磨粉機齒輥磨損與研磨效果相關規律試驗研究*
2021-11-01 09:20:16侯寧沛武文斌高楊楊李蒙蒙劉培康呂少杰張文龍
糧食加工 2021年5期
關鍵詞:測量
侯寧沛,武文斌,高楊楊,李蒙蒙,劉培康,呂少杰,張文龍
(河南工業大學糧油機械研究所,鄭州 450001)
磨粉機齒輥在研磨物料過程中伴隨著輥面磨損,使輥齒表面幾何特性產生變化,齒輥磨損嚴重需進行重新拉絲或換輥,換輥或拉絲過早會影響磨輥壽命,設備不必要停機和磨輥拉絲也會帶來成本投入。換輥或拉絲過晚,不僅加快磨輥磨損影響其壽命,也影響物料產量、面粉品質并增加能耗等[1-2],故對磨粉機齒輥表面形貌磨損與研磨效果相關規律進行研究是很有必要的。
近年來國內外學者對磨粉機磨輥表面形貌的磨損進行研究,田建珍等[3]對MDDL和MDDK型磨粉機的光輥表面粗糙度進行研究,得到噴砂輥磨損后粗糙度Ra值與Rz值的相互關系,磨輥磨損后使輥徑減小,且磨輥磨損率會增加。Keping Zhang等[4]用試驗磨粉機研究粒度、轉速和軋距與磨輥磨損的影響關系,得到粒度是影響磨損性能的最主要因素,軋距次之,轉速再次之。Takamasa MESAKI等[5]從磨輥徑向 0、5、10 mm 切出 10×10×20 mm 的三種試樣,硬度分別為HRC53、50、47進行磨損試驗。結果顯示硬度與磨損量負相關,硬度為53的試樣磨損率最低,但慢輥的磨損量約為快輥的2/5,硬度53與47樣件磨損量相差約1.5倍。