球罐首次定期檢驗及其裂紋成因分析
2021-11-01 08:23:12潘志浩李緒豐林平來
石油化工腐蝕與防護 2021年5期
潘志浩,孫 杰,李緒豐,林平來
(廣東省特種設備檢測研究院,廣東 佛山 528251)
球罐屬于常見的壓力容器之一,常用于儲存易燃、易爆以及有毒有害等介質[1]。由于球罐主體是由多塊球瓣板焊制組合而成,在投用運行過程中,其內部往往承載較大應力[2]。根據以往的使用經驗和事故教訓,球罐產生腐蝕開裂不會出現先兆,具有隱蔽性和突發性特點[3]。一旦球罐泄漏,將會造成嚴重的經濟損失甚至是人員傷亡。因此對球罐開展定期的全面檢驗十分必要[4]。
針對球形儲罐實施全面檢驗方面,國內主要的參考技術規范有TSG—2016《固定式壓力容器安全技術監察規程》[5](以下簡稱TSG—2016)及GB/T 12337—2014《鋼制球形儲罐》[6]。TSG—2016給出了鋼制壓力容器首次投用后的定期檢驗周期。GB/T 12337—2014《鋼制球形儲罐》是國內目前關于鋼制球形儲罐設計、制造、組焊、檢驗和驗收的推薦性標準,對球罐本體實施全面檢驗期間若發現存在裂紋、未熔合和未焊透等重大缺陷,須對缺陷進行消缺后修復,則參考該項技術文件是必不可少的。
1 首次定期檢驗的球罐情況介紹
本研究研討的內容為在首次定期檢驗中發現的實例。某大型石油化工有限公司公用工程裝置區所屬3 000 m3混合C4儲罐,設計參數見表1,球罐結構如圖1所示。該球罐于2017年首次投入使用,在接受首次定檢中,經磁粉檢測發現罐內存在185處裂紋缺陷,根據TSG—2016關于金屬壓力容器安全狀況等級評定要求,球罐本體內、外表面不允許有裂紋,否則須打磨消缺,若打磨深度超過腐蝕裕度,還應進行補焊或進行應力分析[7]。
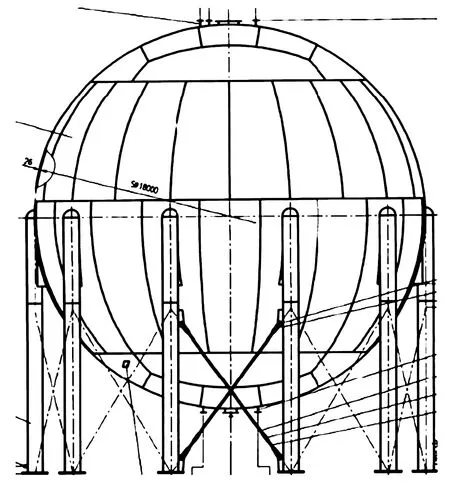
圖1 球罐結構示意

表1 球罐基本參數
