反應(yīng)堆壓力容器主螺栓孔定位和尋跡技術(shù)研究
2021-10-30 05:39:24周建明彭祥陽路廣遙
核安全 2021年5期
周建明,彭祥陽,路廣遙,倪 亮,奚 琛,侯 碩
(中廣核研究院有限公司,深圳 518000)
反應(yīng)堆壓力容器是核電站最核心的設(shè)備,壽期內(nèi)不可更換[1]。由于每次換料大修均需通過主螺栓的旋出和旋入開關(guān)反應(yīng)堆壓力容器頂蓋,壓力容器主螺孔容易產(chǎn)生接觸損傷(視頻采集的圖像如圖1所示);同時,運(yùn)行期間為了保證密封性和承壓,螺孔長期承受較大載荷[2]。因此,針對主螺孔的損傷修復(fù)是核電站最重要的維修項(xiàng)目之一。在螺孔維修過程中,根據(jù)維修設(shè)備工具的特點(diǎn)和工藝要求需要對原螺孔進(jìn)行定位,如對中和找正,特殊情況還需要獲得原螺紋加工起始點(diǎn)和軌跡,否則可能會導(dǎo)致螺紋的二次損傷甚至亂牙[3]。螺孔的定位和尋跡關(guān)系到維修過程的合理性,而過程所需的時間關(guān)系著經(jīng)濟(jì)性,特別是在反應(yīng)堆壓力容器主螺孔螺紋嚴(yán)重?fù)p傷時采用現(xiàn)場擴(kuò)孔修復(fù)過程中體現(xiàn)得尤為明顯。同時,這些關(guān)鍵工藝過程對于反應(yīng)堆壓力容器則意味著核安全,因此是整個維修的最關(guān)鍵環(huán)節(jié)[4,5]。
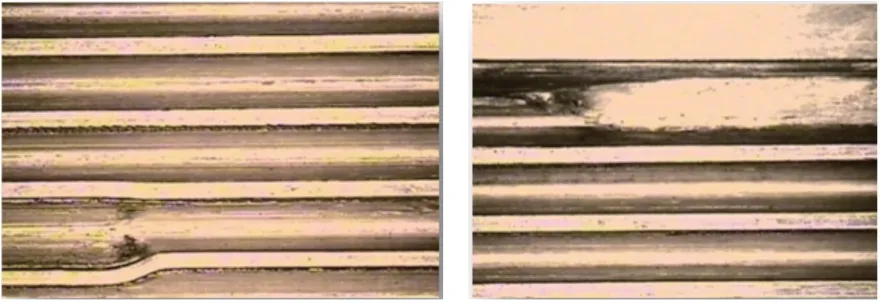
圖1 螺紋的典型損傷Fig.1 Typical damage of thread
1 對象的特征
反應(yīng)堆壓力容器法蘭上均布58個M155×4-5H4H的螺紋孔,螺孔總深度280 mm;螺孔上部有光孔段,直徑:Φ158 mm,高度:20 mm。主螺孔相關(guān)材質(zhì)見表1[6]。

表1 螺孔主要材料參數(shù)Table 1 Main material parameters of screw hole
2 常規(guī)的定位方法概述
反應(yīng)堆壓力容器螺紋孔的損傷修復(fù),并不是所有情況均需要進(jìn)行精確定位和原螺紋的加工尋跡,比如:針對螺紋小尺度的扭曲采用螺紋孔梳理工藝,修復(fù)方法就是自適應(yīng)定位。此外,對損傷螺孔相鄰螺孔的螺紋和臺階面進(jìn)行粗定位也是常見的方法[7]。常規(guī)的定位方法對于解決一般的問題具有簡單快速的特征,但精度不足,同時只能進(jìn)行中心定位,不能進(jìn)行原螺紋尋跡。
3 精確的定位和尋跡方法
