基于剪切增稠液的高速鋼銑刀刃口修整*
2021-11-06 08:19:30王明海張靜波龍志凱慈言海
金剛石與磨料磨具工程 2021年5期
王明海, 張靜波, 龍志凱, 王 奔, 劉 標, 慈言海
(1.沈陽航空航天大學 機電工程學院, 沈陽 110136)(2.沈陽飛機工業集團有限公司, 沈陽 110850)(3.空軍駐沈陽地區第一軍事代表室, 沈陽 110083)
新生產出來的刀具刃口有微裂紋、缺口等微觀幾何缺陷,不僅降低刀具的表面質量和刃口強度,而且在切削過程中容易擴展和延伸,導致刀具的磨損和破損,縮短刀具的使用壽命,降低被加工工件的表面質量[1]。刀具修整是通過一定的方法對刀具進行打磨,可有效去除刃口的微觀幾何缺陷,減少刃口損傷,增加刃口強度,提高刀具質量,從而延長刀具的使用壽命。常用的方法有磨粒噴射加工、毛刷加工和拖曳式拋光等,其他方法包括磨粒流加工、磨削加工、電火花加工、激光加工和電化學加工等[2]。本試驗采用剪切增稠拋光液(shear thickening fluid, STF)進行銑刀刃口的修整,屬于磨粒流加工方法的一種。
剪切增稠液是一種特殊的非牛頓流體,當剪切速率超過其臨界值時,體系的黏度會迅速增大,呈現類似固體的性質[3]。近年來,STF應用于精密拋光、刀具修整等各個領域。在精密拋光領域,李敏等[4]通過STF拋光液實現了對單晶硅片的高效精密拋光。NGUYEN等[5]通過STF拋光液提高了合金鋼齒輪的表面質量。ZHU等[6]提出了一種新型非牛頓內孔拋光工藝,并通過建模和試驗證明其具有良好的拋光性能。在刀具修整領域,LYU等[7-8]研究了剪切增稠液的拋光速度、磨料濃度、磨料粒度和夾具傾角對復雜形狀硬質合金刀具質量的影響,并提出一種毛刷輔助剪切增稠拋光方法,提高了復雜硬質合金切削刃表面粗糙度的一致性。SPAN等[9]研究了淀粉基非牛頓流體在表面精加工和刃口珩磨上的應用。CHEN等[10]進一步研究了淀粉基非牛頓流體在非對稱刃口和梯度微觀幾何邊緣上的應用。
雖然剪切增稠流體體系在刀具修整領域已有廣泛研究,但是在高速鋼銑刀的切削刃修整方面尚有待深入研究。試驗探究不同粒度磨料的STF拋光液對高速鋼銑刀刃口修整的影響,分析刃口半徑和切削刃形貌的變化規律,并探討刀具在修整過程中的材料去除機理。
1 STF拋光液的制備
1.1 材料
STF拋光液制備材料包括SiO2微粒、聚乙二醇和碳化硅磨粒。SiO2微粒的原生粒徑為12 nm,由氣相沉積法制備;聚乙二醇的型號為PEG200,平均相對分子質量為200;a組、b組和c組碳化硅磨粒基本粒徑分別約為13.0、3.4、1.6 μm。