為調查裂紋形成的原因,杜絕設備再次出現此類重大缺陷,對該球罐增加了外壁環焊縫磁粉檢測,常規超聲檢測100%+TOFD(超聲波衍射時差法)檢測驗證抽查[8],金相及硬度檢測。并結合球罐建造過程時期的資料,對缺陷可能產生的原因進行了分析,并進行現場修復,為國內同類型設備維修保養提供了借鑒。
2 磁粉檢測缺陷概況
2.1 球罐內部磁粉檢測基本情況
該設備在2020年3月進行首次定期檢驗,經磁粉檢測在罐體內部對接焊縫部位發現185處裂紋缺陷,其中,長度大于50 mm的裂紋達到22條。部分裂紋缺陷見圖2,具體檢測裂紋部位見圖3。缺陷所在位置主要在球罐上極帶、赤道帶和下極帶的3條環焊縫部位。
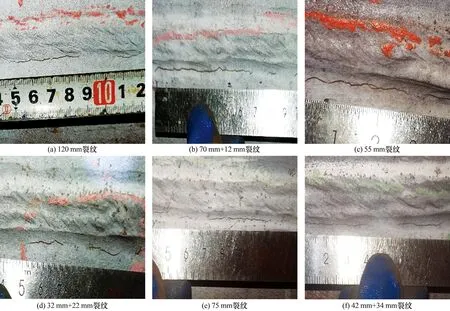
圖2 內壁磁粉檢測裂紋情況
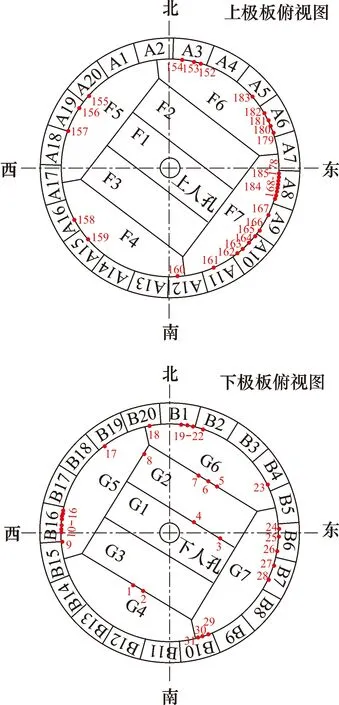
圖3 內壁磁粉檢測裂紋位置示意
2.2 球罐外壁磁粉檢測擴探
該球罐進行的是首次定期檢驗,首檢一次性檢出數量如此之多的裂紋缺陷是務必要引起警惕的。為進一步了解裂紋缺陷的發展動態,決定對該球罐的外壁3條環焊縫部位進行了磁粉檢測擴探,檢測結果顯示:球罐外壁3道環焊縫部位具有113處表面裂紋缺陷。
3 常規超聲及TOFD檢測
根據TSG—2016等相關技術規范的要求,球罐進行首檢應對內表面焊縫進行100%超聲檢測,為確保檢測數據的有效性,引入TOFD技術對超聲檢測存在異常的部位進行驗證。根據相關標準[9]的檢測方法,常規超聲檢測結果顯示,在球殼板B3和B4的環焊部位存在一處缺陷信號。將存在埋藏缺陷部位的焊縫余高打磨平整,使實施TOFD檢測時可順利通過掃查架[10]。采用非平行掃查方式[11]實施TOFD檢測后發現,常規超聲檢測到的異常部位確實存在缺陷,疑似裂紋。缺陷基本參數見表2。
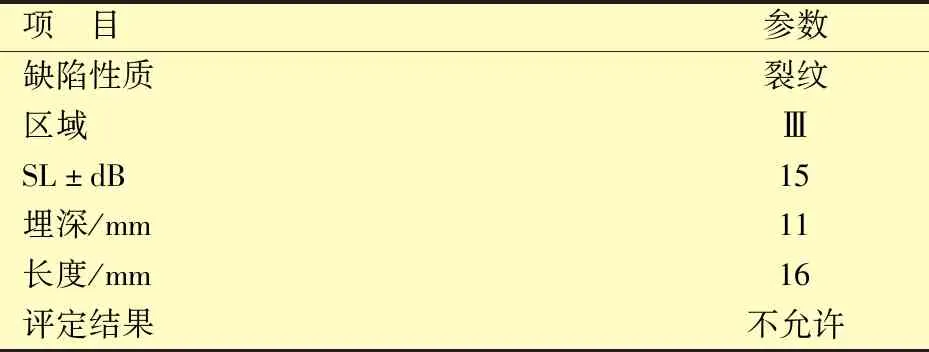
表2 超聲檢測缺陷的基本參數
4 金相觀察及硬度檢測
依據國內相關檢測標準[12-14],對球罐內部的上極帶、赤道帶和下極帶三條環焊縫部分存在裂紋的附近位置進行硬度檢測,其中上極帶環焊縫處部分存在裂紋區域硬度平均值為169 HB,赤道帶環焊縫處部分存在裂紋區域硬度平均值為170 HB,下極帶部分存在裂紋區域的硬度平均值為163 HB,說明存在裂紋缺陷部位的硬度正常。
