鎳-硼/金剛石超薄切割片的制備與性能*
2021-11-06 08:19:30宋文韜馬會中
金剛石與磨料磨具工程 2021年5期
關鍵詞:質量
張 蘭, 宋文韜, 李 納, 馬會中
(鄭州大學 力學與安全工程學院, 鄭州 450000)
硅片具有優異的半導體性能,被廣泛應用于集成電路和光伏產業中[1]。硅片切割是其制造中的重要環節,而金剛石超薄切割片是硅片的主要切割工具。由于硅片是脆性材料,切割過程中會產生裂紋或邊緣缺陷等,這就要求切割片具有高的硬度、好的韌性和耐磨性等,且超薄切割片中的金剛石分布均勻性要好。超薄切割片中的金剛石分布均勻性決定了切割片的使用壽命以及切割后的硅片刀縫質量。如果金剛石分布不均勻,超薄切割片中的鍍層硬度降低,切割片會快速磨損。因此,如何保證超薄切割片中金剛石的均勻分布成為其研究中亟待解決的問題,也是制造金剛石超薄切割片的技術難題之一[2]。
鎳-硼合金是較硬的合金之一,將其作為基質金屬可提高金剛石切割片的硬度及耐磨性。目前鎳-硼合金金剛石切割片主要通過復合電沉積技術來制備。鍍液中硼源的含量變化決定了合金中硼元素的含量,從而影響鎳-硼合金的性能。最常用的硼源為胺硼烷,特別是二甲胺硼烷(DMAB)和三甲胺硼烷(TMAB)。LEE等[3]在瓦特鍍液中加入TMAB制備鎳-硼鍍層,研究TMAB含量變化(2.0~7.0 g/L)對合金硬度的影響。結果表明:隨著硼含量的增加,鍍層的晶粒尺寸明顯減小、硬度增加。KWON等[4]在氨基磺酸鹽溶液中加入DMAB制備出3種低硼含量的鎳-硼鍍層用于微機電系統,與純鎳鍍層相比,鎳-硼鍍層的晶粒尺寸減小,硬度與熱穩定性顯著提高。HUANG等[5]在瓦特鍍液中加入TMAB制備鎳-硼/金剛石銑刀,研究了硼含量對銑刀銑削能力的影響,并確定TMAB的最佳質量濃度為3.0 g/L。在此質量濃度下,當攪拌時間為5 s,間歇時間為80 s時,可制備出高密度金剛石鍍層的鎳-硼/金剛石銑刀。銑削實驗結果表明:經300 ℃或500 ℃退火30 min后,獲得的電鍍鎳-硼/金剛石銑刀銑削能力較好。
因此,引入硼元素可提高鍍層的性能。同時,將鎳-硼合金作為基質金屬可獲得性能優異的鎳-硼/金剛石制品。然而,目前尚未見到關于鎳-硼/金剛石超薄切割片的報道。所以,利用復合電沉積方法在氨基磺酸鎳電鍍液中添加不同質量濃度的TMAB,并在自主研發的陰極自旋轉狀態下,制備不同質量分數的硼的鎳-硼/金剛石切割片。研究陰極自旋轉對鍍層中金剛石顆粒分布均勻性的影響,并分析硼的質量分數對鍍層晶體結構、微觀形貌、硬度、耐磨性的影響。
1 實驗
1.1 鎳-硼/金剛石超薄切割片制備
采用實驗室自制的電鍍槽進行實驗,該槽可實現陰極自旋轉,陰極與陽極傾角為45°,在此角度下金剛石顆粒含量最高且分布均勻。圖1為鍍槽簡易圖。切割片基體采用316L不銹鋼環,內徑為40 mm,外徑為51 mm,實驗前用環氧樹脂對非工作基體做絕緣處理。電鍍時基體為陰極,鎳板為陽極。所制電鍍刀具內徑為40.0 mm,外徑為51.0 mm,厚度為28.3 μm。

圖1 電鍍裝置示意圖
制備鎳-硼/金剛石超薄切割片的鍍液成分如表1所示。在陰極旋轉與靜止的情況下,制備鎳-金剛石超薄切割片,研究陰極運動狀態對切割片中金剛石分布均勻性的影響。在陰極旋轉狀態下,添加不同量的TMAB制備不同質量分數的硼的鎳-硼/金剛石超薄切割片。TMAB的質量濃度分別為0.1、0.5、1.0、2.0、3.0和4.0 g/L。