Takamasa MESAKI等[6]通過對Satake的SRMI00A磨粉機1B齒輥齒形進行研究,得到快輥在工作1、2、3個月的齒形及慢輥使用3個月后的齒形磨損變化,快輥使用3個月后磨損深度為0.25mm,傾斜磨損至鋒面,主要為鈍面受力。慢輥磨損深度較小,鋒面、鈍面都有磨損,故鋒面、鈍面都承受作用力。
由于齒輥表面幾何特性不易測量,且小麥與輥齒屬于軟顆粒磨損,磨損周期等原因帶來諸多問題,目前國內學者的研究重點是噴砂輥,且磨損試驗多數是用試樣代替[7-8]。為了研究磨粉機齒輥表面形貌磨損規律,本次試驗在面粉廠針對FMFQ磨粉機高速側齒輥磨損過程進行試驗研究。
1 試驗方案
1.1 試驗材料
本次試驗地點在鄭州天地人面粉實業有限公司完成,試驗小麥為鶴壁附近混合小麥,其中滑縣一種新小麥占基礎配比60%,不完善粒為6%~8%,入磨前水分為16.0%;試驗對象為FMFQ 10×2氣壓磨粉機的2B齒輥,處理量為1.46 t/h,齒輥參數見表1:

表1 磨輥齒形工作參數
1.2 試驗測量裝置
(1)磨粉機工作電流測量:使用寶工MT-3110鉗型電流表測量電流,量程為0.01~60 A,解析度:0.01 A;準確度:2.5%+8 d;將被測線路的單根導線夾在鉗口內,測量穩定時,將穩定示數保持固定,每次測量3次示數,并進行記錄。
(2)磨粉機單側磨輥剝刮率測量:在磨上物和磨下物分別隨機稱取若干混勻物料,稱量后,使用PPS-308佩克昂電動驗粉篩篩理300 s,篩網選用CB30,驗粉篩停止后,用精度為0.1 g的電子秤稱量篩上物和篩下物的重量,重復試驗3次取平均值,并進行記錄。
