高溫下材料退化對(duì)連桿小頭摩擦副失效的影響
2021-10-31 05:51:32許尚杰覃文潔高麗英肖敬偉
車用發(fā)動(dòng)機(jī) 2021年5期
關(guān)鍵詞:變形
許尚杰,覃文潔,高麗英,肖敬偉
(1.北京理工大學(xué)機(jī)械與車輛學(xué)院動(dòng)力系統(tǒng)工程研究所,北京 100081;2.中國(guó)北方發(fā)動(dòng)機(jī)研究所(天津),天津 300400)
發(fā)動(dòng)機(jī)連桿小頭作為一種高速、精密、重載的滑動(dòng)軸承部件,在工作中會(huì)出現(xiàn)異常磨損、襯套松脫等失效現(xiàn)象[1-2],較高的工作環(huán)境溫度造成材料性能退化是引起連桿小頭摩擦副失效的原因之一。目前已有研究人員開展了一些相關(guān)工作。梁大珍[3]采用熱機(jī)耦合有限元仿真,分析了溫度升高對(duì)連桿襯套應(yīng)力狀態(tài)的影響,以襯套的屈服極限作為準(zhǔn)則對(duì)其進(jìn)行失效判定。劉寬偉等[4]利用有限元分析了高溫?zé)彷d荷對(duì)不同工況下連桿襯套接觸壓力和塑性形變區(qū)域的影響,并闡述了其對(duì)小頭襯套松脫失效的影響。上述研究?jī)H從高溫導(dǎo)致的結(jié)構(gòu)應(yīng)力應(yīng)變變化角度對(duì)連桿小頭摩擦副失效進(jìn)行了分析,事實(shí)上,高溫下襯套的內(nèi)孔變形也是產(chǎn)生失效的重要因素之一,內(nèi)孔變形過大,活塞銷與襯套之間的間隙會(huì)過小,就會(huì)使?jié)櫥涣迹a(chǎn)生過量的摩擦熱,導(dǎo)致溫度進(jìn)一步升高[5]。目前,對(duì)于孔形零件受熱變形的理論研究已較為完善[6-8],對(duì)于較為復(fù)雜的結(jié)構(gòu),大多數(shù)學(xué)者采用有限元法進(jìn)行模擬。范校尉[9]利用有限元方法對(duì)連桿襯套進(jìn)行了熱機(jī)耦合分析,研究了溫度升高對(duì)襯套內(nèi)孔收縮的影響,然而并未對(duì)襯套與活塞銷的間隙進(jìn)行考察。徐輔仁、張文祥等[10-12]在進(jìn)行連桿小頭襯套內(nèi)孔與銷之間的間隙研究中,對(duì)溫度進(jìn)行了比較充分的考慮,這些研究中間隙是通過理論計(jì)算得到的,難以適用于發(fā)動(dòng)機(jī)連桿小頭復(fù)雜的結(jié)構(gòu)與工況。另外,謝云增等[13]還認(rèn)為溫升會(huì)導(dǎo)致連桿與襯套之間產(chǎn)生溫升過盈,而溫度過高會(huì)導(dǎo)致襯套產(chǎn)生塑性變形,回到常溫狀態(tài)后塑性變形無法還原,也會(huì)導(dǎo)致接觸面接觸壓力過小而產(chǎn)生松動(dòng)失效。然而,此研究并沒有進(jìn)行理論計(jì)算與試驗(yàn)驗(yàn)證,只是一個(gè)定性的觀點(diǎn)。
本研究針對(duì)某柴油機(jī)連桿小頭摩擦副,運(yùn)用數(shù)值模擬和試驗(yàn)測(cè)試方法,從連桿小頭內(nèi)孔襯套與活塞銷之間的間隙、襯套與連桿小頭的結(jié)合狀態(tài)兩個(gè)方面,分析了溫升導(dǎo)致的材料性能退化與連桿小頭摩擦副的異常磨損和襯套松脫失效的關(guān)系。
1 連桿小頭材料在高溫下的力學(xué)性能退化
隨著溫度的升高,金屬材料的力學(xué)性能會(huì)發(fā)生改變,多數(shù)金屬在高溫狀態(tài)下的屈服極限和彈性模量會(huì)比常溫下有所減小。本研究考慮了連桿材料42CrMo和襯套材料QSn7-0.2的屈服極限、彈性模量等參數(shù)隨溫度的變化[14-15](見表1和表2)。