對球罐內部的上極帶、赤道帶和下極帶三條環焊縫部分存在裂紋的位置進行機械打磨拋光,使用體積分數為4%硝酸酒精溶液進行浸蝕,采用金相顯微鏡進行放大200倍觀察[15],金相組織見圖4。
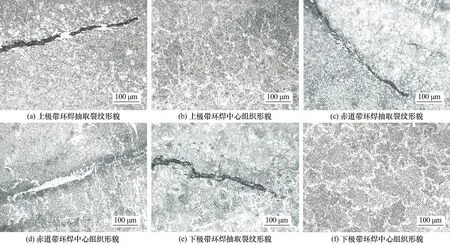
圖4 存在裂紋缺陷部位的金相組織
由圖4可見,上級帶環焊處抽取的裂紋缺陷形貌呈穿晶型裂紋,焊縫中心部位金相組織為珠光體+鐵素體,呈2級魏氏組織。赤道帶環焊部位抽取的裂紋缺陷形貌呈沿晶裂紋,焊縫中心出現了3級魏氏組織,并有微裂紋出現。下極帶環焊處抽取的裂紋缺陷形貌呈沿晶裂紋。焊縫中心同樣呈3級魏氏組織。
5 裂紋消缺及返修
5.1 產生裂紋原因分析
由圖4可知,Q345R的原始金相組織是鐵素體+珠光體,但在球殼板環焊區域都發現了魏氏組織。魏氏組織會導致鋼材的塑性及沖擊韌性降低,該組織中粗大的亞共析鐵素體嚴重切割等軸鐵素體晶粒,與鄰近具有高C含量的硬質珠光體組織在塑性變形過程中容易在不均勻晶界處發生滑移、位錯,致使金屬組織變脆,造成局部應力集中,最終產生裂紋缺陷[16]。
根據GB/T 12337—2014《鋼制球形儲罐》等相關技術規范要求,對于使用材質為Q345R的球罐,板厚32 mm以上的需在施焊前進行預熱,并應進行焊后熱處理。通過查閱建造時期竣工資料得知,該球罐球殼板的建造壁厚僅為26 mm,制造單位對上極帶、赤道帶和下極帶的3條主要環焊縫在施焊過程中焊前無預熱,焊后亦無進行后熱及做整體或局部熱處理,故極大可能造成該球罐上極帶、赤道帶和下極帶環焊縫的金屬組織因焊接熱輸入控制不當而出現魏氏組織。球罐在建設過程期間不可避免地要進行傘形架拼球強力組對施焊,致使球殼板組對焊制后對接焊縫部位存在較大的殘余應力,球罐在運行一定周期后,在承壓作用下使得裂紋逐漸擴展直至形成大量表面裂紋缺陷。
5.2 裂紋消除