表1 電沉積溶液化學成分
電鍍前對工作基體進行如下預處理:砂紙打磨→超聲處理→除油液除油→制備轉化膜。轉化膜采用鉻酸鹽轉化膜[6],以便將鍍層與基體剝離而獲得切割片。電鍍時采用機械攪拌,其電沉積工藝參數如表2所示。

表2 鎳-硼/金剛石超薄切割片制備工藝參數
1.2 樣品性能表征
用帕納科Empyrean X射線衍射系統對金剛石刀具的晶體結構進行表征,其掃描速度為0.062 5°/s,掃描角度為20°~80°,并利用謝勒公式計算刀具的晶粒尺寸:
(1)
式中:D為刀具的晶粒尺寸,K為謝勒常數,B為衍射峰半高寬,θ為布拉格衍射角,γ為X射線波長。
利用Zeiss/Auriga-Bu聚焦離子束掃描電鏡和能量色散譜儀(EDS)分析金剛石切割片的形貌和成分。利用上海離子束泰明光學儀器有限公司的HXD-1000TMC型顯微硬度計測試金剛石切割片的顯微硬度,其加載載荷為3 N,保荷時間為15 s,每個切割片測量7次,取平均值為最終測試結果。使用MFT-4000多功能材料表面性能實驗儀進行往復摩擦實驗,氧化鋯磨球直徑為3 mm,摩擦頻率為20 mm/min,摩擦長度為5 mm,初始載荷為10 N,摩擦時間為30 min。使用MFT-4000多功能材料表面性能實驗儀測量劃痕截面積并計算磨損量,然后觀察磨損后磨痕的微觀形貌。
2 結果與討論
2.1 陰極運動狀態對金剛石分布均勻性的影響
不同陰極運動狀態下制備的鎳-金剛石刀具的表面形貌如圖2所示,其中的上部與下部位置對應圖1中的上下部位置。
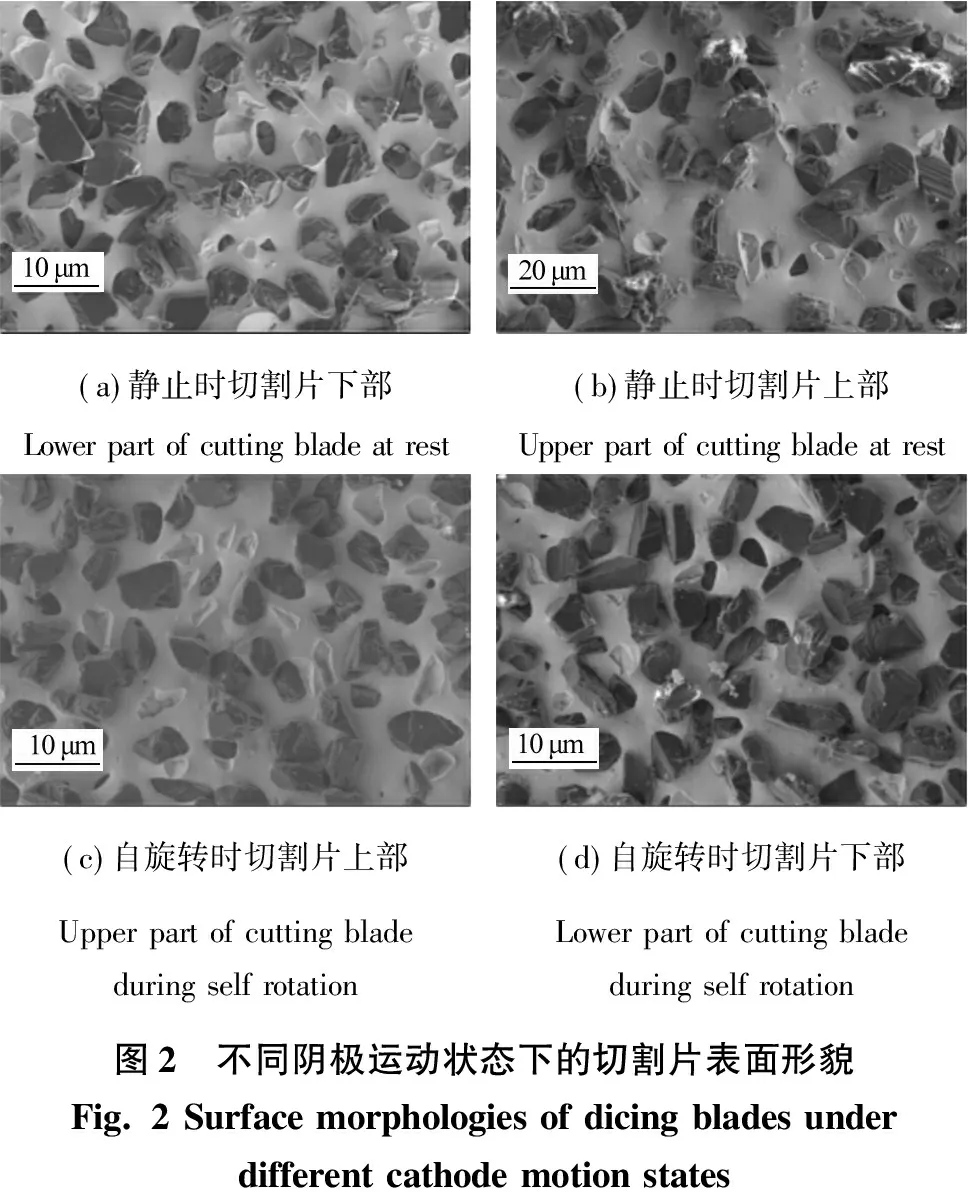
a 靜止時切割片下部 b 靜止時切割片上部LowerpartofcuttingbladeatrestUpperpartofcuttingbladeatrest c 自旋轉時切割片上部 d 自旋轉時切割片下部UpperpartofcuttingbladeduringselfrotationLowerpartofcuttingbladeduringselfrotation圖2 不同陰極運動狀態下的切割片表面形貌Fig.2Surfacemorphologiesofdicingbladesunderdifferentcathodemotionstates
由圖2a與圖2b可知:在陰極靜止狀態下制備的金剛石刀具中,下部的金剛石分布不均勻,且含量較少。如圖2c與圖2d所示:在陰極自旋轉狀態下制備的金剛石刀具中,上部與下部的金剛石分布較均勻,且比陰極靜止狀態下的分布更均勻。因此,采用自主設計的陰極自旋轉支架可以制備出金剛石分布均勻的金剛石切割片。
2.2 TMAB添加量對切割片形貌及成分的影響
改變鍍液中TMAB的含量,在陰極自旋轉狀態下制備不同質量分數的硼的鎳-硼/金剛石切割片,其形貌如圖3所示。

