紙張分頁貼標機的設計與研究
2021-11-06 11:40:14謝遠霞代英英
包裝與食品機械 2021年5期
呂 償,謝遠霞,代英英
(1.廣東白云學院,廣州 510450;2.東莞米目米信息科技有限公司,廣東東莞 523430)
0 引言
標簽是產品在市場流通中承載產品信息的重要組成部分[1]。隨著物聯網高速發展,通過手機掃一掃產品標簽即可獲取該產品的生產日期、出產地、產品主要參數等,給消費者提供透明化的產品信息,同時有利于市場監督管理和智能倉儲分揀[2]。產品生產制造過程中,在包裝或產品上貼標是不可或缺的一道工序。貼標工序屬于簡單重復性工種,小批量生產時往往采用人工完成,而大批量生產采用人工貼標效率低,隨著用工成本的增加無疑提高了產品的成本[3-4]。因此,面對大批量生產時采用的全自動無人為干預的高效、精準貼標機應運而生。當前針對個性化產品貼標,市場上大部分被貼標產品為非標,須針對特定產品進行研發,根據客戶需求設定設計參數,其通用化程度低。對此,國內外學者根據不同被貼標產品需求做了大量的設計與研究。肖鵬等[5]以通用不干膠為設計需求,采用真空吸附取標、氣壓吹填覆標的方式完成取標、貼標動作。伍志祥等[6]按標簽自身特征設計了剝標板的剝離角度,覆標機構在60°~75°,貼標角度小于30°對于罐裝貼標對象有較好的貼標效果[7-8]。羅序平[9]根據不同幾何特征的瓶類進行了貼標機結構的設計與分析。而以紙張為被貼標產品,進行連續貼標的產品鮮有報道。本文旨在設計一種先對層疊狀態下的紙張進行分頁,再在單張狀態下完成對紙張貼標的貼標機。對被貼標紙張的厚度、長、寬、貼標位置可根據實際情況作相應調整,在紙張貼標范疇實現通用性。
1 紙張分頁貼標機功能需求分析
紙張分頁貼標機適用于在層疊狀態下不同規格的紙張(扁平狀包裝紙),逐張分頁并在指定位置完成貼標,以實現產品在生產過程中全自動化和智能化,滿足現代化批量生產的需求。
紙張分頁貼標機應滿足以下功能需求:
1.1 紙張規格型號繁多