1.2 制備工藝
STF拋光液中碳化硅質量分數為20%,二氧化硅的質量分數為30%,其余為PEG200。制備過程中,使用磁力攪拌、超聲振動和機械攪拌的方法促進SiO2微粒的分散。
1.3 磨料分散情況
圖1是顯微鏡觀測的a組碳化硅在STF中的分散情況。可以看出,碳化硅磨料能夠均勻分散于STF中。

圖1 碳化硅在STF中的分散
2 STF修整銑刀的原理
圖2是STF修整銑刀的原理圖。從圖2可以看出:當銑刀高速轉動時,由于剪切力的作用,STF拋光液會在刃口邊緣產生剪切增稠效應,黏度迅速增大。于是在刃口與邊界之間形成剪切增稠區,微觀表現為大量含有磨粒的粒子簇聚集在刃口與邊界之間,形成類似固體的磨具。

圖2 STF修整銑刀原理圖
在與STF流動方向相同的剪應力Fs和沿邊界作用于刃口方向的法應力Fn的共同作用下,粒子簇包裹的磨粒通過在刃口表面不斷地碰撞、劃擦、滾動,從而去除刃口尖銳棱角、毛刺、損傷,實現刀具修整的目的。刃口修整是刃口鈍化與刃口損傷去除同時進行的過程。刀具鈍化使刃口半徑變大,如圖2中Rβ1增大為Rβ2的過程;損傷去除使刃口半徑變小,如圖2中的Rβ3減小為Rβ4的過程。刃口半徑通過這2個過程的不斷修整,最終由于刃口損傷被去除而趨于穩定。通過修整,有效地減少銑刀刃口表面的微觀幾何缺陷和殘余應力,增大刃口強度,從而延長刀具的使用壽命。
3 試驗
3.1 試驗條件
高速鋼刀具的修整試驗系統由立式加工中心、刀具和裝有STF拋光液的鋼制容器組成。刀具修整試驗裝置如圖3所示。刀具采用直徑為14 mm的高速鋼平頭立銑刀。

圖3 試驗裝置圖
試驗前,對銑刀各個刃做標記,記作1、2、3、4,如圖4所示。

圖4 高速鋼平頭立銑刀
3.2 試驗設計
試驗時,在容器內裝滿STF拋光液,主軸轉速為5 000 r/min。每次試驗時間為5 min,共做4次,試驗后測量并記錄銑刀每個刃的刃口半徑,并用顯微鏡觀測銑刀前刀面、后刀面以及刃口形貌。
為驗證STF拋光液對高速鋼刀具刃口的修整的效果,還設計了1組拖拽式鈍化機對高速鋼刀具刃口的修整試驗,磨料主要由碳化硅、核桃粉等組成。
4 結果及分析
4.1 刃口半徑
不同參數的修整銑刀刃口半徑試驗結果如圖5所示,采用不同尺寸碳化硅配制的STF拋光液修整后的刃口半徑變化規律分別為圖5a、圖5b、圖5c。
