6082鋁合金攪拌摩擦焊接頭的微觀組織與力學(xué)性能
2021-10-30 01:28:18汪長(zhǎng)松李盛良王鵬
汽車工藝師 2021年10期
汪長(zhǎng)松,李盛良,王鵬
1.安徽理工大學(xué)機(jī)械工程學(xué)院 安徽淮南232000 2.新能源汽車輕量化技術(shù)安徽省重點(diǎn)實(shí)驗(yàn)室 安徽蕪湖 241003
近年來(lái),鋁合金作為一種輕質(zhì)合金,廣泛應(yīng)用于汽車和航天等領(lǐng)域。6082 鋁合金屬于 A1-Mg-Si 系可熱處理強(qiáng)化鋁合金,具有中等強(qiáng)度、良好的塑韌性、耐腐蝕性以及擠壓性等優(yōu)點(diǎn),在航空航天、航海以及軌道車輛等領(lǐng)域被廣泛使用[1-2]。6082鋁合金的傳統(tǒng)焊接存在變形大、且容易產(chǎn)生焊縫氣孔,對(duì)焊接質(zhì)量有一定的影響[3]。近年來(lái),攪拌摩擦焊被大量應(yīng)用于鋁合金焊接,國(guó)內(nèi)外很多學(xué)者都在研究攪拌摩擦焊接,并都取得了相應(yīng)的成果。張克梁等[4]研究了不同的焊接速度對(duì)5 mm厚6082-T6鋁合金板材進(jìn)行攪拌摩擦焊接,結(jié)果表明,抗拉強(qiáng)度隨著焊接速度的增大先增大后減小,當(dāng)焊接速度為200 mm/min時(shí),接頭的抗拉強(qiáng)度達(dá)到最大值236 MPa,為母材的74.0%,斷后伸長(zhǎng)率為6.3%。ABBASI等人[5]的研究發(fā)現(xiàn),攪拌摩擦焊(FSW)、激光束焊(LBW)和鎢極惰性氣體(TIG)焊接接頭具有更好的強(qiáng)度。