每種紙張的規格尺寸存在差異,分頁貼標機可根據紙張規格調整送料機構、貼標機構、收料機構,以滿足不同規格紙張貼標要求。
1.2 標簽規格較多
每個產品對標簽的需求各不相同,對應根據標簽大小、挺度、黏度、標簽與標簽間距作合理化設計。使送標、剝標、覆標、撫標4個動作精準、協調,能高效、連續地完成貼標。
1.3 貼標位置可根據用戶需求調整
產品的貼標位置可根據包裝設計特點確定。因此,貼標機構應具備水平移動、上下移動及固定架轉動即3個自由度,以應對貼標位置的變化。
紙張分頁貼標機在滿足基本功能需求時亦須滿足相關性能指標,其技術參數見表1。
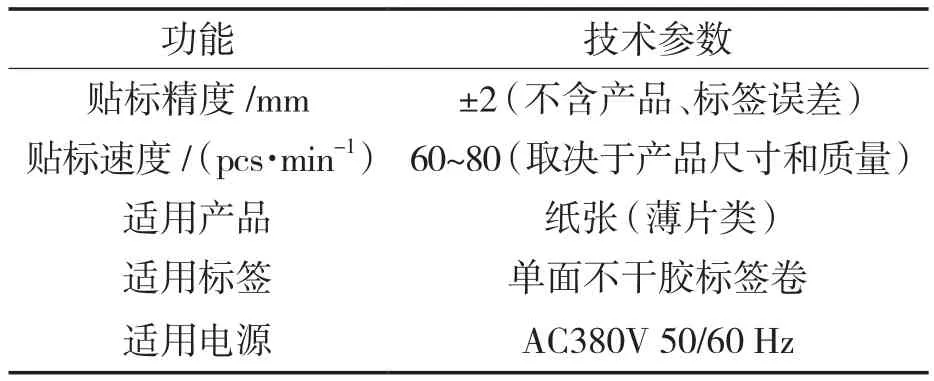
表1 紙張分頁貼標機技術參數Tab.1 Technical parameters of paper paging and labeling machine
2 紙張分頁貼標機功能設計分析
2.1 貼標對象
貼標對象為紙張類產品,具有紙張的分頁和貼標2個功能。將紙張從層疊狀態逐張分頁成單張狀態,在紙張指定位置完成連續、高效、精準貼標。所貼標簽單面粘附于成卷蠟紙上,以自動化形式完成貼標后,蠟紙可自動回收。
2.2 貼標工序分析
根據貼標對象特征和貼標要求,擬定貼標機的主要功能模塊。本貼標機的貼標對象為紙張,其大小為標準A3(長為297 mm,寬為420 mm),初始時處于層疊狀態。擬定采用飛達機構使紙張逐張分成單張狀態,飛達機構的真空吸盤通過吸附抓取使紙張分離,隨后凸輪機構使飛達機構先在紙張平面法線方向抬高H1,然后沿切線方向移動B1,將紙張傳送至送料機構,送料機構以傳輸帶將紙張快速傳送至貼標位置。根據貼標位置要求,調整安裝在調整機構橫梁上的貼標機構,貼標機構由送標機構、剝標機構、收標機構及撫標機構組成,貼標頭通過主動軸輥帶動供標機構和收標機構,剝標機構使標簽與蠟紙快速分離,貼附標簽于產品的貼標位置,由撫標機構完成二次撫壓。在整個貼標過程完成后,紙張由傳送帶輸送至收料機構。其貼標工藝過程如圖1所示。