表1 42CrMo材料參數(shù)隨溫度的變化

表2 QSn7-0.2材料參數(shù)隨溫度的變化
由表1可知,42CrMo的屈服極限隨著溫度的升高而降低,下降速度較為平穩(wěn)。由表2可知,QSn7-0.2的屈服極限隨著溫度的升高而降低,且溫度越高,屈服極限的下降速度越快。另外,兩種材料的熱膨脹系數(shù)隨溫度升高都有所增加。
2 高溫下材料退化對(duì)連桿小頭摩擦副間隙的影響
連桿小頭在高溫高載狀態(tài)下工作時(shí)襯套內(nèi)孔會(huì)變形失圓,變形過大容易導(dǎo)致襯套與活塞銷的間隙過小,使活塞銷與襯套潤(rùn)滑不良,引發(fā)異常磨損、燒蝕等現(xiàn)象[16]。本研究首先通過ADAMS軟件建立含有柔性體的曲柄連桿機(jī)構(gòu)的多體系統(tǒng)動(dòng)力學(xué)模型,判斷連桿小頭襯套內(nèi)孔變形最大的工況及位置,再考慮到連桿小頭材料在高溫下的性能退化,運(yùn)用ABAQUS軟件建立連桿與活塞裝配體的有限元模型進(jìn)行分析,獲取襯套內(nèi)孔的變形情況,為失效分析提供參考。
2.1 連桿小頭襯套內(nèi)孔動(dòng)態(tài)變形分析
根據(jù)曲柄連桿機(jī)構(gòu)各零件幾何模型及裝配關(guān)系,將連桿及襯套考慮為柔性體,活塞、活塞銷和曲軸考慮為剛體,建立曲柄連桿機(jī)構(gòu)的剛?cè)狁詈夏P?見圖1)。模型的主要結(jié)構(gòu)尺寸參數(shù)見表3。

表3 模型的主要結(jié)構(gòu)尺寸
為了便于研究和分析,仿真計(jì)算前在襯套內(nèi)孔的上下左右4個(gè)位置建立了4個(gè)節(jié)點(diǎn),分別是A1、A2、B1、B2(見圖2),襯套內(nèi)孔的軸線方向垂直于紙面。其中A1-A2的距離為連桿軸線方向襯套內(nèi)孔的直徑,B1-B2的距離為垂直于連桿軸線方向襯套內(nèi)孔的直徑,通過測(cè)量節(jié)點(diǎn)A1-A2與B1-B2的相對(duì)距離變化,與初始距離對(duì)比,可以獲得襯套內(nèi)孔在動(dòng)態(tài)載荷下的變形情況。