(3)磨下物溫度測量:在磨粉機1 000 mm快輥輥面磨下物等距取3個測量位置,使用量杯取磨下物,立即用熱電偶接觸式測溫儀進行測量,測量結果取平均值,并進行記錄。其中測溫儀測量范圍0~100℃,分辨率為0.1℃。
(4)輪廓側量:使用科斯邁熱熔膠槍在2B磨粉機1 000 mm快輥輥面上距端面100 mm測量位置拓出齒型輪廓模型,利用基恩士VR-3000輪廓測量儀測出所拓齒型輪廓,并進行記錄,該測量儀的高度測量精度 1 μm,寬度測量精度 0.5 μm。
1.3 試驗方法
小麥與輥齒屬于軟顆粒磨損,磨損周期較長,本次試驗的磨粉機產量為1.46 t/h且連續工況下運行,齒輥試驗時間是從開始使用至需拉絲為止共80 d,測量位置選取在距離齒輥右端面100 mm位置(圖1a),每次測試使用膠槍在該位置拓出齒型輪廓模型(圖1c),利用基恩士VR-3000輪廓測量儀測出所拓齒型輪廓(圖1d),每次選取3個完整輥齒,取平均值作為測量結果,近似視為磨輥在該時間點的輥齒磨損量,并進行記錄。其中,基恩士VR-3000輪廓測量儀的高度測量精度1 μm,寬度測量精度0.5 μm,能夠滿足試驗要求。每隔10 d測量一次數據,利用測量的離散數據點擬合磨輥使用過程的表面形貌變化規律。實驗過程中,每次測試時間約20 min,該時間段與10 d間隔時間相差較大,且20 min內測量參數變化可忽略不計,故將該時間段測量的齒形輪廓、電流、剝刮率、取粉率、磨下物溫度和輥面溫度視為同一時間節點的測量數據。
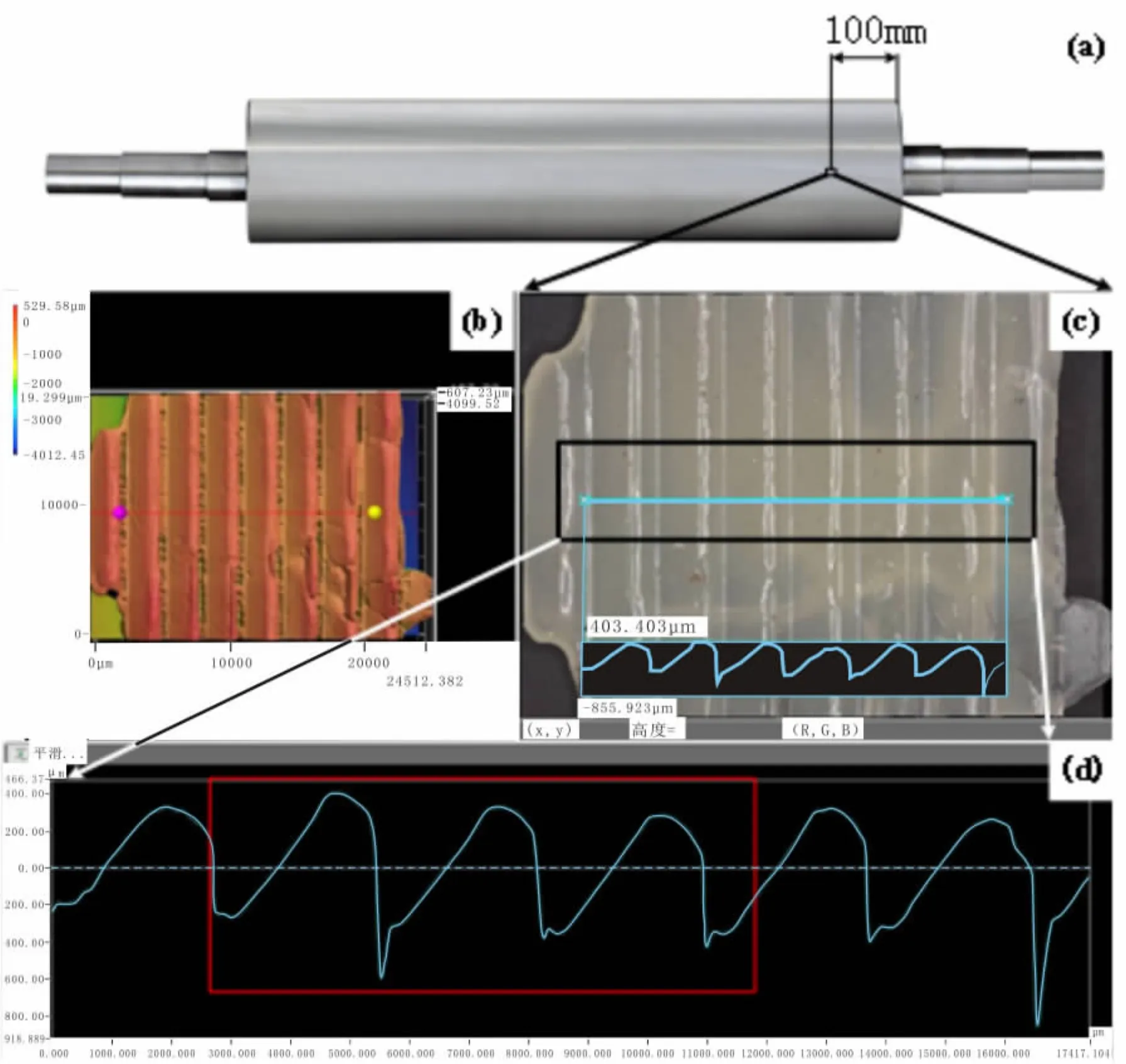