a 0 b 0.1g/L c 0.5g/L d 1.0g/L e 2.0g/L f 3.0g/L g 4.0g/L圖3 不同TMAB質量濃度下切割片表面形貌Fig.3SurfacemorphologyofthedicingbladesunderdifferentTMABconcentrations
由圖3可知:切割片中的金剛石分布均勻,進一步證實了2.1中的結論;且隨著鍍液中TMAB質量濃度增加,金剛石顆粒在基質金屬中的嵌合逐漸緊密。這是因為,當加入的TMAB質量濃度增加后,基質金屬的沉積速率加快,基質金屬沉積較多,使得金剛石更好的嵌在基質金屬中。當TMAB質量濃度為3.0 g/L時,金剛石的嵌合最緊密,TMAB的最佳質量濃度即為3.0 g/L。同時,金剛石半裸露于鎳-硼基質金屬表面,在摩擦磨損過程中其對金剛石的包裹起到有效的支撐作用,避免了金剛石的脫落,保證了所制備的金剛石切割片優異的耐磨性。從圖3g中可以看出:當TMAB質量濃度繼續增加到4.0 g/L時,由于基質金屬沉積的速率更快,會影響沉積的金剛石的質量濃度,相比圖3f中的金剛石的質量濃度降低。因此,確定的TMAB最佳質量濃度為3.0 g/L。
圖4為金剛石切割片的斷面形貌。由圖4可知:整個切割片中的金剛石分布較均勻,且與基質金屬嵌合緊密。制作的金剛石切割片厚度為28.3 μm,而目前市場上最薄的切割片厚度為10.0 μm[7]。實際應用時,通過調整相應工藝參數可制得不同厚度且金剛石分布均勻的切割片,以滿足相應的切割需求。