圖1 含連桿襯套柔體的曲柄連桿機(jī)構(gòu)動(dòng)力學(xué)模型 圖2 襯套內(nèi)孔節(jié)點(diǎn)示意
施加氣體壓力(見圖3),通過動(dòng)力學(xué)分析,得到節(jié)點(diǎn)A1-A2與B1-B2的相對(duì)距離變化(見圖4)。曲軸轉(zhuǎn)角0°為排氣沖程結(jié)束后活塞達(dá)到上止點(diǎn)的時(shí)刻,曲軸轉(zhuǎn)角360°為壓縮沖程結(jié)束后活塞達(dá)到上止點(diǎn)的時(shí)刻。
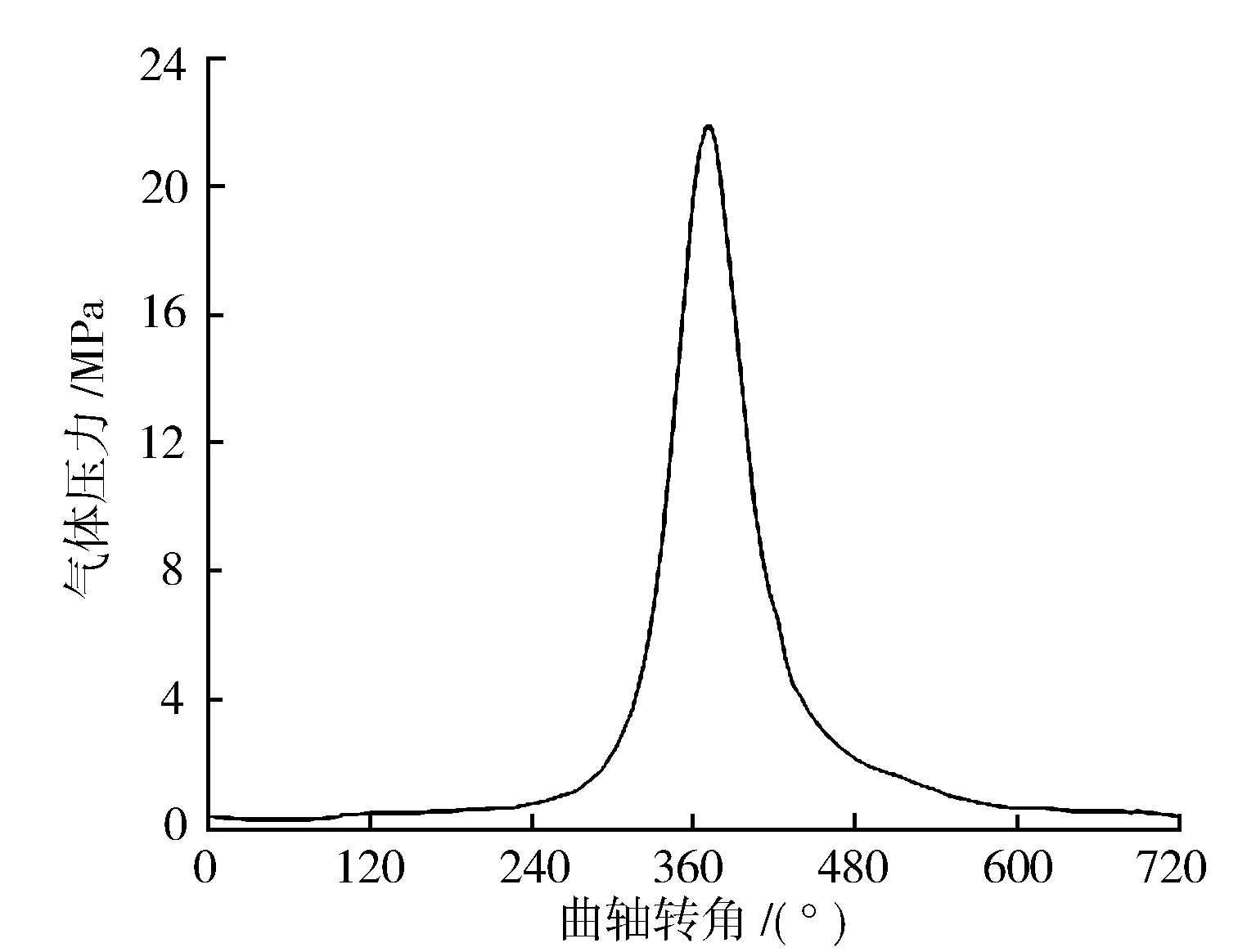
圖3 氣體壓力變化