精確的定位和尋跡方法一般用于嚴(yán)重?fù)p傷螺孔的現(xiàn)場整體擴(kuò)孔修復(fù),這種事故發(fā)生概率雖然很低,但施工難度巨大,一旦處理不當(dāng),損失非常大。尋跡過程主要是找準(zhǔn)原加工的起牙點(diǎn)[8]。本文闡述兩種技術(shù)方法,一種是機(jī)械定位,另一種是光學(xué)測量,兩種方法可以獨(dú)立操作,也可以互相驗(yàn)證確保安全。
3.1 機(jī)械定位和尋跡
機(jī)械定位的基本原理是基準(zhǔn)轉(zhuǎn)移,即通過已知螺紋起始點(diǎn)和等螺距垂直移動獲得被測螺孔的起始點(diǎn)。圖2所示的專用工具是通過上述原理設(shè)計的,利用螺紋相互旋合與錐度配合的定位關(guān)系達(dá)到了準(zhǔn)確測量的效果。本工具設(shè)計了錐度拉桿和脹套結(jié)構(gòu),當(dāng)遇到螺紋損傷段時,可旋松錐度拉桿,跳過損傷段后旋緊進(jìn)行測量。設(shè)計原理和主要工作過程如下。
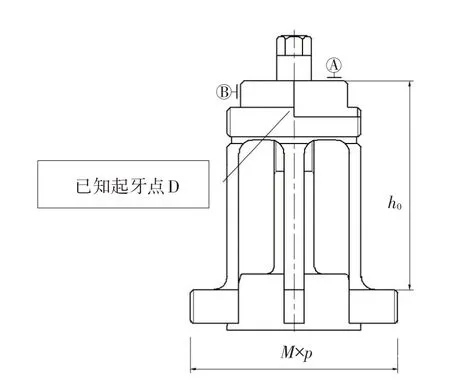
圖2 內(nèi)螺紋找正專用工裝示意圖Fig.2 Schematic diagram of special tooling forinternal thread alignment
3.1.1 主螺栓孔中心找正
首先檢查工裝,查看錐度拉桿與脹套是否處于自由旋轉(zhuǎn)狀態(tài),將工裝下端的螺紋旋入需要檢測并清潔后的螺紋孔內(nèi)。逆時針方向轉(zhuǎn)動錐度拉桿使其提升,當(dāng)錐度拉桿向上提升時,螺紋直徑便會自動增大,直到與內(nèi)螺紋孔充分貼合。分段測量如圖2所示的基準(zhǔn)B,繪出中心軸線。
3.1.2 主螺栓孔起牙點(diǎn)找正
以設(shè)計A面為基準(zhǔn),在檢測過程中直接測量和控制該點(diǎn)的位置,以確保其位置精度達(dá)到設(shè)計要求。該工裝在設(shè)計和制作過程中均將所有的高度控制尺寸(h0)制作為螺距(p)的整倍數(shù),即:

將上部螺紋段的D點(diǎn)設(shè)計為已知螺紋的起牙點(diǎn)并沿軸向延伸到A平面作好標(biāo)記,同時與下部螺紋段的起牙點(diǎn)相同。這樣,通過下部螺紋和壓力容器主螺孔內(nèi)螺紋脹緊貼合,此時D點(diǎn)對應(yīng)的就是壓力容器的起牙點(diǎn),操作中可以用D點(diǎn)直接對刀。
3.2 光學(xué)測量定位和尋跡
光學(xué)測量是利用安裝在機(jī)床主軸上的測量系統(tǒng)迅速完成主螺栓孔的中心找正和螺紋起牙點(diǎn)的一種方法。本套系統(tǒng)由工控機(jī)、工作PLC(可編程邏輯控制器)、運(yùn)動控制系統(tǒng)和測量系統(tǒng)3部分組成,如圖3所示。測針是測量系統(tǒng)的數(shù)據(jù)終端,它通過連接桿、五向中心座、轉(zhuǎn)接頭和機(jī)床連接裝置等連接件與機(jī)床主軸連接。系統(tǒng)的結(jié)構(gòu)及在主軸上的安裝方式如圖4所示。