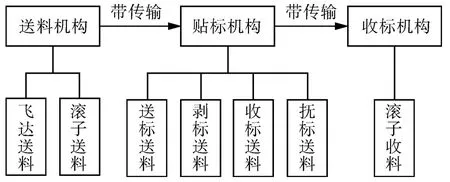
圖1 紙張分頁貼標機工藝流程Fig.1 Technological flow chart of paper paging and labeling machine
2.3 貼標總體方案設計
紙張分頁貼標機如圖2所示,分頁貼標過程均由PLC集中控制。飛達上料機構抓取紙張后沿輸送帶傳輸方向移動,該移動動作由凸輪機構完成但受限于凸輪推程較小,使之在傳輸方向移動行程受限,故在飛達機構抓取紙張后輸送至傳輸帶時,在傳輸帶與飛達機構連接位置加裝帶有橡膠圈的滾子組,滾子組與傳輸帶轉向相反,即在紙張接觸滾子組瞬間,在滾子組與傳輸帶摩擦力作用下,快速將紙張傳輸至傳輸帶,解決了凸輪結構推程不足的問題。傳輸帶將紙張輸送至預設的貼標位置,測物電眼檢測紙張位置并將信號反饋至PLC控制系統,啟動貼標機構。標簽紙受牽引輥作用在供標輥、導向輥、張緊輪、收標輪實現傳輸。根據貼標位置要求和貼標產品特征,貼標機構安裝在調整機構上的移動可滿足紙張類產品的貼標位置需求。
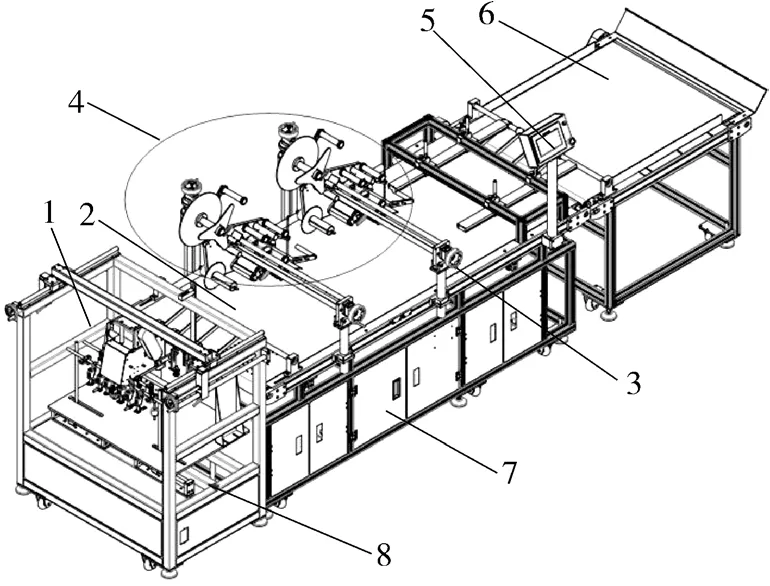
圖2 紙張分頁貼標機總成圖Fig.2 General assembly diagram of paper paging and labeling machine
3 紙張分頁貼標機功能單元設計
3.1 貼標系統結構設計
3.1.1 貼標機構原理設計
貼標是貼標機的核心,貼標的結構設計合理性對貼標質量有重要意義。貼標機構如圖3所示,標簽卷置于標簽放料機構,標簽帶繞過張緊輪剎車機構,保證標簽卷處于張緊狀態,并在機器運行故障時可及時剎停標簽,保障標簽卷可持續性使用。標簽帶通過導向輪進入剝標機構,在完成剝標后標簽帶被收料機構回收,使蠟紙可二次利用。
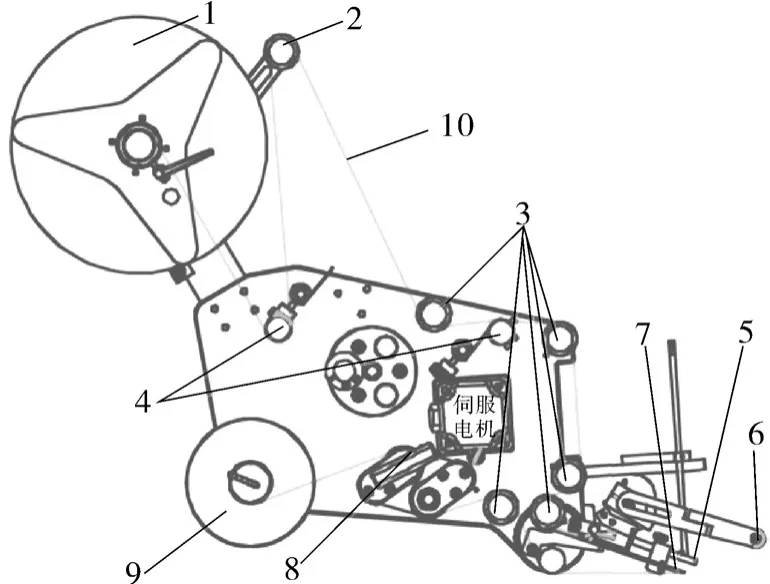