陳曉霞等[6]的研究發(fā)現(xiàn)焊接速度200 mm/min焊接參數(shù)的BT-FSW焊縫具有良好的力學(xué)性能和合格的金相組織,抗拉強(qiáng)度為198.48MPa,達(dá)到母材強(qiáng)度的77.8%。丁清苗等[7]研究對(duì)于7075和2024異種鋁合金的攪拌摩擦焊接,在焊接過(guò)程中的形變量隨著焊接速度的增大而逐漸減小,其焊接速度應(yīng)為1.8 mm/s左右為宜。張欣盟等[8]研究了高焊接速度2000mm/min下6mm厚6082-T6鋁合金攪拌摩擦焊接頭的組織與力學(xué)性能。結(jié)果表明,在高焊接速度下,鋁合金接頭成形良好,焊核內(nèi)部沒有缺陷。
為了研究6082鋁合金焊接接頭的微觀組織和力學(xué)性能,現(xiàn)采用攪拌摩擦焊對(duì)3mm厚的6082鋁合金進(jìn)行焊接試驗(yàn)。
試驗(yàn)材料及方法
實(shí)驗(yàn)材料采用3mm厚的6082鋁合金板材,其規(guī)格為300mm×150mm×3mm(長(zhǎng)度×寬度×厚度),搭配高旋轉(zhuǎn)速度2400r/min,焊接速度1000mm/min,焊接偏移角度2.5°,壓力10kN。其力學(xué)性能為:抗拉強(qiáng)度為320M Pa,伸長(zhǎng)率A=20.8%;6082鋁合金的化學(xué)成分見表1。
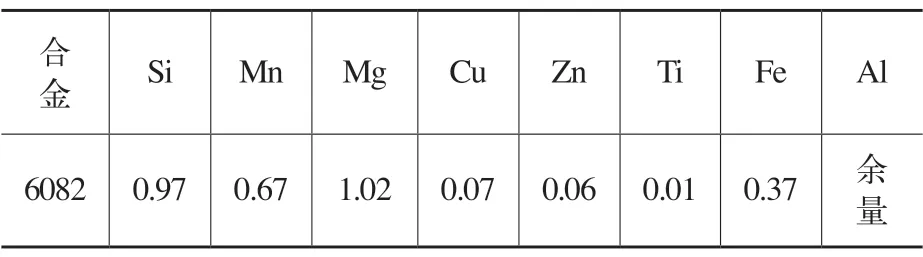
表1 6082鋁合金母材化學(xué)成分 (%)
焊前用酒精擦拭試件,然后采用專門夾具進(jìn)行試件固定,攪拌頭以旋轉(zhuǎn)速度2400r/min進(jìn)行旋轉(zhuǎn),然后以1000mm/min焊接速度沿試件的結(jié)合線方向行走。焊后用慢走絲線切割機(jī)在焊板上沿焊縫橫向制取拉伸試樣和金相試樣。在XBD-4304型微機(jī)電子控制萬(wàn)能試驗(yàn)機(jī)上進(jìn)行拉伸試驗(yàn);在宏觀金相顯微鏡下觀察接頭顯微組織;在HVS-1000型數(shù)顯顯微維氏硬度計(jì)測(cè)量其力學(xué)性能。
