效減小刀具前刀面的磨損,特別是TG-W刀具,其前刀面磨損在整個切削過程均小于其他兩種刀具。
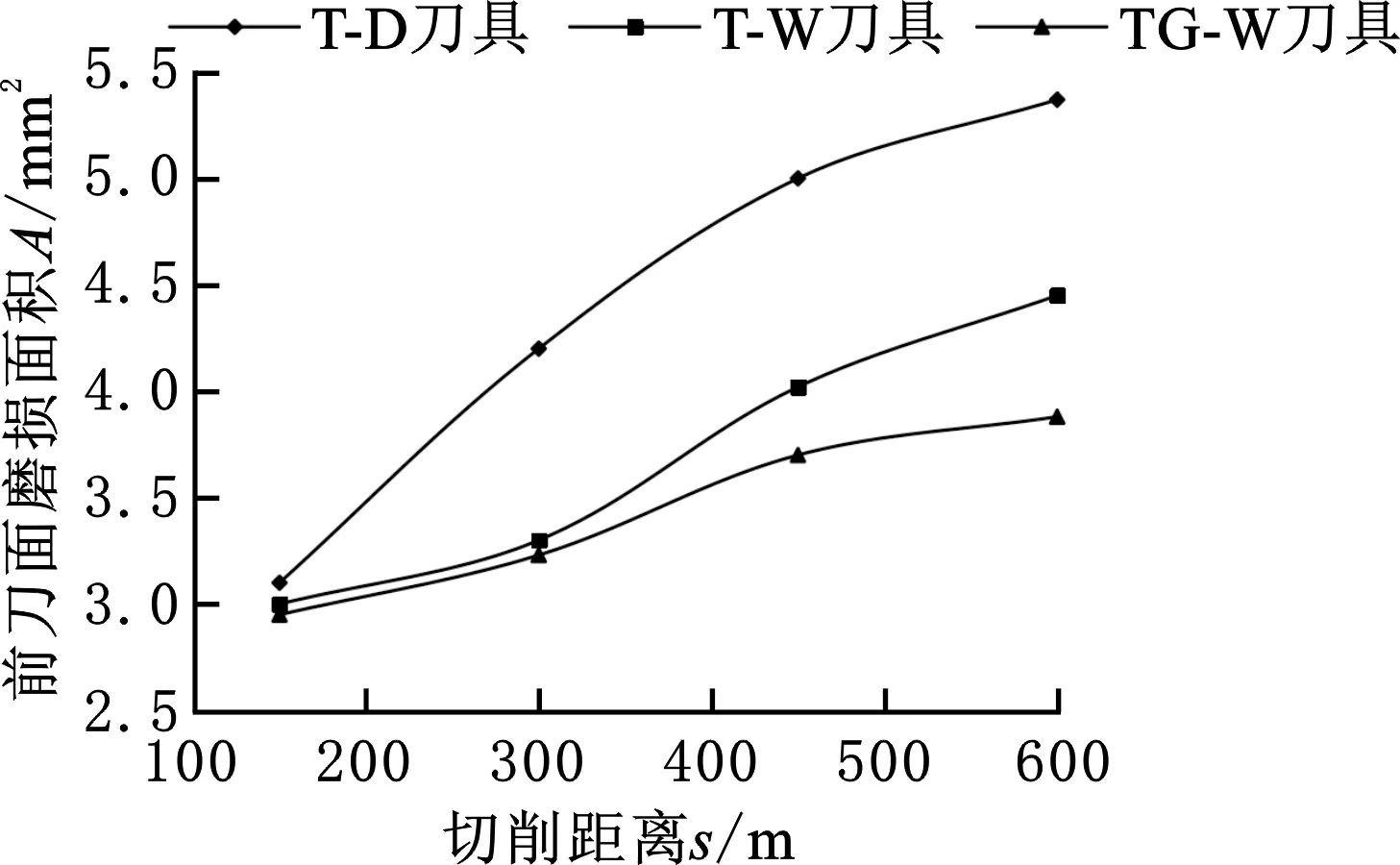
圖6 刀具前面磨損曲線Fig.6 Wear area of rake face under different cutting distance
圖7所示為刀具前刀面的磨損形貌的顯微照片,可知,T-D和T-W刀具的磨損面形狀非常相似,但T-D刀具在距離刀尖和主切削刃較近的地方磨損更為嚴重,前刀面的月牙洼比較明顯,特別是刀尖出現了崩碎現象。T-W刀具的磨損表面相對于T-D刀具更為平整,月牙洼不明顯,磨損區域沿切屑流出方向的長度有所減小。TG-W刀具磨損表面的形狀與前兩種刀具有明顯的區別,磨損區域沿切屑流出方向的長度有所減小,它在刀具內部的邊界幾乎與主切削刃平行,沿切削寬度方向磨損更加均勻。這也說明TG-W刀具將切削液送入刀屑接觸區后明顯減小了刀屑接觸的長度,與前文的計算結果一致。
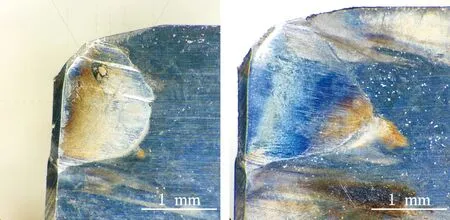
(a) TG-W (b) T-W
(c) T-D圖7 刀具前刀面磨損形貌Fig.7 Wear morphology of rake face
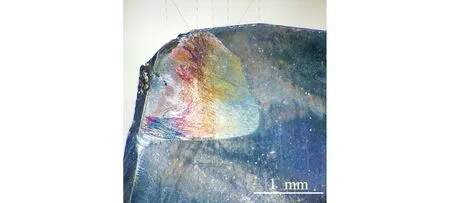
圖8為T-D刀具前刀面磨損形貌及EDS檢測圖。可知,在刀具刀尖及主切削刃處存在黏結現象,并已產生積屑瘤。對刀具刀尖處進行EDS元素檢測,結果發現刀尖處存在O元素和Fe元素,其含量分別為21.7%和35.6%。這說明在切削過程中,由于切削高溫,在刀尖處發生了氧化反應,這會造成刀具的氧化磨損。同時,在刀尖和主切削刃附近存在裂紋,這是由于在切削高溫下,刀具和工件之間發生元素擴散,在刀具內部形成低硬度高脆性的復合化合物,這使刀具容易形成裂紋[17]。從圖7中可以看出,T-D刀具在刀尖處發生了崩碎現象。

圖8 T-D刀具前刀面磨損形貌圖及EDS檢測Fig.8 Wear morphology and EDS detection of rake face of T-D tool
圖9為T-W刀具前刀面的磨損形貌及EDS檢測圖,可知,在刀尖及主切削刃附近仍然存在黏結現象,但黏結現象明顯改善,未形成積屑瘤。對刀具刀尖處進行EDS元素檢測,結果發現T-W刀尖處仍存在O元素和Fe元素,說明刀尖處發生了氧化,同時工件材料被黏結到了刀尖。刀尖及主切削刃附近未見明顯裂紋,說明元素擴散現象削弱,另外刀尖處仍存在微小的崩刃現象。通過EDS元素檢測,在刀尖處及靠近主切削刃的區域未檢出切削液所含特征N元素,但在遠離主切削刃的磨損區域檢測出N元素,這說明采用傳統澆注式切削,切削液很難以進入刀尖及主切削刃附近區域,只能進入刀屑接觸區域的邊緣部分。整體上看,刀具T-W比T-D具有更好的耐磨性能,這主要是因為一方面仍有少量切削液進入到刀屑界面,起到了潤滑作用;另一方面使用切削液能夠降低切削溫度。