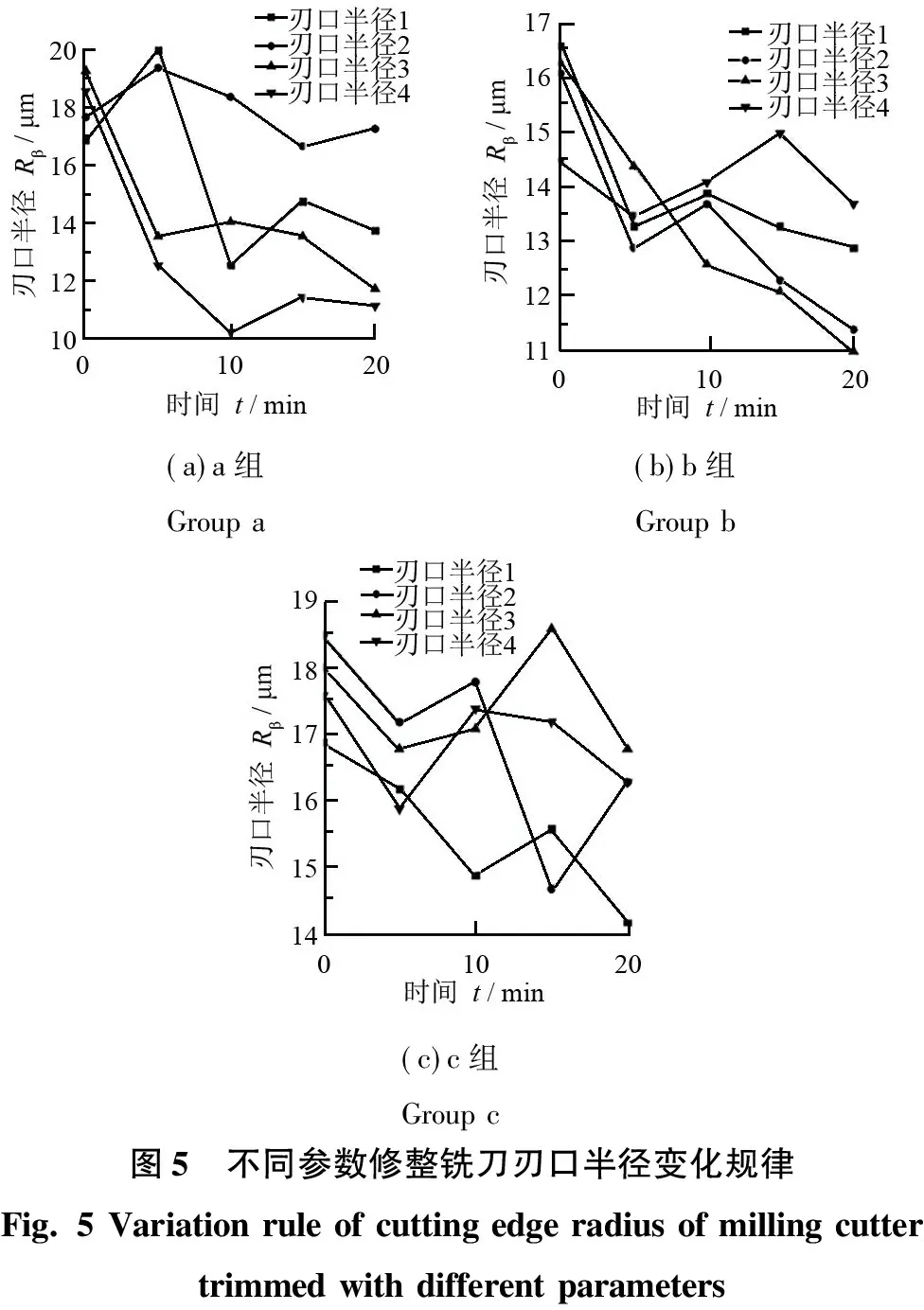
a a組Groupa b b組Groupb c c組Groupc圖5 不同參數修整銑刀刃口半徑變化規律Fig.5Variationruleofcuttingedgeradiusofmillingcuttertrimmedwithdifferentparameters
從圖5可以看出:修整20 min后,銑刀刃口半徑與修整前相比都有了不同程度的減小,但是減小程度存在很大差異。如圖5a所示,刃口半徑3由19.3 μm減小為11.8 μm,修整后減小了7.5 μm;同組刃口半徑2由17.7 μm減小為17.3 μm,修整后僅減小0.4 μm。這是由不同切削刃初始狀態的差異性造成的:對于初始刃口較為完好的切削刃,修整后刃口半徑減小的程度較小;而對于初始刃口存在損傷的切削刃,修整后損傷去除,刃口半徑減小的程度較大。
在修整過程中,不同參數修整的銑刀刃口半徑均有增大的情況:如圖5a所示,在5 min時,刃口半徑1和刃口半徑2增大;如圖5b所示,在10 min時,刃口半徑1、2、4均增大;如圖5c所示,在5~15 min時,4個刃口半徑均有增大的區間。這是因為,在高速鋼刀具的加工過程中,刃口難以避免加工時的刃口損傷。刃口修整是刃口損傷去除與刃口鈍化同時進行的過程。刃口損傷去除導致刃口半徑變小,刃口鈍化導致刃口半徑變大。刃口半徑通過這2個過程的不斷修整,最終由于刃口損傷被去除而趨于穩定。
采用拖拽式鈍化機修整后的刃口半徑變化規律如圖6所示。
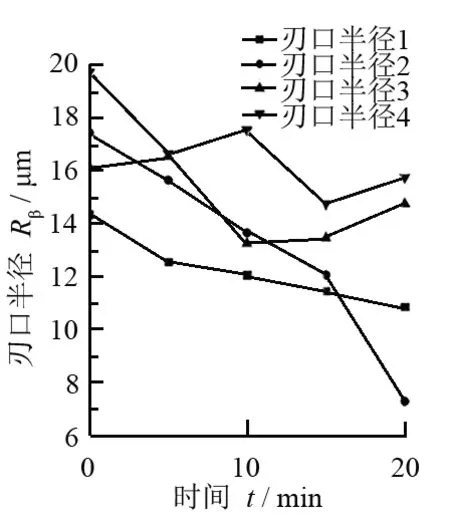
圖6 拖拽式鈍化機修整后的刃口半徑變化規律
從圖6可以看出:拖拽式鈍化機修整高速鋼銑刀的最佳修整時間為15 min。此時,觀測到各個刃口質量較好,而且4個刃口具有較好的一致性。修整20 min后,容易出現刃口修整過度,如刃口半徑2僅為7.3 μm。盡管該處刃口被修整后質量較好,但由于其刃口半徑過小,在切削加工時,很容易造成刀具磨損。
由于不同切削刃初始狀態存在差異性,且銑刀4個刃口半徑不均勻,每把銑刀刃口的半徑取平均值,繪制折線圖,不同參數銑刀刃口平均半徑修整試驗結果如圖7所示。

圖7 不同參數下的銑刀刃口平均半徑變化