試驗(yàn)結(jié)果及分析
1.抗拉強(qiáng)度分析
將切割后的標(biāo)準(zhǔn)試樣進(jìn)行拉伸,其抗拉強(qiáng)度和焊接系數(shù)見表2。
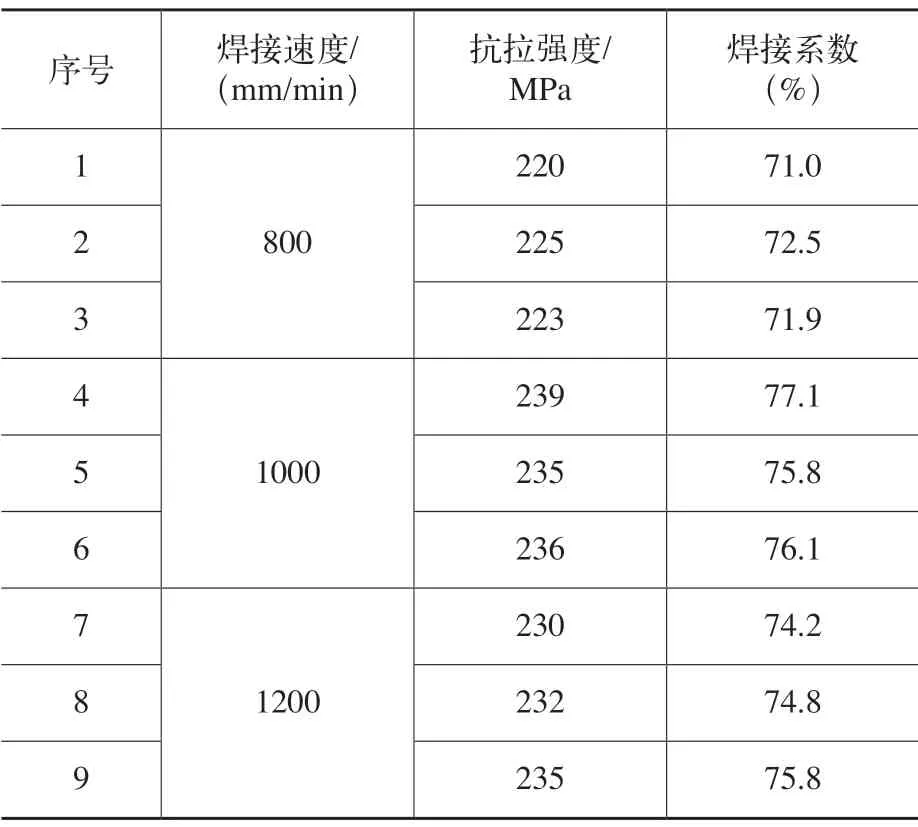
表2 不同焊接速度的力學(xué)性能
從表2中可以看出每個(gè)焊接速度進(jìn)行三組試驗(yàn),防止試驗(yàn)結(jié)果的偶然性。在焊接速度為800mm/min時(shí),抗拉強(qiáng)度均低于230MPa,焊接系數(shù)最大為72.5%,而焊接速度為1000mm/min時(shí),其抗拉強(qiáng)度最好,為235MPa以上。這三個(gè)焊接速度進(jìn)行攪拌摩擦焊對(duì)應(yīng)的應(yīng)變和應(yīng)力變化如圖1、圖2和圖3所示。
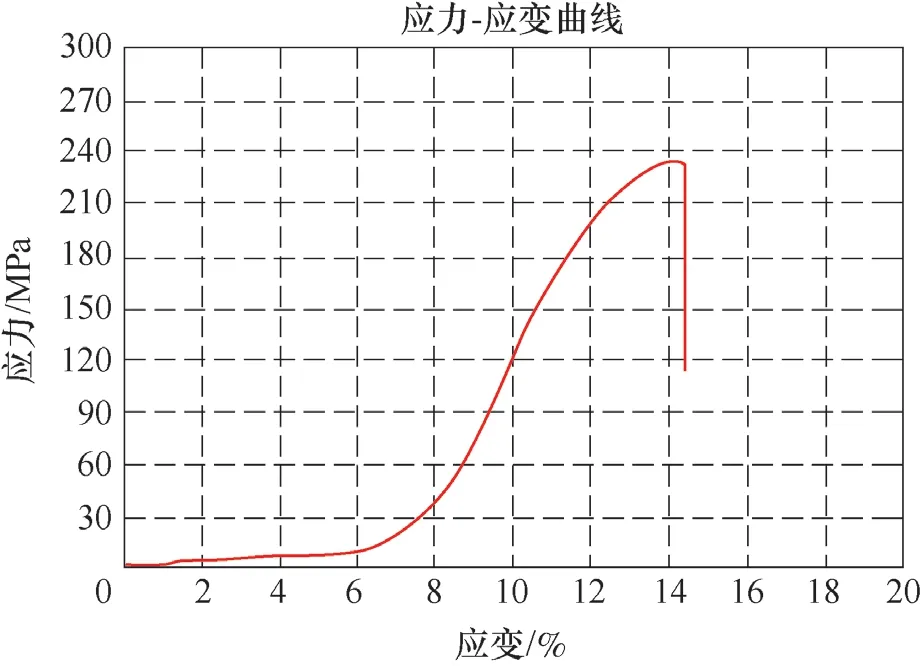
圖1 焊接速度800mm/min拉伸曲線
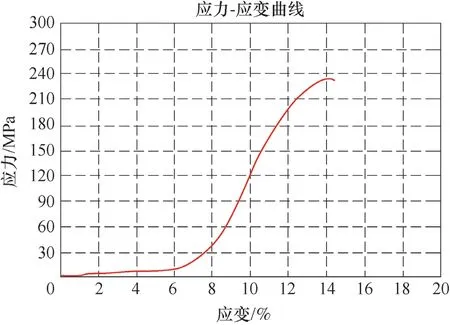
圖2 焊接速度1000mm/min拉伸曲線
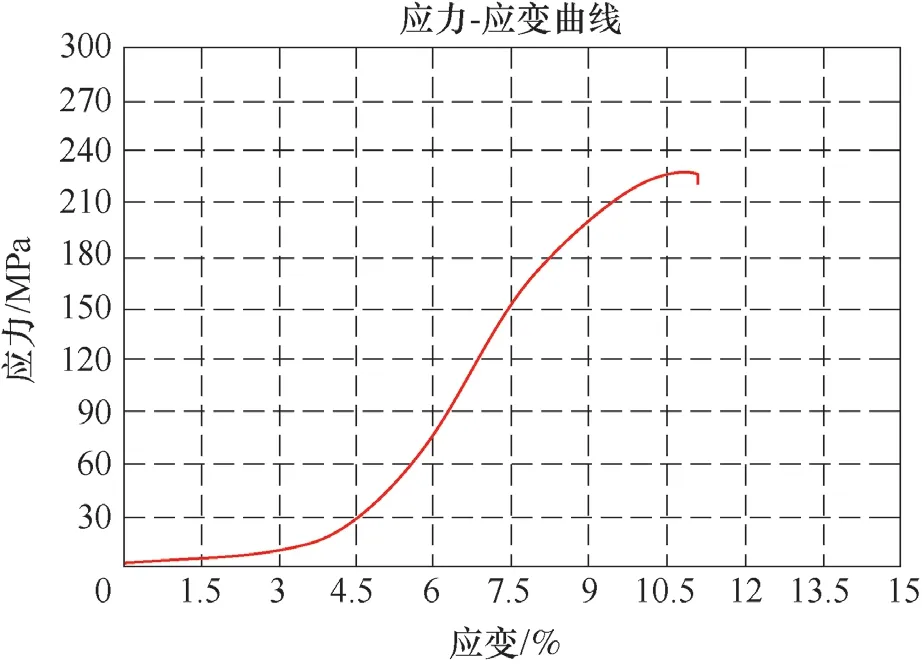
圖3 焊接速度1200mm/min拉伸曲線
從圖1可以看出應(yīng)力隨著應(yīng)變?cè)龃蠖龃螅畲髴?yīng)力接近240MPa,鋁合金在拉伸過(guò)程中發(fā)生的應(yīng)變超過(guò)14%。
從圖2可以看出應(yīng)力隨著應(yīng)變?cè)龃蠖龃螅瑧?yīng)變?yōu)?%~14%時(shí),應(yīng)變發(fā)生變形最大,且應(yīng)力比焊接速度為800mm/min的應(yīng)力更加接近240MPa,其應(yīng)變最大超過(guò)了14% 。