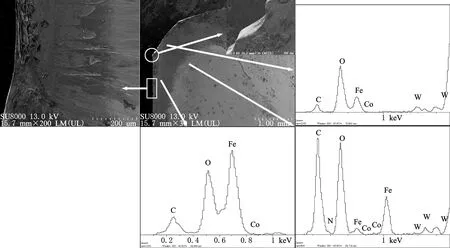
圖9 T-W刀具前刀面的磨損形貌及EDS檢測Fig.9 Wear morphology and EDS detection of rake face of T-W tool
圖10為TG-W刀具的前刀面磨損形貌及EDS檢測圖,可知,刀具前刀面仍然存在黏結現象,特別是在刀尖附近及主切削刃附近,但黏結現象比T-W刀具進一步削弱。由EDS元素檢測結果可知,刀具前刀面仍然存在O元素及Fe元素,說明TG-W刀具與其他兩種刀具一樣,會發生氧化反應,但O元素含量進一步減少,說明氧化現象減弱。Fe元素含量也減少,也證明了黏結現象的削弱。與T-W刀具類似,在刀尖處未檢出切削液所含特征N元素,這說明對于TG-W刀具,切削液依然難以進入刀尖區域。但在離主切刃不遠處檢測出N元素,說明切削液能夠進入離主切刃非常近的區域,切削液已經到達傳統澆注式切削方法所不能到達的區域。這樣,在刀屑界面會形成更大面積的潤滑膜,能更好地進行潤滑。
從圖10中可以看出,TG-W刀具在切削600 m后,前刀面上的微孔已經堵塞。在切削過程中,切削液微通道出口位于刀屑接觸區。在切屑流出過程中,當切屑流出速度和所受力較大時,微通道內的切削液不能完全將切屑排除在通道外,此時微通道出口管壁類似于刀具切削刃,對切屑進行二次切削,部分切屑進入微通道,隨著切削距離增大,微通道逐漸被堵塞。當切削用量較小時,這種情況會大大改善。經過驗證,在切削速度v=71.5 m/s、進給量f=0.1 mm/r、切削深度ap=2 mm條件下,采用TG-W刀具切削1000 m后,微通道仍未堵塞,通道內只有少量切屑。
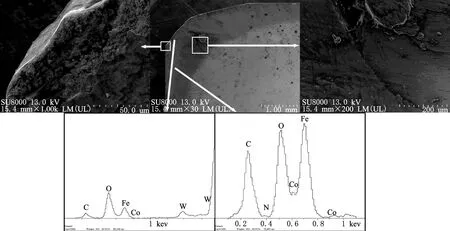
圖10 TG-W刀具的前刀面磨損形貌及EDS檢測Fig.10 Wear morphology and EDS detection of rake face of TG-W tool
2.3 刀具減磨潤滑機理
上述試驗結果表明,采用TG-W刀具切削45鋼時,能夠獲得比干切削和傳統澆注式切削更好的減磨潤滑性能,其前刀面的磨損機理仍以黏結磨損和氧化磨損為主,但黏結現象和氧化現象比T-D和T-W刀具大大削弱。