圖3 貼標頭結構圖Fig.3 Structural diagram of labeling head
3.1.2 貼標勻速供標設計
勻速供標是貼標穩定性的前提,標簽帶須由放料機構勻速運行至收料機構,保證有相同的線速度,而放料輪在輸出標簽帶的同時標簽卷半徑遞減,收料輪上標簽卷半徑遞增,在標簽放料輪和收料輪線速度相等的前提下,其角速度必為非恒值。基于此,標簽放料輪和收料輪均不能作為牽引機構,為實現勻速供標,故在標簽收料機構前設計牽引輥作為標簽傳輸的驅動力。牽引輥由兩個偏心輥組成,其中一個為主動牽引輥,帶有橡膠圈以增大牽引摩擦力,另一個為金屬牽引輥,調整安裝角度使標簽帶與主動牽引輥的包角為120°~180°,以形成足夠的摩擦力,從而實現穩定、勻速的供標。
3.1.3 貼標頭剝標原理
標簽剝離原理如圖4所示,假設標簽總長為l,標簽與標簽帶之間的黏結力近似為作用于標簽上的均布載荷。當標簽隨標簽帶以勻速v運動時,由于標簽自身挺度EI(抗彎剛度)及慣性作用,黏結力不足以使標簽產生較大曲率。標簽在自身抗彎剛度作用下回彈,在慣性作用下保持原速度向前移動,并會在距自由端x處開始與標簽帶分離,直至完全分離。
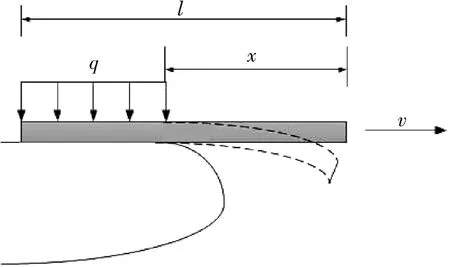
圖4 剝標原理示意圖Fig 4 Schematic diagram of label stripping principle
3.2 標簽剝離參數分析
參照壓敏膠帶剝離黏結力的標準試驗法[10],將標簽與剝標板之間的黏結力近似于施加在標簽上的均布載荷,假設標簽長度為l,寬度為b,厚度為h。標簽與剝標板之間的載荷為q,將標簽剝離簡化力學模型為如圖5所示。
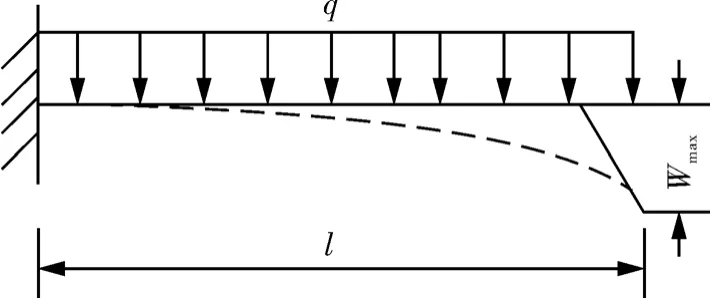
圖5 剝標原理的力學模型Fig.5 Mechanical model of label stripping principle