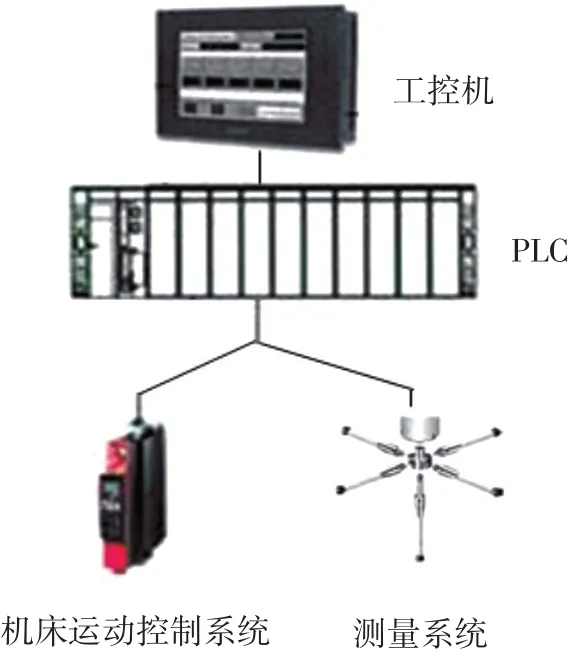
圖3 系統(tǒng)硬件框架Fig.3 Hardware framework of the system
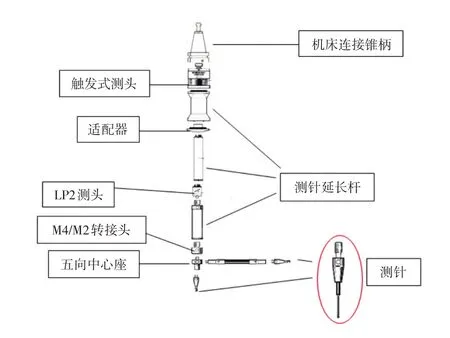
圖4 測量系統(tǒng)組成Fig.4 Composition of measurement system
3.2.1 系統(tǒng)的測量原理
(1)在運(yùn)動控制系統(tǒng)(機(jī)床的XYZ軸)的帶動下探頭測針與被測工件接觸,所產(chǎn)生的接觸信號通過LP2測頭進(jìn)行數(shù)據(jù)轉(zhuǎn)換。
(2)在此過程中LP2測頭引入負(fù)反饋機(jī)制,通過計算補(bǔ)償,能有效解決由于大懸深測量引起的端部微震顫帶來的誤差問題。測針及測頭的信號傳輸是采用紅外傳輸原理。
(3)隨后將數(shù)據(jù)傳送到工作PLC和工控機(jī)完成數(shù)據(jù)接收和處理,通過CNC的系統(tǒng)變量對探針碰撞的位置進(jìn)行讀寫,并做相應(yīng)的幾何運(yùn)算。
(4)通過幾何運(yùn)算得出工件的實(shí)際尺寸。根據(jù)加工需要對尺寸誤差進(jìn)行補(bǔ)正、程序修改和找正工件的零點(diǎn)等。
3.2.2 測量的具體過程
(1)尋找螺紋孔中心線:通過測針在螺孔上光段和下光段邊緣不同點(diǎn)的觸碰,以獲得螺孔上下光段圓周的多個點(diǎn)的坐標(biāo),經(jīng)過系統(tǒng)計算可很快得出螺孔上段光段中心和螺孔下段光段中心,確定螺孔軸心線位置,依此確定機(jī)床X/Y中心坐標(biāo)數(shù)據(jù),此時螺栓中心孔找正完成。
(2)尋找螺紋孔起始基準(zhǔn)平面:通過測針在螺孔上平面進(jìn)行多點(diǎn)觸碰,確定基準(zhǔn)平面:z=0
(3)尋找螺紋起牙點(diǎn):
a.將主軸定向(測量所需角度),即將機(jī)床主軸垂直于螺孔軸心線。隨后測針探頭位移到螺孔牙槽間任意位置,以螺牙不干涉探頭為原則,如圖5a所示。
b.繼第a步之后,將機(jī)床Z軸上移至牙槽上口并記錄坐標(biāo)數(shù)據(jù)(x1,y1,z1),如圖5b所示。
c.繼第b步之后,將機(jī)床Z軸下移至牙槽下口并記錄坐標(biāo)數(shù)據(jù)(x1,y1,z2),如圖5c所示。
d.通過機(jī)床測量系統(tǒng)得到螺紋旋線與機(jī)床主軸定向位置,機(jī)床Z軸高度方向位置之間的唯一坐標(biāo)點(diǎn)位置,即圖5d中標(biāo)點(diǎn)坐標(biāo)(x1,y1,z1+z2/2)。