圖1 齒形輪廓測量圖
2 試驗結果與討論
2.1 齒輥磨損
磨粉機在80 d連續工作中,分別在第0、10、20、30、40、50、60、70、80 天進行數據采集,單個輥齒磨損過程中表面二維輪廓變化見圖2,圖2(a)是齒輥原始齒形;圖2(b-c)顯示鈍面在第10天已有磨損,鋒面在第10天仍未磨損,在第20天有較小程度磨損;圖2(d-g)可知齒深在第30天開始逐漸減少。圖2(h)表明齒形在第70天輪廓已鈍化(無棱角);圖2(i)顯示齒形在第80天,鈍面磨損深度為0.32㎜,鋒面為0.21 mm,約1/3齒深未被明顯磨損,且鈍面磨耗大于鋒面磨耗,齒形呈圓弧形;由圖2(a-i)可知:由于齒輥D/D的排列方式,出現單側磨損加劇現象,輥齒鈍面磨損比鋒面磨損嚴重,且鈍面磨損較早,輥齒在工作第60天已經鈍化。隨后磨損加劇。

圖2 單個輥齒磨損過程中表面二維輪廓變化:時間 T= (a)0 d,(b)10 d,(c)20 d,(d)30 d,(e)40 d,(f)50 d,(g)60 d,(h)70 d,(i)80 d
將單個輥齒磨損過程中表面二維輪廓進行數據提取,分別取齒頂寬L、磨耗S和不完整度C。磨耗是指輥齒磨損消耗量,不完整度是指磨耗量占完整齒型百分比,單個輥齒磨損參數數據如表2所示。
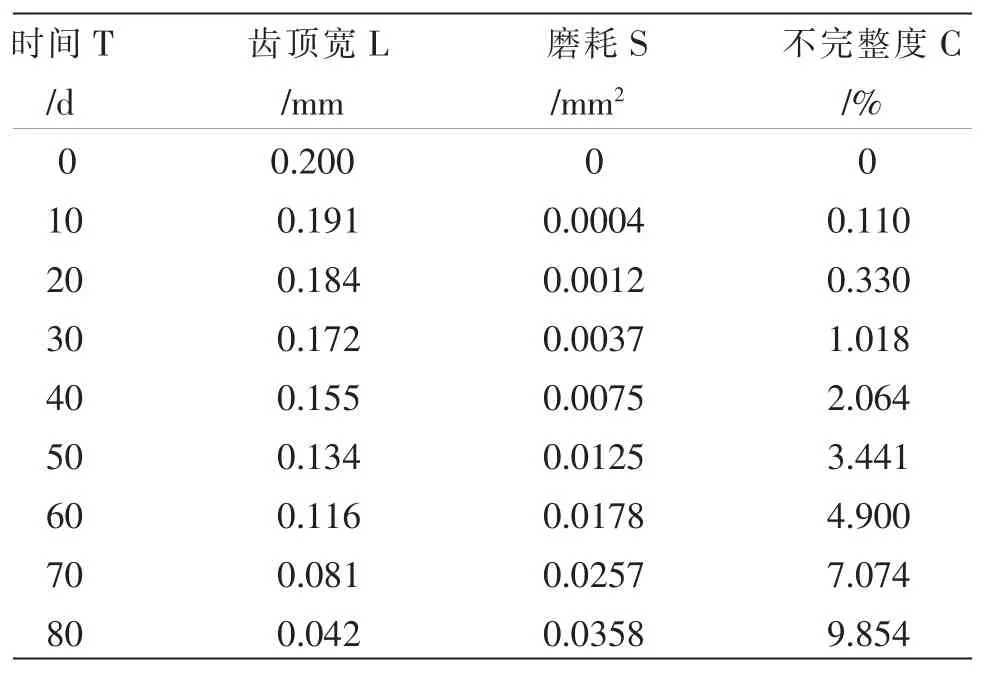
表2 單個輥齒磨損參數變化數據表