圖4 切割片斷面形貌
不同TMAB質量濃度下制備的鎳-硼/金剛石切割片中硼元素質量分數變化如圖5所示。

圖5 鍍液中TMAB質量濃度對硼原子質量分數的影響
圖5中:當加入0.1 g/L的TMAB時,鍍層中的硼原子質量分數為3.4%,隨著TMAB質量濃度增加,鍍層中的硼原子質量分數明顯增加;當TMAB質量濃度增加到3.0 g/L時,鍍層中的硼原子質量分數為9.2%;當TMAB質量濃度繼續增加到4.0 g/L時,硼原子質量分數為9.5%,其質量分數變化不明顯。金剛石切割片中的硼原子質量分數增加使得鍍層的晶粒尺寸減小,切割片的硬度提高[3]。下文的晶體結構與硬度分析也得到相同的結論。另外,鎳-硼/金剛石切割片中鎳、硼元素分布也較為均勻,如圖6所示。
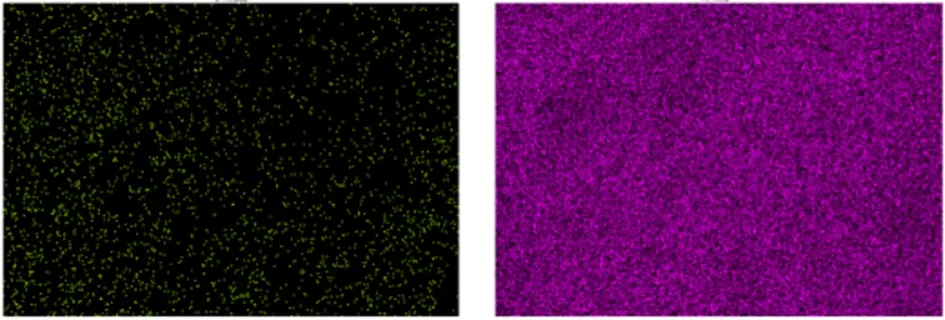
(a)鎳 Nickel (b)硼 Boron
2.3 鎳-硼/金剛石切割片的晶體結構
圖7為不同TMAB質量濃度下制備的鎳-硼/金剛石切割片的XRD圖譜。如圖7所示:切割片的主要物相為Ni(鎳)和C(金剛石),且Ni是面心立方結構。隨著TMAB質量濃度增加,Ni(200)和Ni(220)晶面逐漸消失,Ni(111)晶面主峰寬逐漸增加;同時,Ni(111)晶面主峰強度也逐漸降低,峰逐漸寬化。由于沒有觀察到硼或鎳-硼對應的峰,意味著硼原子沉積在Ni的晶格中,OGIHARA等[8-9]的研究也有類似的結果。Ni(111)峰峰強降低以及峰逐漸寬化,歸因于鎳-硼的共沉積鍍層由晶態逐漸轉變為非晶態。

圖7 切割片的XRD圖譜
2.4 TMAB添加量對硬度、基質金屬晶粒尺寸的影響
TMAB質量濃度與切割片硬度及鍍層基質金屬晶粒尺寸的關系如圖8所示。從圖8可以看出:TMBA質量濃度增加,鍍層基質金屬的晶粒尺寸逐漸減小,這與CHANG[10]的研究結果一致。當TMAB質量濃度為3.0 g/L時,切割片基質金屬晶粒尺寸最小為6.84 nm,與鎳/金剛石切割片的基質金屬晶粒尺寸10.80 nm(圖8中TMBA質量濃度為0時的晶粒尺寸)相比降低了36.7%,且鍍層逐漸向非晶結構轉變。晶粒尺寸減小和向非晶結構轉變都歸因于共沉積硼的質量分數增加,這與OGIHARA等[8]對鎳-硼共沉積機制的研究結果一致。
由圖8還可知:隨著TMAB質量濃度增加,切割片硬度逐漸提高,當TMAB質量濃度為3.0 g/L時,硬度最高為2 453.6 HV。與TMAB質量濃度為0時的鎳-金剛石刀具硬度2 054.6 HV相比,硬度提升了19.4%。當TMAB質量濃度繼續增加到4.0 g/L時,硬度基本保持不變,與LEE等[3]的研究結果一致。
復合鍍層的硬度與基質金屬和第二相質量濃度有關。表1中除TMAB質量濃度變化外,金剛石及其他物質的質量濃度都不變,因此鍍層硬度的變化歸結于TMAB質量濃度的變化。隨TMAB質量濃度增加,切割片中的硼的質量分數增加,硬度也隨之提高。且圖8 中TMAB質量濃度增加,基質金屬晶粒尺寸逐漸減小、硬度隨之提高,這與Hall-Petch關系對應,即硬度與晶粒尺寸成反比。另一方面,隨著硼的質量分數增加,鍍層中金剛石的嵌合更緊密,也是鍍層硬度提高的一個原因。