標簽在黏結力q作用下發生彎曲變形,假設自由端部分曲率半徑為 ρ(x),標簽整體部分的曲率半徑為r(x),故標簽開始剝離的臨界條件:

由彎曲變形理論可知[11]:

式中E——彈性模量;
I——對標簽橫截面的慣性矩。
根據彎曲內力理論,其彎矩:

根據弧長定理:

θ(x)為截面轉角方程即為撓度方程一階導數,受均布載荷的固定端約束的梁模型,其撓度方程:
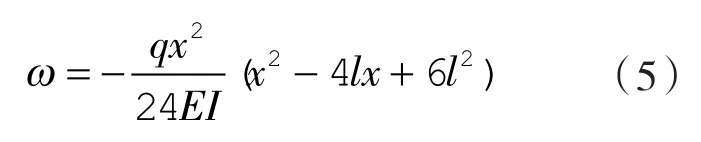
式(5)一階導數:

將式(3)、(4)、(6)代入式(2),可得:
由式(7)可知,根據標簽自身材料參數、幾何參數可確定剝標曲率半徑。
3.3 剝標關鍵技術分析
剝標板在標簽剝離時需有合理的剝離角度,較小的剝離半徑更易使標簽從標簽帶上剝離,提高貼標的成功率。但剝離半徑越小,標簽帶受的牽引力越大,易導致標簽帶斷裂,從而使貼標次品率增加。故此,選擇合適的剝離半徑尤為重要,合適的剝標半徑可由通式(7)得出。
3.4 貼標調整機構的設計
將貼標機構安裝于調整機構以滿足不同角度、位置貼標需求,安裝方式如圖6所示。調整機構具有4自由度,以笛卡爾坐標系為參考,手輪1,2,3分別控制貼標機構在X、Y、Z軸方向的位移,手輪4可控制貼標機構繞Y軸轉動即調整貼標頭與輸送帶之間角度。
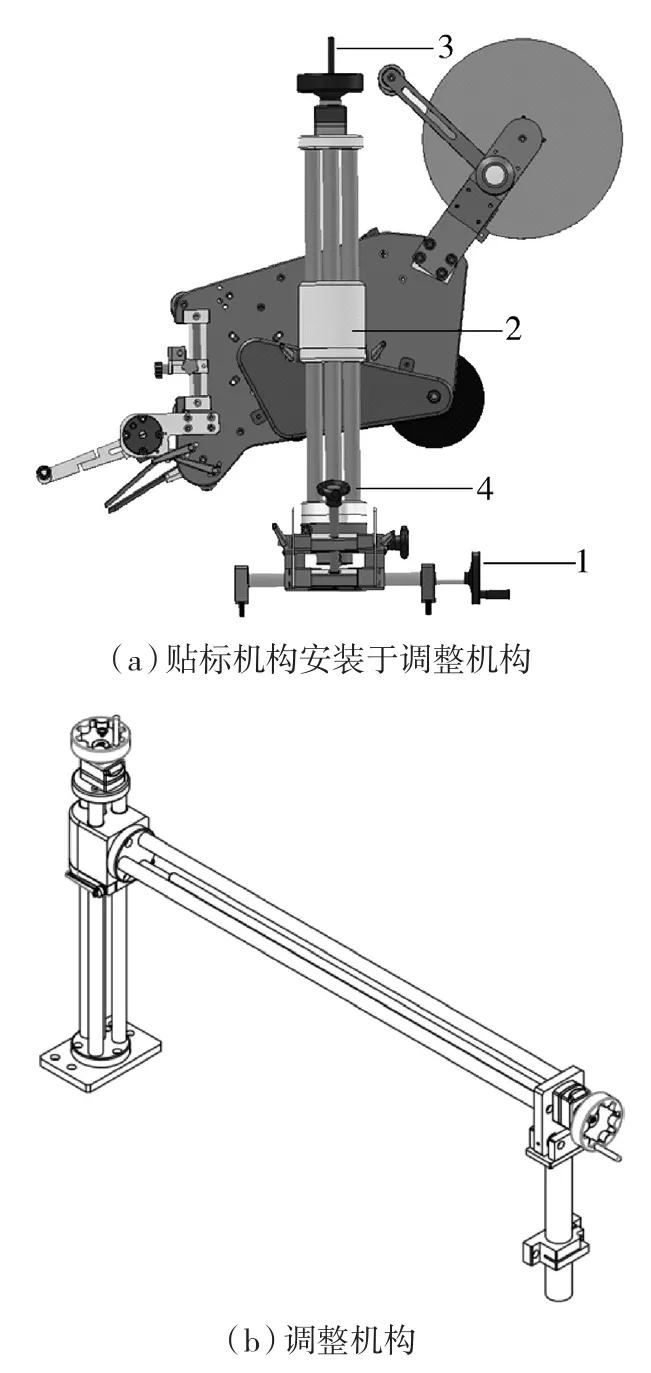
圖6 貼標機構安裝示意Fig.6 Assembly diagram of labeling mechanism
4 結語
根據功能需求設計紙張分頁貼標機,該貼標機包含了送料機構、飛達上料機構、傳輸機構、貼標機構、調整機構、收料機構。重點分析貼標的關鍵技術,闡述貼標原理和標簽紙實現勻速供標的方法,并對標簽剝離建立簡要的力學模型,通過分析得出標簽從標簽帶分離時自由端的曲率半徑,為設計高質量剝標提供理論參考。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46