從圖3可以看出應(yīng)力隨著應(yīng)變?cè)龃蠖龃螅畲髴?yīng)變?yōu)?0.5%~12%,低于焊接速度800mm/min和1000mm/min的應(yīng)變。其最大應(yīng)力在230MPa左右。
2.宏觀顯微鏡分析
為了更精準(zhǔn)的測(cè)量攪拌摩擦焊的熔寬,采用宏觀顯微鏡測(cè)量其表面熔寬,見表3。

表3 宏觀顯微鏡下結(jié)果對(duì)比
從表3可以看出熔寬的變化與焊接速度有關(guān),焊接速度在800~1000mm/min時(shí),熔寬隨著焊接速度的增加而降低,在焊接速度在1000~1200mm/min時(shí),熔寬隨著焊接速度的增加而增加。所以焊接速度在1000mm/min時(shí),熔寬最小,且比較清晰美觀,無(wú)焊縫缺陷。
3.微觀顯微鏡分析
采用線切割進(jìn)行標(biāo)準(zhǔn)取樣,然后對(duì)標(biāo)準(zhǔn)樣本的焊縫接頭進(jìn)行拋光打磨,使其表面足夠光滑透明,然后用10%的NaOH溶液進(jìn)行腐蝕,如圖4所示是FSW接頭各區(qū)域的微觀組織。
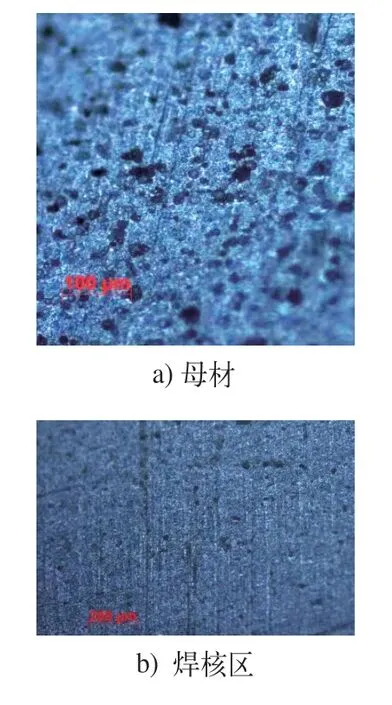
圖4 FSW接頭各區(qū)域的微觀組織
從圖4可以看出母材經(jīng)過(guò)打磨腐蝕表面有粗細(xì)不勻的顆粒孔,而焊核區(qū)經(jīng)過(guò)腐蝕表面后粒孔極少,說(shuō)明鋁合金經(jīng)過(guò)攪拌摩擦焊之后,其接頭的力學(xué)性能得到了提高,且焊縫與接頭無(wú)裂紋和未熔合等焊接缺陷。
4.硬度分析
測(cè)量硬度時(shí),每個(gè)焊接速度的硬度測(cè)量三次,然后取平均值,如圖5和圖6所示,對(duì)應(yīng)著非焊核區(qū)和焊核區(qū)的硬度。
