
某X頻段魔T結構優化設計與分析
2021-11-03 13:32:34程有偉羅蓉王欣
裝備維修技術 2021年38期
程有偉 羅蓉 王欣


摘 要:結合工程測試中遇到問題,對某X頻段微波關鍵件魔T進行分型設計,給出了兩種結構設計方案,對匹配體位置偏差進行了數值計算,并結合HFSS仿真軟件對該偏差值進行仿真驗證計算。對于X頻段以上的魔T結構設計,要采用匹配體與腔體一體化設計,并設計焊接工藝孔。在保證產品設計質量和成品率上有較高的應用價值。
關鍵詞:分型設計 數值計算 一體化設計 焊接工藝孔
引言
某項目測試中,發現饋源網絡某頻段兩個輸出口軸比指標較差,只有0.8dB,而系統驗收指標是0.5dB。經過逐級器件測試和排查,最后定位到網絡中魔T性能很差,魔T和差端口隔離只有26dB,與仿真計算值偏差較大,嚴重影響系統的電性能。最終問題定位到魔T腔體中的匹配錐位置與理論位置存在偏差,且存在焊縫。魔T具有優良的功率分配特性、和差特性及端口匹配特性。但是隨著帶寬的擴大和頻率的提高,對魔T腔體中的匹配體尺寸公差、位置公差、裝配公差及焊接工藝由很高的要求。為解決因匹配體位置偏差和存在焊縫的問題,對魔T進行結構優化設計,對焊接工藝進行優化,增添焊接工藝槽和工藝孔,在設計階段實現對產品質量進行把控,提高產品質量和性能。
1魔T設計現狀
1 魔T介紹
魔T是一個4端口器微波器件,主要由主腔體和匹配體組成,如圖1所示。魔T有如下重要特性[1]:
1)四端口完全匹配;
2)不僅E臂和H臂互相隔離,而且兩側壁(即1、2臂)也互相隔離;
3)進入一側臂的信號,將由E臂H臂等分輸出,而不進入另一側臂;
4)進入H臂的信號,將由兩側臂等幅同相輸出,而不進入E臂;
5)進入E臂的信號,將由兩側臂等幅反相輸出,而不進入H臂;
6)若兩側臂同時加入信號,E臂輸出信號等于兩輸入信號相量差的倍,
H臂輸出信號等于兩輸入信號相量和的倍。所以E臂稱為差臂,H臂稱為和臂。
匹配體的作用是消除各路信號的反射,實現四個端口的匹配。
2 魔T的類型
依據帶寬及性能指標參數,魔T的主要區別在于頻段口徑、匹配體的尺寸、位置及形狀的不同。常見魔T的匹配體形狀及離壁位置如圖2所示,其中匹配錐緊貼側壁類型的魔T在工程中應用較廣。魔T常用的材料是鋁材或銅材。
3.魔T結構設計存在的問題
魔T常用實現形式是將匹配體與主體分離,與主腔體采用拼焊的方法實現。該方法的缺點如下:
1)由于匹配體下端面與主體下壁接觸面積較大,采用銀釬焊或鋁釬焊時在接觸面位置存在縫隙、虛焊、局部的翹曲變形。
2)匹配體定位措施不合理和軸孔尺寸配合較大,匹配體在主腔體內定位精度較差,易發生偏移或傾斜。
上述缺點,嚴重影響魔T的功率分配、駐波、端口隔離、幅度相位等性能,使得器件無法使用。
3 魔T的改進優化設計
魔T是微波傳輸線的一種。傳輸線的物理長度與傳輸波長(在傳輸線中)的比值為電長度。隨著頻率的提高,器件的電長度數值就越小,對尺寸精度和位置精度要求就越高。以某X頻段魔T為設計案例,進行優化設計。魔T結構設計的關鍵要素體現在以下三個方面:
1)匹配體的和主腔體的結構實現設計
2)匹配體相對于和端口和差端口位置進度設計
3)匹配體與主腔體的焊接工藝及焊接方式
3.1魔T的分型設計
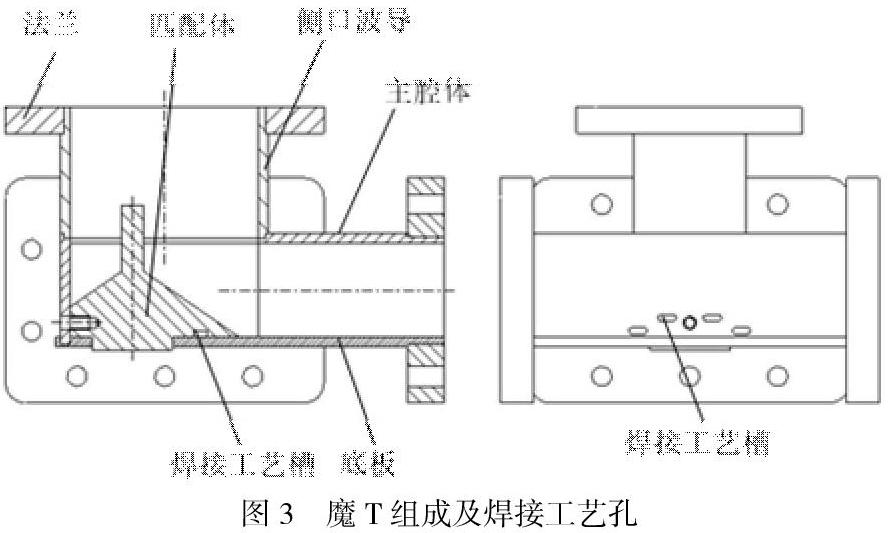
1)匹配體與腔體底板分離設計