理論計算及試驗結果證明,一方面,TG-W刀具在切削45鋼時,刀屑接觸長度最小,另一方面,切削液能夠進入TG-W前刀面的刀屑接觸區離主切削刃更近的位置,這都使得TG-W刀具能獲得更好的潤滑減磨性能。切削開始階段,由于微通道能夠將切削液直接輸送到刀屑界面,故立刻就會在刀屑界面形成潤滑膜,起到潤滑作用。切削液首先進入滑動摩擦區,切削液在刀具與切屑中間形成吸附膜,由于切削液是持續不斷供給至刀屑接觸區的,故部分邊界潤滑有可能會轉變為流體潤滑,提高了潤滑性能。黏結區壓力較大,切削液很難進入,但是黏結區存在微小間隙,使少量切削液進入黏結區潤滑。對于TG-W刀具,在滑動區的切削液相對充足,使切削液進入黏結區的距離更短,且持續不斷供給,因此,切削液能夠更容易進入黏結區。此外,由于刀屑界面摩擦減小及切削變形減小,因此,切削過程中產生的熱量也會減少,導致切削溫度降低,也有利于提高刀具的耐磨性能。
T-W刀具的切削液由外部澆注,切削液一方面很難進入刀屑接觸界面,另一方面不能保證切削液持續進入刀屑接觸面進行潤滑。TG-W刀具將切削液直接輸送到刀屑接觸界面,在界面上形成持續的吸附薄膜,從而減小刀具的摩擦與磨損。在切削液用量上,本次試驗澆注切削流量為60 L/h,而刀屑界面持續潤滑刀具的切削液流量為0.5 L/h,刀屑界面持續潤滑刀具,大幅減小了切削液用量。可以說刀屑界面持續潤滑刀具取得了比濕式切削更好的加工效果,并且切削液使用量只有傳統方式的1/120。
與筆者課題組的前期研究成果[18]相比發現,采用TG-W刀具切削45鋼和切削鑄鐵時,其切削過程中的減磨潤滑規律具有一定的相似性,但也存在較大差異。切削鑄鐵時,刀屑接觸長度較短,切削液微通道的出口位于刀屑摩擦接觸區邊緣區域。切削鑄鐵時,切屑以崩碎屑為主,切屑不能形成對微通道出口的持續強力的摩擦,微通道出口的“二次切削”效應不明顯,微通道不容易堵塞,切削液能更容易地進入摩擦區進行潤滑。
3 結論
(1)切削45鋼時,刀屑界面持續潤滑刀具的切削力、前刀面摩擦因數、前刀面磨損面積均大大減小,并且它使用的切削液僅為傳統澆注切削的1/120,即大大減少了切削液的使用,同時具有更好的切削性能。
(2)由于刀屑界面持續潤滑刀具能夠通過刀具內部的微通道,直接將切削液輸送到刀屑界面,有更多的切削液持續進入到刀屑界面,因而減小了刀屑接觸長度和刀屑界面的剪切強度和刀具的摩擦磨損,提高了切削性能。
(3)雖然刀屑界面持續潤滑刀具能夠改善刀具的摩擦磨損性能,但其磨損機理仍然以黏結磨損和氧化磨損為主。
猜你喜歡
艦船科學技術(2022年16期)2022-09-22 02:15:00
北京航空航天大學學報(2021年6期)2021-07-20 07:23:54
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學學報(自然科學版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04