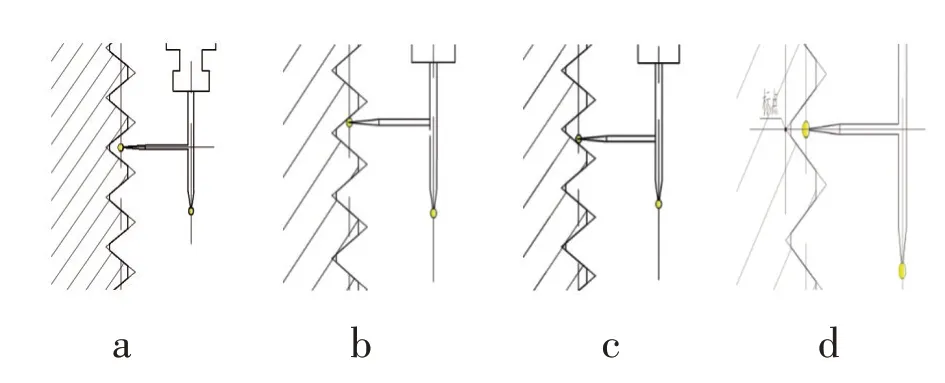
圖5 測針與螺紋位置示意圖Fig.5 Position diagram of probe and thread
e.根據(jù)內(nèi)螺紋圓柱螺旋線公式(2),通過采集螺旋線上點(diǎn)的坐標(biāo)信息,求解螺紋起牙點(diǎn)位置。

式中:t——變量;
r——半徑,mm;
p——螺距,mm。
f.多次不同位置重復(fù)測量,匯總起牙點(diǎn)的位置坐標(biāo),對于明顯偏離的數(shù)值,可能存在明顯的螺紋扭曲、坍塌等缺陷,應(yīng)去除,后記錄算數(shù)平均值作為最終起始點(diǎn)坐標(biāo)。
3.2.3 尋跡確認(rèn)
沿原螺紋設(shè)計尺寸輪廓下限值走空刀,觀察并監(jiān)測電流變化。螺紋完整處無明顯電流變化,無可見飛屑和火花證明尋跡成功。
4 偏差和精度分析
偏差精度分析是綜合分析各個要素及過程的精度累計和變化,主要包括極值法和統(tǒng)計學(xué)方法,統(tǒng)計學(xué)方法的使用以蒙特卡洛方法最為廣泛。統(tǒng)計學(xué)方法在批量生產(chǎn)中協(xié)調(diào)成本與質(zhì)量關(guān)系方面有突出意義,實(shí)質(zhì)還是基于成本考量,允許一部分不合格產(chǎn)品出現(xiàn)。但本文所述條件是務(wù)必要確保一次合格,所以采用極值法是更加合適的方式。極值法封閉環(huán)的尺寸等于所有增環(huán)尺寸之和減去所有減環(huán)尺寸之和,如式(3)所示:
式中:n——包括封閉環(huán)在內(nèi)的尺寸鏈的總環(huán)數(shù);
m——尺寸鏈中的增環(huán)數(shù)。
構(gòu)成封閉環(huán)的要素包括:基準(zhǔn)和螺紋的同軸度誤差、原螺紋的制造誤差、機(jī)床本身安裝誤差和測量誤差等。二次加工累計了原螺紋的誤差,如果原螺紋的誤差已經(jīng)是產(chǎn)品誤差要求的極值,那么在原螺紋的基礎(chǔ)上加工新螺紋時有可能超差。因此,在執(zhí)行過程中,需要充分了解原螺紋的制造情況具體分析。
修復(fù)螺紋時,采用光學(xué)測針找出螺紋的起牙點(diǎn)和螺紋孔中心線的方法是優(yōu)于機(jī)械工具的。光測法利用安裝于主軸上的光學(xué)測針分別對螺紋孔的三個環(huán)形面進(jìn)行檢測,第一個環(huán)形面位于螺紋孔的上端,第二個環(huán)形面位于螺紋孔深度的中間部位,第三個環(huán)形面位于螺紋孔的底端,并配合設(shè)備主軸的上下運(yùn)動對其同軸度、母線直線度和斷面垂直度進(jìn)行檢測記錄,如圖6a所示,光學(xué)測量可到達(dá)區(qū)域多于機(jī)械定位,同時沒有本身的制造誤差,因此精度要高于機(jī)械定位。具體分析過程如下。