齒頂寬L隨磨損時間T變化曲線如圖3(a),齒頂寬逐漸減小,由曲線斜率變化可知,齒頂寬減小速度在逐漸增加;磨耗S隨磨損時間T變化曲線如圖3(b),磨耗速度加大;不完整度C隨磨損時間T變化曲線如圖3(c),不完整度的增加速度在逐漸加大;不完整度C與齒頂寬L呈負相關,有明顯的函數關系,如圖 3(d)。
分別對不完整度C與齒頂寬L、不完整度C和磨損時間T采用三次多項式進行曲線擬合,其中CT擬合曲線如圖3(c)所示,將數據點通過Origin進行曲線擬合,相關系數為:0.99902.擬合曲線方程為:

C-L擬合曲線如圖3(d)所示,相關系數為:0.99908.擬合曲線方程為:
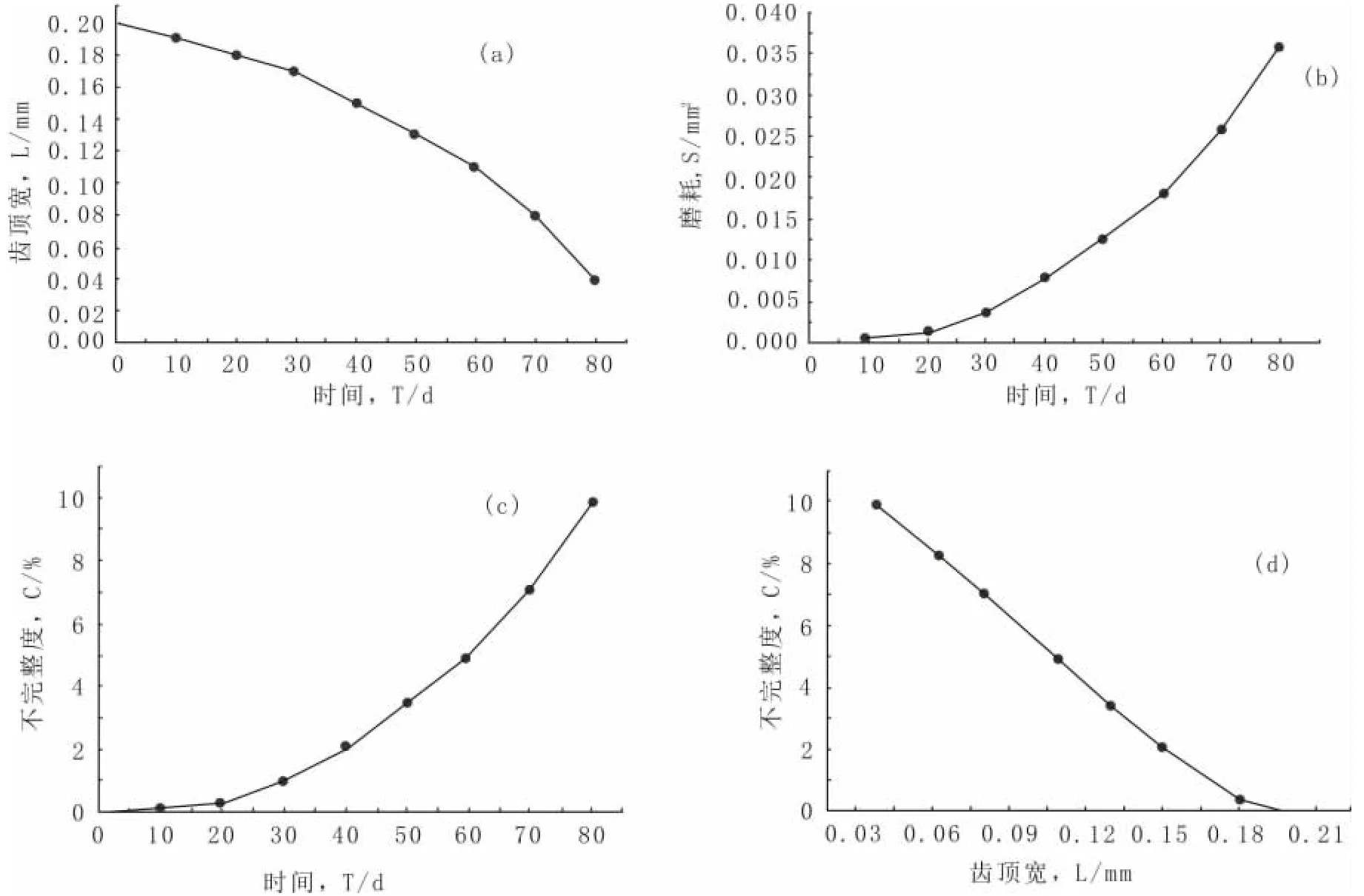
圖3 輥齒磨損參數變化圖

在本次磨粉機工況下,通過對齒輥磨損后齒頂寬、不完整度及磨損時間的定量關系研究,得到齒頂寬與齒輥磨損狀態的關系,可以通過測量齒頂寬L,利用曲線擬合方程判斷齒輥磨損狀態。
2.2 齒輥磨損對電耗的影響
在磨粉機滿負載狀態時噸料電耗由電壓和電流決定,中國的工業電壓為380 V,頻率為50 Hz,故磨粉機電耗可以由電流表征。齒輥在80 d工作過程中電流變化如圖4所示,電流在工作過程中整體呈現三次變化,分別為平穩區,增長區,激增區。電流從起初至使用20 d左右電流變化為0.36 A,電流增加較小。齒輥使用20~50 d,電流先提高后逐漸平穩,電流變化為0.85 A。當使用50 d后,電流急劇增大。工作80 d后,電流提高至11.4 A,與初始值相差3.0A,影響較大。
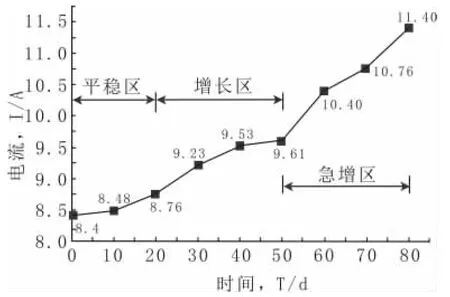