圖4 襯套內(nèi)孔節(jié)點(diǎn)相對(duì)距離變化
在曲軸轉(zhuǎn)角為0°和720°附近(受拉工況)時(shí),A1-A2相對(duì)距離變化出現(xiàn)最大的正值,B1-B2相對(duì)距離變化出現(xiàn)最小的負(fù)值,說明此時(shí)襯套內(nèi)孔在A1-A2方向被拉長(zhǎng),在B1-B2方向變窄。在曲軸轉(zhuǎn)角為360°左右時(shí)(受壓工況),節(jié)點(diǎn)對(duì)A1-A2、B1-B2的相對(duì)距離變化也較大。從圖中可以看出,節(jié)點(diǎn)對(duì)A1-A2和B1-B2在曲軸轉(zhuǎn)角為0°和720°時(shí)的相對(duì)距離變化比在360°時(shí)大,說明了襯套內(nèi)孔在受拉工況下的變形比受壓工況更嚴(yán)重。事實(shí)上,產(chǎn)生這種現(xiàn)象的原因是壓縮載荷作用在剛度較大的桿身一側(cè),大部分負(fù)載會(huì)直接轉(zhuǎn)移到連桿柄,只有小部分負(fù)載會(huì)參與連桿小頭的變形,而拉伸載荷由于作用在連桿小頭剛度最低的一側(cè),大部分負(fù)載都參與了連桿小頭的變形。
為了保證連桿小頭襯套與活塞銷之間有足夠的潤(rùn)滑,襯套內(nèi)孔及活塞銷在工作變形后二者之間應(yīng)該保留一定的間隙。連桿小頭襯套所允許的最大徑向變形量為
λ=δ-h-λ1。
(1)
式中:δ為活塞銷與襯套的設(shè)計(jì)間隙;h為油膜厚度;λ1為工作過程中活塞銷的最大徑向變形量。
連桿小頭襯套與活塞銷的間隙過小,會(huì)導(dǎo)致襯套與活塞銷之間的摩擦力急劇增大,產(chǎn)生大量的摩擦熱和嚴(yán)重的磨損。受拉工況下,B1-B2相對(duì)距離變化出現(xiàn)最小的負(fù)值,說明在活塞達(dá)到上止點(diǎn)時(shí)B1-B2方向的間隙最小。因此,在活塞連桿組合機(jī)構(gòu)有限元模型的建立中,將考慮相對(duì)危險(xiǎn)的受拉工況下B1-B2的相對(duì)距離變化情況。
2.2 材料退化對(duì)連桿小頭摩擦副間隙的影響
利用ABAQUS建立連桿小頭及活塞組合結(jié)構(gòu)的有限元模型,如圖5所示。賦予零件模型相應(yīng)的材料屬性,根據(jù)裝配關(guān)系進(jìn)行裝配,對(duì)相應(yīng)的零件施加接觸,并添加邊界條件。首先,約束連桿大頭的全部自由度;其次,給活塞和活塞銷施加受拉工況下所受的慣性力;最后,給整個(gè)模型施加不同溫度場(chǎng),從而得到不同溫度下的計(jì)算結(jié)果。

圖5 活塞連桿組合結(jié)構(gòu)的有限元模型
在受拉工況下,襯套和活塞銷會(huì)整體上移,如圖6所示。因此可以標(biāo)記活塞銷上與襯套B1、B2節(jié)點(diǎn)相對(duì)應(yīng)的節(jié)點(diǎn)為C1、C2(見圖7)。通過測(cè)量4個(gè)節(jié)點(diǎn)(B1,B2,C1,C2)的位移,可以計(jì)算出受拉工況下活塞銷與襯套在不同溫度下間隙的變化,計(jì)算結(jié)果見表4。本研究中發(fā)動(dòng)機(jī)活塞銷與襯套的設(shè)計(jì)間隙為0.06 mm,由此得到不同溫度下襯套與活塞銷的間隙(見圖8)。

圖6 襯套變形示意 圖7 活塞銷節(jié)點(diǎn)示意
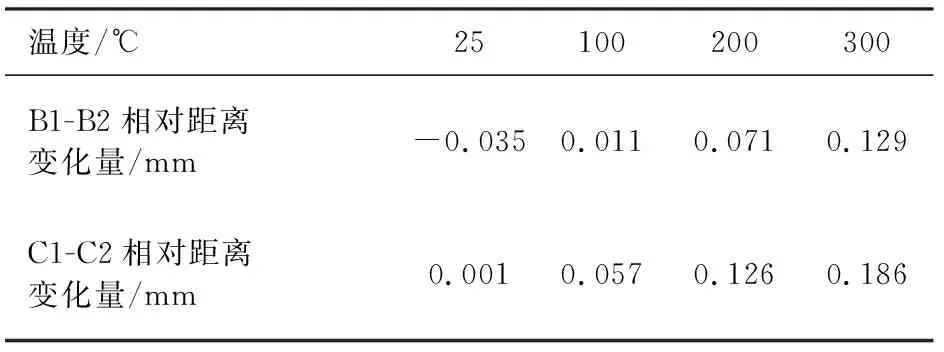
表4 襯套B1-B2與活塞銷C1-C2節(jié)點(diǎn)在不同溫度下的相對(duì)距離變化