圖8 TMAB質量濃度與切割片硬度及晶粒尺寸的關系
2.5 TMAB添加量對切割片耐磨性的影響
耐磨性是衡量切割片質量的一個重要指標,耐磨性的優劣直接影響切割片的使用壽命和切割質量等。不同鎳-硼/金剛石切割片的磨損量如圖9所示,為便于比較,同時還列出了其硬度值。如圖9所示:隨著鍍液中TMAB質量濃度增加,切割片的磨損量逐漸減小。當TMAB質量濃度為3.0 g/L時,磨損量最小為1.70×10-2mm3,與TMAB質量濃度為0時的純鎳-金剛石磨損量2.74×10-2mm3相比,磨損量降低了38.0%。
由圖9還可知:當切割片硬度較高時,其磨損量較小。這與Archard方程相符,即材料的磨損量與材料的硬度成反比[11]。

圖9 TMAB質量濃度與切割片硬度及磨損量的關系
隨著TMAB質量濃度增加,切割片中的金剛石微凸于基質金屬表面,且與基質金屬嵌合更加緊密,在摩擦磨損過程中起到良好的載荷支撐作用,減小了磨球與基質金屬的接觸面積,切割片的磨痕寬度較窄,如圖10所示。

a 0 b 0.1g/L c 0.5g/L d 1.0g/L e 2.0g/L f 3.0g/L g 4.0g/L圖10 切割片磨損形貌圖Fig.10Wearprofilesofcuttingblades
圖10a中,當不添加TMAB時,切割片的磨損寬度為841.4 μm。隨著TMAB質量濃度增加,切割片磨損寬度逐漸減小,當TMAB質量濃度為3.0 g/L時,其磨損寬度最小為665.4 μm。當TMAB質量濃度為4.0 g/L時,磨損寬度為715.4 μm,相比TMAB質量濃度為3.0 g/L時的有所上升。這是由于,此時基質金屬對金剛石的包裹程度不如TMAB質量濃度為3.0 g/L時的好,金剛石沒有更好地嵌合在基質金屬中,并且切割片中的金剛石含量下降,因此其磨損寬度增加,磨損量增加。
2.6 超薄片的切割性能
為了驗證制備的鎳-硼/金剛石切割片在生產應用中的實際效果,用TMAB質量濃度為3.0 g/L 的復合鍍液制備直徑為51.0 mm,厚度為28.3 μm的切割片,用其切割直徑為25.0 cm,厚度為0.3 mm的(111)晶面的N型單晶硅片。研究硅片切割后的切縫寬、切縫比(切縫寬/刀厚的值)、崩邊尺寸,以對切割片的切割性能做出評價。所使用的切割設備為型號為DISCO-DAD3350的自動劃片機,正向劃切硅片,切割時劃片機主軸轉速為30 000 r/min,切深為0.2 mm,切速為5 mm/s。
圖11為硅片的切割槽形貌圖。由圖11可知:切割槽寬度為35.3 μm,切縫比為1.25。同時,切割槽有少許崩邊,最大崩邊尺寸為3.1 μm。對比DENG等[12]所制備的鎳-金剛石切割片,切割片直徑為56.0 mm,厚度為15.0 μm,切割槽寬度為22.0 μm,切縫比為1.47,最大崩邊尺寸為4.0 μm。本研究所制備的切割片具有更小的崩邊尺寸和切縫比。對比ZHU等[13]采用間歇式攪拌所制備的鎳-金剛石切割片,本研究采用陰極自旋轉所制備的切割片崩邊率(一定長度內大于某崩邊尺寸的個數)與最大崩邊尺寸更小。

圖11 切割槽形貌圖
3 結論
采用復合電沉積方法在陰極自旋轉狀態下制備性能優異的鎳-硼/金剛石超薄切割片,研究陰極運動狀態及硼的質量分數對金剛石超薄切割片中金剛石分布均勻性、形貌、微結構、硬度和耐磨性的影響。得出如下結論:
(1)陰極自旋轉狀態下制備的金剛石切割片中金剛石分布較均勻。
(2)隨TMAB質量濃度增加,硼的質量分數增加,切割片中金剛石嵌合更緊密,鍍層基質金屬由晶體結構向非晶結構轉變,且其晶粒尺寸逐漸減小,硬度提高,耐磨性明顯改善。
(3)當鍍液中TMAB質量濃度為3.0 g/L時,鍍層基質金屬晶粒尺寸最小為6.84 nm,硬度最大為2 453.6 HV,磨損量最小為1.7×10-2mm3,磨損寬度最小為665.4 μm。
(4)當鍍液中TMAB質量濃度為3.0 g/L時,制作的鎳-硼/金剛石超薄切割片厚度為28.3 μm,用其切割(111)晶面的N型單晶硅片,硅片表面切割槽寬度為35.3 μm,切縫比為1.25,最大崩邊尺寸為3.1 μm。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