圖4 齒輥磨損過程電流變化曲線
磨粉機在研磨物料工況下,電流出現增加現象,這與齒輥的齒型參數出現磨損有關。輥齒磨損過程,鋒角和鈍角出現不規則變化,齒深和齒頂寬減少,而磨耗可綜合各參數關系。通過對齒輥磨損過程中電流變化與單齒磨耗進行研究,電流與齒輥單齒磨耗量變化曲線如圖5所示,單齒齒形磨損對電流影響較大,電流隨著磨耗增加而增加,50 d內的數據點較為集中,磨耗較小。隨后,齒形磨耗增加對電流影響程度先減小、再增加,通過三次多項式對數據點進行擬合,相關系數為0.96795,曲線擬合方程為:

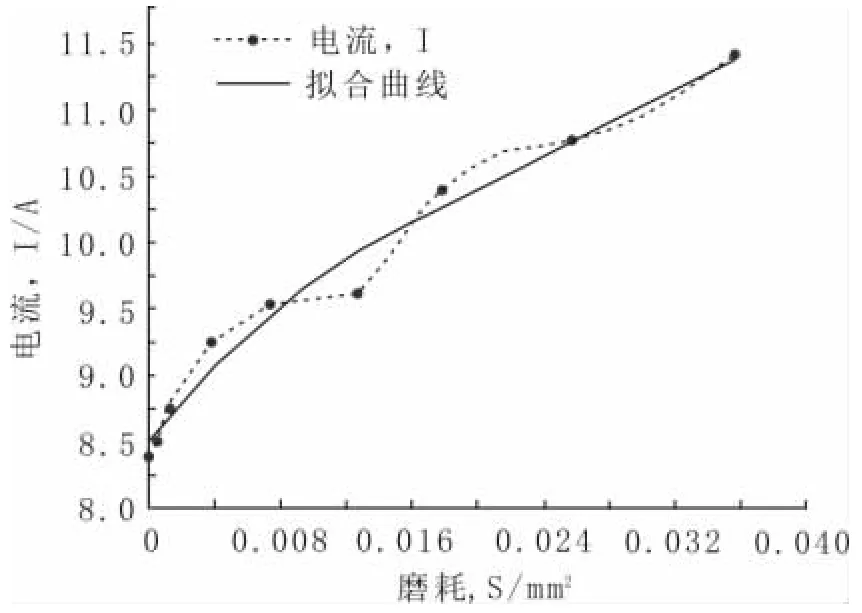
圖5 電流與齒輥單齒磨耗變化曲線
2.3 齒輥磨損對剝刮率的影響
在齒輥使用過程中測量剝刮率,得到剝刮率與齒輥磨損時間的變化曲線如圖6所示,隨著時間推移,在一個月內剝刮率變化不大,約為8.45%,在第二個月,剝刮率減少1.725%,第三個月剝刮率減少2.812%,前后相差4.77%,剝刮率與單齒磨耗關系如圖7所示,齒輥最初使用時,磨耗較小,剝刮率也變化較小,出現數據點集中現象,隨后隨著磨耗增加,剝刮率下降,剝刮率與磨耗的增加呈現線性負相關的關系。
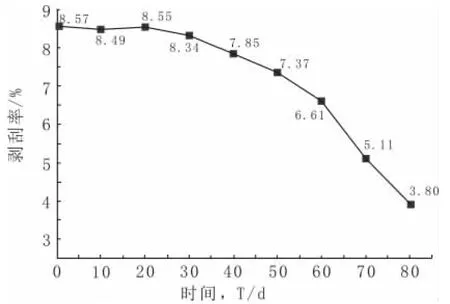
圖6 齒輥磨損過程的剝刮率變化曲線
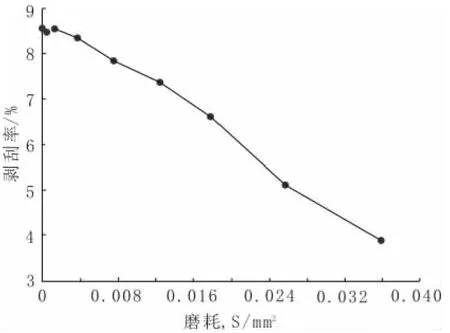
圖7 剝刮率與齒輥單齒磨耗變化曲線
2.4 齒輥磨損對物料溫度的影響