圖8 活塞銷與襯套的間隙隨溫度的變化
由表4和圖8可知,隨著溫度的升高,襯套內(nèi)徑與活塞銷的外徑逐漸增大。由于襯套受到過盈力的影響,襯套內(nèi)徑擴(kuò)大的速度小于活塞銷外徑的擴(kuò)大速度,導(dǎo)致襯套與活塞銷之間的間隙逐漸減小。根據(jù)本研究的發(fā)動(dòng)機(jī)活塞銷與襯套的表面粗糙度,可得混合潤(rùn)滑的油膜厚度至少為0.008 9 mm,由此可知,當(dāng)溫度高于150 ℃后,活塞銷和襯套在B1-B2方向的間隙已小于混合潤(rùn)滑的油膜厚度,無法使活塞銷和襯套在此處獲得良好的潤(rùn)滑,容易導(dǎo)致連桿小頭摩擦副產(chǎn)生磨損失效。
3 高溫下材料退化對(duì)連桿與襯套結(jié)合狀態(tài)的影響
隨著溫度的升高,連桿與襯套會(huì)受熱膨脹,由于襯套的熱膨脹系數(shù)大于連桿的熱膨脹系數(shù),工作時(shí)襯套的熱膨脹必然會(huì)受連桿小頭孔的約束,襯套與連桿會(huì)產(chǎn)生所謂的溫升過盈[5,12]。在襯套不發(fā)生塑性變形的情況下,溫升會(huì)使連桿與襯套的結(jié)合力變大,結(jié)合得更加緊密。然而在高溫條件下由于襯套的屈服極限明顯降低,較大的溫升過盈會(huì)導(dǎo)致襯套產(chǎn)生較大的塑性形變。當(dāng)發(fā)動(dòng)機(jī)停止工作后,塑性形變無法消除,將導(dǎo)致連桿與襯套的結(jié)合力降低。另外在工作載荷和熱載荷的相互作用下,襯套與連桿小頭的接觸狀態(tài),即黏著區(qū)、滑移區(qū)和非接觸區(qū)的相對(duì)大小會(huì)發(fā)生改變,當(dāng)黏著區(qū)過小時(shí),容易引發(fā)襯套的滑移和松動(dòng)。
本研究通過有限元仿真,分析了不同溫度下連桿小頭與襯套外圈黏著區(qū)、滑移區(qū)和非接觸區(qū)大小,考察溫度升高對(duì)連桿與襯套接觸狀態(tài)的影響。另外,通過設(shè)計(jì)加工模擬連桿小頭軸承的試驗(yàn)件,測(cè)試了QSn7-0.2襯套加載后從不同溫度降至常溫后壓出力的大小,研究高溫下的塑性形變對(duì)連桿襯套結(jié)合力的影響。
3.1 材料退化對(duì)連桿與襯套接觸狀態(tài)的影響
極限受拉工況下連桿與襯套的接觸狀態(tài)如圖9所示。由圖9可知,隨著溫度的升高,接觸黏著區(qū)的比例明顯下降,其變化見圖10。

圖9 極限受拉工況不同溫度下襯套的接觸狀態(tài)

圖10 極限受拉工況下襯套黏著區(qū)占比隨溫度的變化
用同樣的方法分析極限受壓工況下連桿與襯套的接觸狀態(tài)以及黏著區(qū)占比,結(jié)果見圖11和圖12。