魔T由側口波導、匹配體、主腔體、底板組成,如圖3所示。各零件由精密加工設備完成加工,尺寸精度取決于設備的加工精度和。并將各零件進行精密裝配和銀釬焊焊接。匹配體下端圓止口直徑為Φ9mm,尺寸上偏差為-0.02mm,尺寸下偏差為-0.05mm。底板定位孔直徑為Φ9mm,尺寸上偏差為+0.03mm,尺寸下偏差為0mm。裝配尺寸偏差最大值為0.08mm,位置偏差為0.04mm。側口波導的位置偏差為0.04mm。主體與底板的位置偏差為0.075mm。
匹配體位置相對與中體面偏差為:
2)匹配體與腔體底板一體化設計
魔T由主腔體、匹配體組成,如圖4所示。匹配體與底板及設計成一體,附帶法蘭的小部分,一體化設計和加工。主腔體和大部分法蘭一體設計,一體化設計和加工。
主腔體和匹配體采用銷釘定位,兩部分位置尺寸偏差為0.015mm,尺寸位置進度為0.015mm。
3.2焊接工藝槽及工藝孔設計
微波元器件根據主體材料的不同,焊接工藝及焊接裝配的縫隙也是不同的。鋁材元器件采用鋁釬焊,通常用爐焊釬焊法。銅材元器件采用銀釬焊,通常采用火焰釬焊法。釬焊時,焊件是依靠熔化的釬料凝固后連接起來而使兩被焊件連接。火焰釬焊時,將釬劑預先涂覆在接口表面或者先將釬料棒加熱,沾以釬劑,然后帶到經均勻加熱達到釬焊溫度的待焊表面。為確保釬料均勻地流布填充間隙,就必須在適當位置設計焊接工藝槽或工藝孔,以達到理想的焊接要求,
在匹配體與主腔體分離方案中,匹配體下端面和主腔體側面接觸面積較大。為解決熔化的焊料毛細作用范圍有限的問題,在匹配體下端面和主腔體側面設置焊接工藝孔,用于預埋焊料和助焊劑,如圖3所示。確保決焊接處不存在焊縫和虛焊問題,提高產品焊接質量。
在匹配體與腔體底板一體化設計方案中,焊縫主要位于匹配體的側面和主腔體接觸面的位置,焊縫較少,如圖4所示。主腔體側壁設計焊接工藝孔,避免焊接缺陷的存在。
4 HFSS中尺寸偏差值仿真驗證
在HFSS仿真軟件中,將匹配體位置調整量設置為核算后的尺寸偏差值,并進行仿真計算。
經仿真驗證,在匹配體與主腔體分離方案中,匹配錐的加工誤差對端口駐波和EH臂的端口隔離都有巨大的影響,偏離0.047mm后,一方面駐波由-28dB變為-18dB,急劇降低系統的駐波性能,另一方面EH臂的隔離由-54dB變為-22dB,對系統軸比有很大影響,如圖5和圖6所示。該位移偏差值到了Ku頻段、Ka頻段或更高的頻段的元器件時,會造成更大的影響。
5 結束語
通過對某X頻段魔T設計了兩種結構實現方案,并對匹配體的位移偏差進行了計算和分析,將核算的數值帶入HFSS仿真軟件,進行仿真驗證。對與X以上的頻段,魔T器件性能指標要求高的項目中,須采用匹配體與腔體底板一體化設計方案,器件裝配精度可以得到保證,同時也減少了焊接缺陷的存在,大大提高了產品的設計質量和成品率。為類似微波關鍵器件的設計提供了設計思路和參考。具有較大的工程價值。
參考文獻
[1]張潤逵.雷達結構于工藝.上冊.電子工業出版社,2007.4.
作者簡介:
程有偉 男,中國電子科技集團公司第 39 研究所衛星應用事業部工程師,主要從事微波結構設計工作。
羅蓉 女,中國電子科技集團公司第 39 研究所衛星應用事業部工程師,主要從事微波天線方面的研究工作。
王欣 女,中國電子科技集團公司第 39 研究所衛星應用事業部工程師,主要從事微波結構設計工作。