對罐內及罐外表面裂紋缺陷采用角磨砂輪機進行間歇性打磨,打磨機垂直于焊縫進行打磨,保證打磨痕跡與焊縫垂直,以便更好地辨別缺陷。采用碳弧氣刨消除缺陷,每層刨除厚度控制在2 mm,缺陷刨除后進行打磨,去除表面滲碳硬化層,并將打磨處坡口磨修成U形槽。表面缺陷經消除后,罐內打磨最深約8 mm,磁粉檢測合格。經打磨深約12 mm,消除超聲檢測發現的內部缺陷,磁粉檢測合格。
5.3 缺陷處焊接返修
(1)如果打磨深度超過腐蝕裕量,就需要按TSG—2016要求進行補焊返修,而且必須有符合要求的焊接評定,務必確認現場返修處的污垢、鐵銹清理完畢。
(2)采用直流反接施焊,焊條選用J570RH,經350~380 ℃烘干后使用。返修時焊接前預熱溫度設定為120 ℃,層間溫度控制在不高于180 ℃,預熱范圍以補焊長度2倍左右的半徑區域。補焊部位按照回火焊道方法進行焊接,多層多道焊每層焊接厚度不超過3 mm,焊后打磨去除焊縫余高,焊后采用火焰加熱,溫度控制在200~250 ℃,時間控制在0.5~1 h。具體焊接參數見表3。
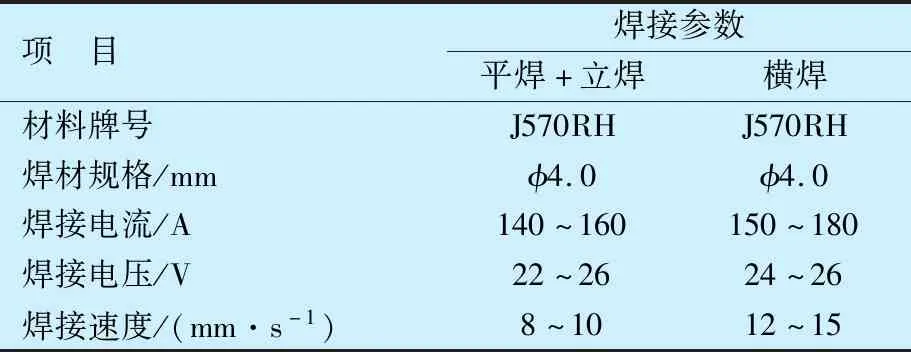
表3 返修焊接參數
5.4 焊后質量檢驗檢測
返修補焊后的焊縫表面應無熔渣、藥皮和飛濺等雜物,確認焊縫和熱影響區無表面裂紋、氣孔、夾雜、未熔合和未焊滿等缺陷,外觀檢查合格24 h后,按照NB/T 47013—2015對返修焊縫進行100%磁粉檢測及100%超聲檢測,Ⅰ級合格。原埋藏缺陷部位施加相同比例的TOFD檢測,Ⅱ級合格。
5.5 球罐環焊縫局部熱處理
按照GB/T 30583—2014《承壓設備焊后熱處理規程》及GB 150.4—2011《壓力容器:制造、檢驗和驗收》要求,對球罐需熱處理的環焊縫采用履帶式電加熱器進行消除應力熱處理。搭設好腳手架,在選好的測溫點處將測溫熱電偶固定,并與記錄儀相連,采用硅酸鋁保溫棉對內外環焊縫包扎保溫,寬度不小于610 mm。焊縫的恒溫溫度設定為(600±20)℃,恒溫時間約為1.5 h,升溫速度控制在80~180 ℃/h,降溫速度控制在80~200 ℃/h。升溫加熱區域任意長度為4 600 mm內的溫差不得大于120 ℃,保溫期間的最大溫差不得大于40 ℃,待返修焊縫部位溫度低于300 ℃時即可自然冷卻。熱處理工藝曲線見圖5。