圖11 極限受壓工況不同溫度下襯套的接觸狀態(tài)
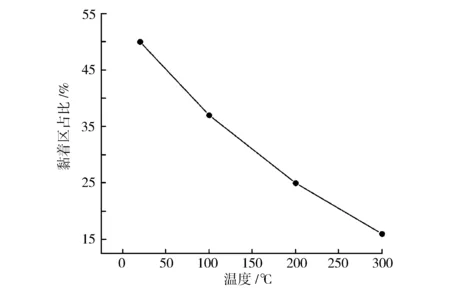
圖12 極限受壓工況下襯套黏著區(qū)占比隨溫度的變化
由圖10和圖12可知,隨著溫度的升高,在受壓和受拉工況下襯套黏著區(qū)占比都逐漸減小。在300 ℃時(shí),不論在哪種工況下,襯套黏著區(qū)占比都已經(jīng)小于20%,這說明此時(shí)襯套與連桿大部分接觸區(qū)域都產(chǎn)生了相對(duì)滑動(dòng)。當(dāng)溫度降至常溫后,這些區(qū)域的相對(duì)滑移如果無法完全還原,就會(huì)產(chǎn)生由于溫升產(chǎn)生的滑移累積,長(zhǎng)時(shí)間工作后,可能導(dǎo)致襯套的整體滑動(dòng)而發(fā)生松脫失效。
3.2 材料退化對(duì)連桿與襯套結(jié)合力的影響
連桿與襯套的過盈結(jié)合力可以通過襯套壓出力來評(píng)價(jià)。本研究中設(shè)計(jì)的襯套壓出試驗(yàn)裝置見圖13,其中連桿小頭采用厚壁圓筒軸承(內(nèi)壁通過過盈裝配有襯套)試件來模擬。首先將試件加熱至一定溫度,然后在軸承試件上施加連桿小頭的最大拉伸載荷,最后等溫度降至常溫后通過壓出零件將襯套壓出,壓出過程中實(shí)時(shí)記錄反作用力,并以襯套開始?jí)撼鰰r(shí)的最大反力作為襯套的與連桿的結(jié)合力。襯套加載后從不同溫度下降至常溫后的結(jié)合力測(cè)試結(jié)果見表5。