從圖7可以看出:隨著修整時間的增加,銑刀刃口平均半徑均呈減小趨勢。對于鈍化機試驗組,隨著修整時間的增加,刃口半徑快速減小,各時間段減小趨勢基本一致。這是因為,鈍化機試驗組是通過機械運動帶動固體磨料與刀具刃口進行碰撞摩擦而修整的,這種方式對刃口的修整較為強烈,效率較高,但切削刃質量難以保證。對于a、b和c試驗組,刃口半徑減小趨勢都是先快速減小,然后趨于平緩,這體現了STF拋光液柔性拋光的特點。當銑刀刃口處的大部分損傷被去除后,STF拋光液開始對銑刀刃口進行細微修整。這種由流體包裹磨料實現對刀具材料的去除的方式,與直接利用固體磨料去除方式比,對刀具形狀的適應性更強,修整后的切削刃質量較好。經修整,銑刀刃口平均半徑在12.0~16.0 μm范圍之內。
試驗前后,STF試驗組銑刀刃口平均半徑變化如表1所示。從表1可以看出:雖然各組銑刀初始刃口平均半徑不同,但是不同粒度碳化硅修整的銑刀刃口鈍圓半徑變化量存在一定規律。a組碳化硅STF試驗組刃口半徑變化量為4.6 μm,b組碳化硅STF試驗組刃口半徑變化量為3.6 μm,c組碳化硅STF試驗組刃口半徑變化量為1.9 μm。由此可以分析出:不同粒度磨粒的修整效率不同。相同修整時間內,磨粒的粒度尺寸越大,銑刀刃口半徑變化越明顯。

表 1 STF試驗組銑刀刃口平均半徑變化
4.2 銑刀切削刃形貌
通過顯微鏡對試驗前銑刀前刀面、后刀面以及刃口放大觀察,可以看到很多微觀缺陷,例如后刀面損傷、刃口損傷、缺口等微觀幾何缺陷。試驗前后銑刀切削刃形貌對比圖,如圖8、圖9、圖10所示。其中,STF試驗組切削刃形貌以a組碳化硅STF為例。
圖8為試驗前后銑刀后刀面形貌。通過圖8發現:試驗前后,STF試驗組和鈍化機試驗組后刀面表面的磨削痕跡無明顯變化。經過2種方式的修整,刀具刃口邊緣的損傷被修整,切削刃處變得光滑平整。從圖8還可以看出:STF試驗組的效果相對較好。從力學角度分析,STF試驗組是通過流體包裹磨料,利用粒子間摩擦力去除刃口表面損傷,這種柔性修整方式保證刃口處與后刀面有良好的過渡,后刀面表面的磨削痕跡沒有發生改變,而鈍化機試驗組是通過機械運動帶動固體磨料與刀具刃口的碰撞摩擦,對刃口的修整較為強烈,導致刃口處的損傷雖被修整,但刃口處與后刀面的過渡性明顯差于STF試驗組的。
圖9為試驗前后銑刀前刀面形貌。通過圖9發現:STF試驗組和鈍化機試驗組前刀面表面的磨削痕跡,試驗前后無明顯變化。從圖9還可以看出:刃口處試驗前有缺口、毛刺微觀幾何缺陷,經過修整,STF試驗組大大改善刃口形貌,鈍化機試驗組也對銑刀刃口處的缺口有一定修整作用,但效果不如STF試驗組的。這是因為,固體磨料在高速運動時,也會在一定程度上對刃口造成損傷。