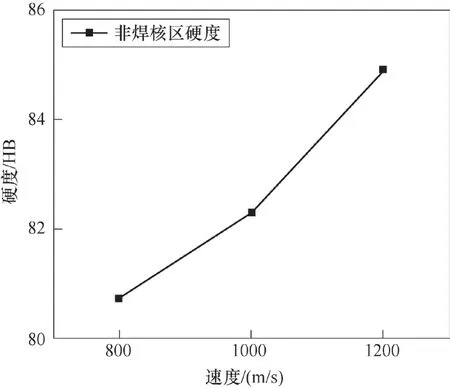
圖5 不同焊接速度的非焊核區(qū)硬度
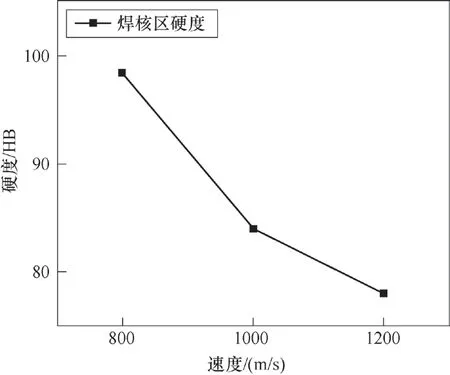
圖6 不同焊接速度的焊核區(qū)硬度
從圖5中可以看出,在非焊核區(qū),焊接速度與硬度成正比例關(guān)系,隨著焊接速度的增大,硬度也隨著增大,最大硬度處焊接速度為1200mm/min,為85HB左右。
從圖6中可以看出,在焊核區(qū),焊接速度與硬度成反比例關(guān)系,隨著焊接速度的增大,硬度也隨著增大,最大硬度處焊接速度為800mm/min,接近100HB左右。其最大硬度值比非焊核區(qū)大,說(shuō)明焊接速度可以增加母材的硬度,可以提高母材的力學(xué)性能。
結(jié)語(yǔ)
(1)焊接速度為1000mm/min時(shí),其抗拉強(qiáng)度最好,為235MPa以上,焊接系數(shù)達(dá)75%以上。
(2)焊接速度在1000mm/min時(shí),熔寬最小,且比較清晰美觀,無(wú)焊縫缺陷。
(3)通過(guò)微觀顯微鏡檢測(cè)觀察,6082鋁合金經(jīng)過(guò)攪拌摩擦焊焊接后,其接頭的力學(xué)性能進(jìn)一步提高。
(4)在焊核區(qū),硬度隨著焊接速度增大而減小;在非焊核區(qū),硬度隨著焊接速度增大而增大,且焊接速度可以增加母材的硬度,可以提高母材的力學(xué)性能。
猜你喜歡
材料與冶金學(xué)報(bào)(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
中國(guó)塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53