隨著齒輥的磨損,物料所受剪切作用力減少,擠壓作用增強,物料粉碎程度增加,由于物料破碎過程釋放能量,致使物料溫度增加,在齒輥使用過程中測量磨下物溫度及環境溫度數據如表3所示,由試驗數據可知物料溫度變化范圍在32.5~36.3℃,并未到影響面粉蛋白的溫度(50℃)。由于實驗時間較長,考慮到室溫對物料溫度的影響,做出物料溫度差隨齒輥磨損天數的變化曲線如圖8所示,物料溫差在前20 d約為1.3℃,在30~40 d約為2℃,工作50d后,受齒形鈍化程度的加劇,物料溫度增加較快。故輥齒完整度影響研磨物料溫度。
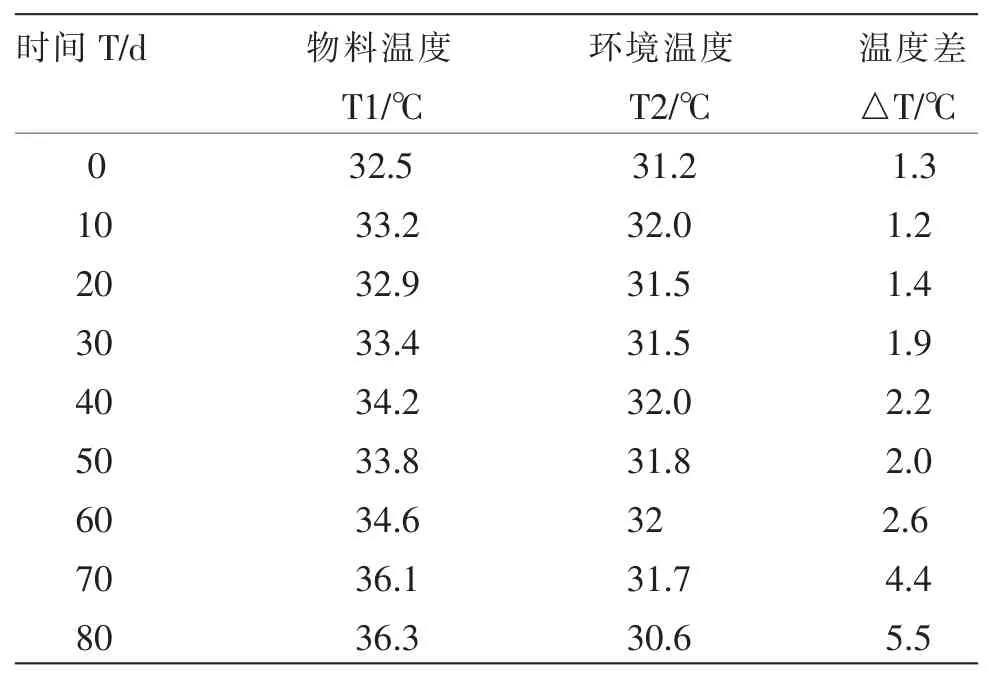
表3 磨下物溫度及環境溫度測量數據
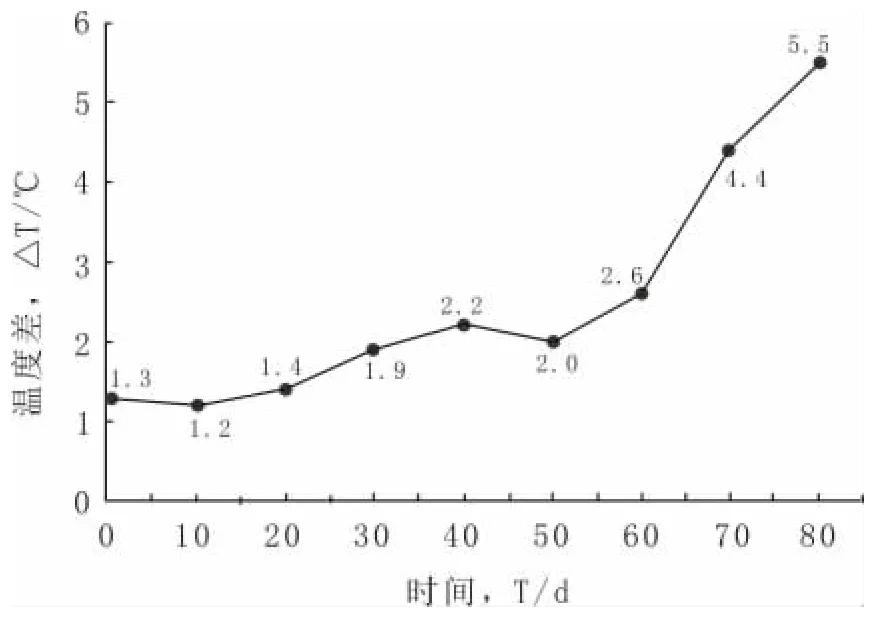
圖8 物料溫度差變化曲線
2.5 齒輥磨損與關鍵參數綜合分析
齒輥磨損過程中幾何特性產生變化,使齒輥與物料間作用力產生變化,導致電耗增加,剝刮率減少,物料溫度升高。通過對齒輥單個使用周期的試驗測試,得到電流、剝刮率和物料溫度差與齒輥不完整度數據點,各離散點通過數據擬合,得到電流、剝刮率和物料溫度差與齒輥不完整的關系圖(圖9),圖中交點的齒輥不完整度是9.854%。本次測試齒輥不完整度是9.854%時,各項綜合指標達到極點,即面粉廠最優化使用這臺磨粉機在該工況下能夠接受的剝刮率最小值、電耗最大值和物料溫度差的最大值的條件。當不完整度高于9.854%時,磨損率、電耗和物料溫度增大及剝刮率下降導致生產成本大于收益,故磨輥使用過程中應嚴格關注該臨界值。