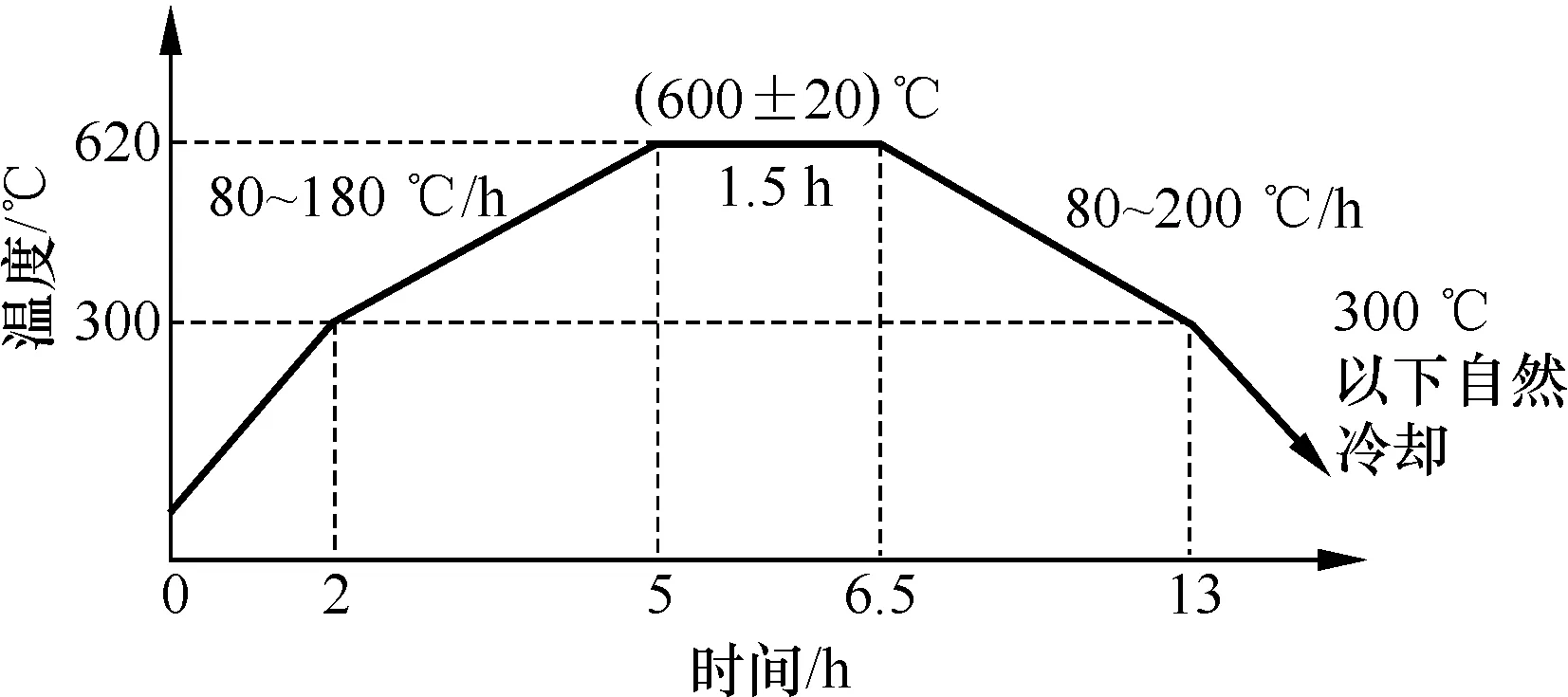
圖5 局部熱處理工藝曲線示意
5.6 局部熱處理后質量檢測
局部熱處理完成后,再次對返修部位按 NB/T 47013—2015分別進行100%磁粉和100%超聲檢測,Ⅰ級合格。并檢測上極帶、赤道帶和下極帶三條環焊縫的焊縫及熱影響區的硬度,每個區域抽檢5點,結果表明:上極帶環焊縫硬度平均值為146 HB,熱影響區為130 HB;赤道帶環焊縫平均值為147 HB,熱影響區為126 HB;下極帶環焊縫平均值為145 HB,熱影響區為115 HB。測試硬度值均處于正常范圍。
6 結 語
(1)通過對球罐開展首次定檢發現了大量裂紋缺陷,分析了其產生的原因。總結這次的定期檢驗,可以體會到在球罐的建造安裝期間,必須要嚴格控制焊接和熱處理質量,盡量減少強力組對焊接作業,并及時消除焊縫內部應力改善焊接接頭金相組織,最大限度地避免球罐在制造結束后帶病投用。
(2)該次檢驗與修復的成功,得益于方案的制定體現了科學性,周密性與施工的高度責任心。依照缺陷分布情況,合理科學地安排缺陷擴探手段,考慮到材質與焊接熱效應特點,規范了裂紋消缺方式,制定了返修補焊的工藝參數,在消缺的每一個步驟都設法降低返修部位應力,摒棄了傳統的僅靠焊前預熱焊后熱處理消除應力做法,同時高度重視焊前、焊后和熱處理后的質量檢測。
(3)該球罐現場消缺修復一次性完成,同時在球罐等高危壓力容器日常管理中,務必要重視定期檢驗工作,及時對設備開展全面檢驗才能有效遏制事故的發生,改善設備的結構健康完整性,為壓力容器的安全運行保駕護航。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
設備管理與維修(2015年12期)2015-04-09 06:57:24