定義產(chǎn)品上/下偏差ES/EI,原加工軌跡實(shí)際的上/下偏差ES′/EI′,二次加工的上/下偏差ES0/EI0。其中:

ESi/EIi數(shù)集中的要素包括:原加工軌跡的尺寸和形位誤差、測量誤差、機(jī)床誤差以及安裝誤差等,m為要素的數(shù)量。
當(dāng)ES0≤ES時,可以按測量基準(zhǔn)直接加工。
此時,只需要二次加工的材料去除量p大于兩次加工偏差的累積即不會出現(xiàn)亂牙現(xiàn)象,即滿足式(6)。

當(dāng)ES0>ES時,按照測量基準(zhǔn)二次加工可能會導(dǎo)致產(chǎn)品超差,因此需校正軸線基準(zhǔn),同時還需保證不能出現(xiàn)亂牙現(xiàn)象,即同時滿足式(7)和式(8)。θ為校正角度,如圖6b所示,h為螺孔螺紋段高度尺寸。

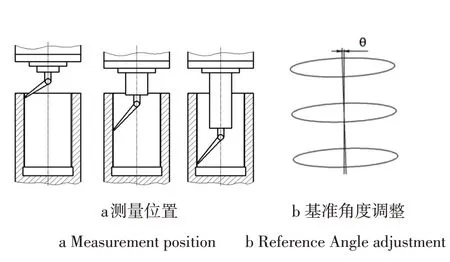
圖6 螺紋孔螺紋修復(fù)定位Fig.6 Thread repair location of screw hole
完成上述精度分析過程,完善執(zhí)行方案,即可進(jìn)入執(zhí)行階段。
5 結(jié)論
(1)本技術(shù)方法通過國內(nèi)某電站實(shí)際模擬試驗(yàn)證明具有可實(shí)施性。在具體實(shí)施過程中,需結(jié)合設(shè)備的具體要求進(jìn)行針對性的改進(jìn)和修正。
(2)采用機(jī)械式的尋跡方法優(yōu)點(diǎn)是使用方便、成本較低,但同時其測量精度一方面受限于自身加工精度,另一方面受限于螺紋本體狀態(tài)。
(3)采用光學(xué)測量的尋跡方法的優(yōu)點(diǎn)是精度高,可以納入可視化手段和數(shù)據(jù)分析以降低風(fēng)險,對于反應(yīng)堆壓力容器等重要設(shè)備尤為重要,但其本身不具備獨(dú)立測量能力,需要合適的載體,綜合成本較高。
(4)本技術(shù)方法基于M310壓水堆的壓力容器開發(fā),經(jīng)適應(yīng)性改進(jìn)即可用于其他堆型核電廠壓力容器以及電力、船舶和石化等行業(yè)大型容器類似問題的處理。
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
兒童故事畫報(2019年5期)2019-05-26 14:26:14
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
Coco薇(2016年2期)2016-03-22 02:42:52
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56