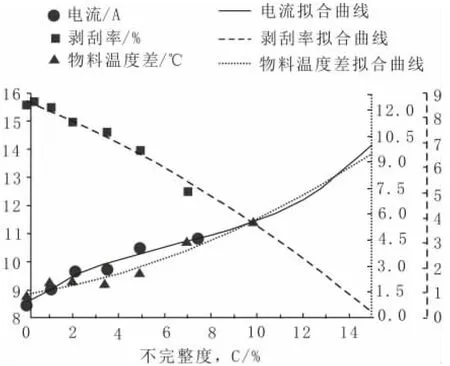
圖9 電流、剝刮率和物料溫度差隨齒輥不完整度變化關系曲線
3 結論
通過對FMFQ 10×2型磨粉機2B齒輥連續磨損過程的表面形貌進行測量,得到如下結論:
(1)從齒輥磨損表面形貌可知,由于齒輥D/D排列方式,輥齒磨損第10天鈍面已有磨損,而鋒面未磨損,在第20天鋒面有較小程度磨損,齒深在第30天開始逐漸減少,在第70天齒形輪廓已明顯鈍化(無棱角),磨損80d后,鈍面磨損深度為0.32mm,鋒面為0.21 mm,約1/3齒深未被明顯磨損。
(2)通過對單個輥齒磨損過程中表面二維輪廓的齒頂寬L、不完整度C和磨損時間T的關系研究,采用三次多項式擬合數據點,得到C-L曲線擬合方程為:C=1 890.6672l3-256.9896l2-20.6938l+11.4402,C-T的曲線擬合方程為:C=6.7264×10-6t3+0.0010t2-6.9389×10-4t-0.0157。
(3)齒輥磨損過程剝刮率下降4.77%,電流增加3.0 A,磨下物溫度差升高4.2℃,且存在明顯函數關系。通過對影響參數進行曲線擬合與不完整度的關系研究,得到本次測試齒輥不完整度是9.854%時,各項綜合指標達到極點,即面粉廠最優化使用這臺磨粉機在該工況下能夠接受的剝刮率最小值、電耗最大值和物料溫度差的最大值的條件。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00