圖13 襯套壓出試驗(yàn)裝置

表5 不同溫度下襯套與連桿的結(jié)合力
由表5可以看出,從100 ℃和200 ℃降至常溫的結(jié)合力和常溫下的結(jié)合力大小比較接近,考慮到試驗(yàn)件的個(gè)體差異,可以認(rèn)為在200 ℃以下,襯套基本上處于彈性變形范圍之內(nèi);而從300 ℃降至常溫的結(jié)合力銳減,說明300 ℃時(shí)襯套很有可能發(fā)生了塑性形變,導(dǎo)致降至常溫后變形無法還原,結(jié)合力大大減小。本研究通過有限元模擬襯套的高溫受載情況,計(jì)算了300 ℃時(shí)襯套的塑性變形情況,如圖14所示。
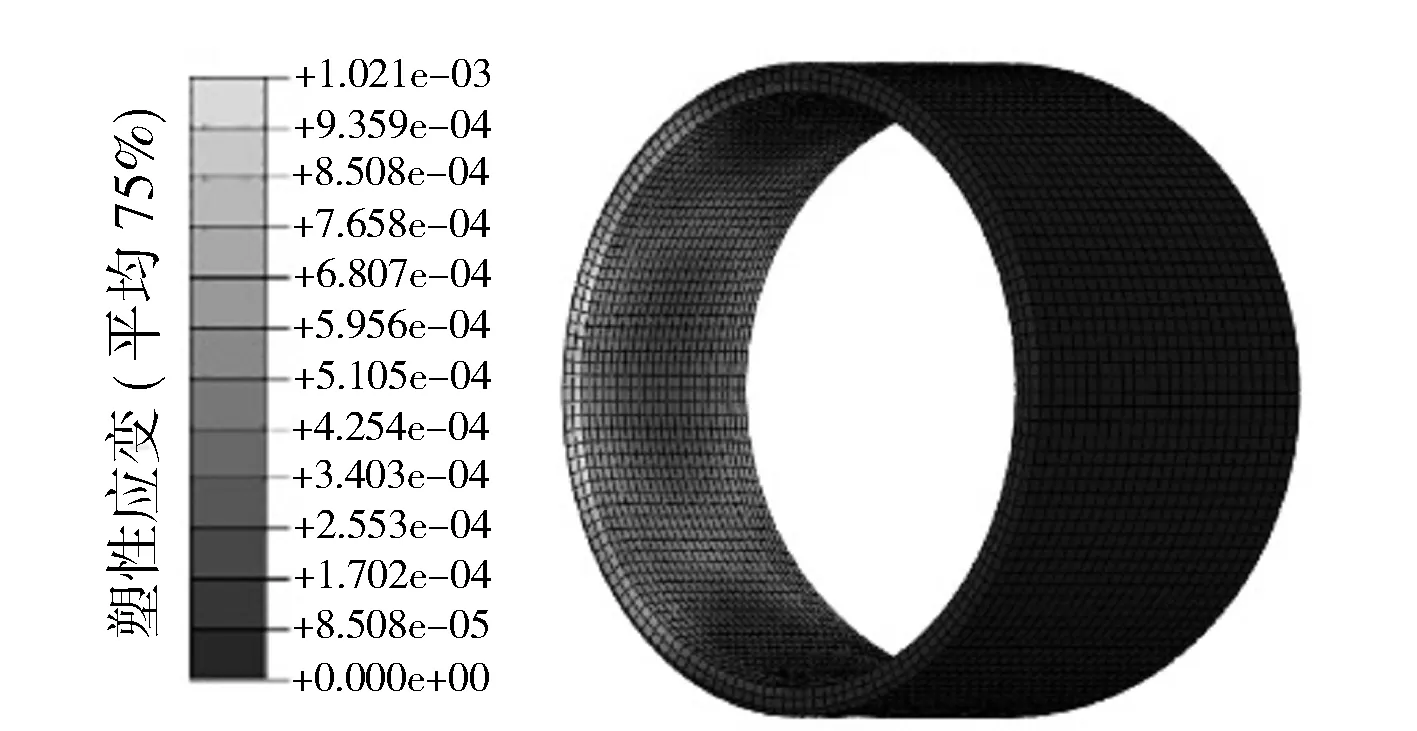
圖14 襯套的塑性變形
由圖14可知,當(dāng)溫度達(dá)到300 ℃后,襯套確實(shí)已發(fā)生較大面積的塑性形變,此時(shí)將溫度降至常溫,襯套的塑性變形無法消除,將導(dǎo)致連桿小頭與襯套的結(jié)合力減小,受載后產(chǎn)生更大的滑移,容易引起襯套的松脫。
4 結(jié)論
a) 高溫下材料的性能退化會(huì)對(duì)襯套內(nèi)孔的變形、連桿與襯套的結(jié)合狀態(tài)(接觸狀態(tài)和結(jié)合力)產(chǎn)生影響;
b) 本研究中柴油機(jī)連桿小頭襯套內(nèi)孔變形最大工況為活塞處于上止點(diǎn)時(shí)的極限受拉工況;
c) 當(dāng)溫度高于150 ℃后,活塞銷和襯套的間隙已小于混合潤(rùn)滑的油膜厚度,無法產(chǎn)生良好的潤(rùn)滑;
d) 當(dāng)溫度達(dá)到300 ℃時(shí),襯套黏著區(qū)占比已經(jīng)小于20%,襯套與連桿大部分接觸區(qū)域都產(chǎn)生了相對(duì)滑動(dòng);
e) 當(dāng)溫度達(dá)到300 ℃時(shí),襯套已發(fā)生較大面積的塑性形變,此時(shí)若將溫度降至常溫,襯套的塑性變形無法消除,將導(dǎo)致連桿小頭與襯套的結(jié)合力減小,進(jìn)而產(chǎn)生松動(dòng)失效。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級(jí)版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