a 試驗前Beforetheexperiment b STF試驗組STFexperimentgroup c 鈍化機試驗組Passivationmachineexperimentgroup圖8 后刀面形貌Fig.8Morphologyofthebackcuttersurfaces
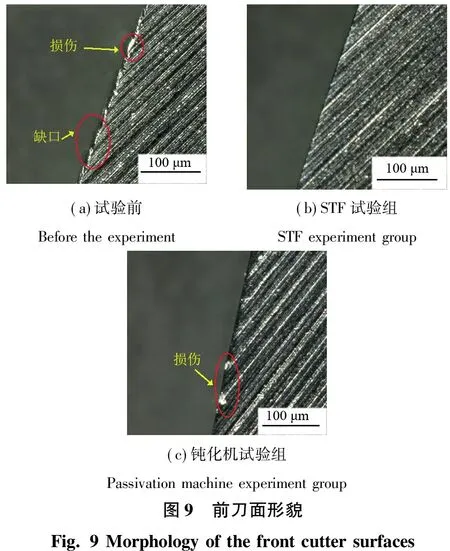
a 試驗前Beforetheexperiment b STF試驗組STFexperimentgroup c 鈍化機試驗組Passivationmachineexperimentgroup圖9 前刀面形貌Fig.9Morphologyofthefrontcuttersurfaces
圖10為試驗前后銑刀刃口形貌。通過圖10可以發現:試驗前,由砂輪磨削過的新刀刃口處的損傷比較嚴重,經過STF試驗組的修整后,表面損傷被去除,得到了較為光滑平整的切削刃帶;鈍化機試驗組修整后,刃口還會有一些輕微損傷。這是因為,在高速運動時,固體磨料會在一定程度上對刃口造成損傷,但與試驗前比也有了較大改善。因此,這也能突顯STF修整的優勢,由流體包裹磨料實現對刀具材料的去除,與直接利用固體磨料去除方式比,前者對刀具形狀的適應性更強,損傷更小。
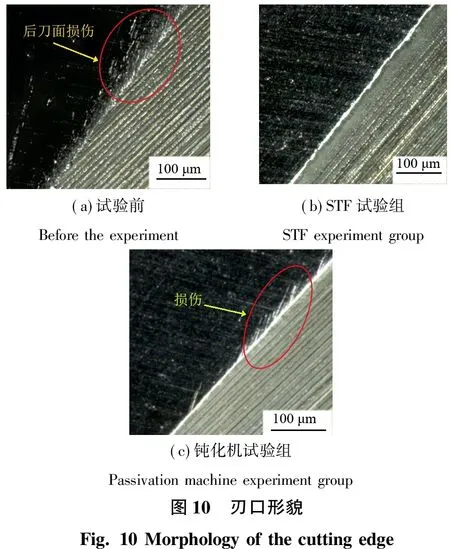
a 試驗前Beforetheexperiment b STF試驗組STFexperimentgroup c 鈍化機試驗組Passivationmachineexperimentgroup圖10 刃口形貌Fig.10Morphologyofthecuttingedge
通過Zoller刀具角度測量儀對試驗前后的刃口進行拍攝,刃口形貌如圖11所示。其中,圖11a是修整前銑刀刃口,圖11b是STF試驗組修整后銑刀刃口。從圖11可以看出,修整后切削刃刃帶明顯變窄。測量結果表明,該刃口半徑由19.3 μm變為11.8 μm,刃口半徑明顯減小,與觀察結果一致。

a 修整前銑刀刃口形貌Cuttingedgemorphologyofmillingcutterbeforetrimming b STF試驗組修整后銑刀刃口形貌Cuttingedgemorphologyofmillingcutteraftermodificationinexperimentgroup圖11 試驗前后刃口形貌Fig.11Morphologyofthecuttingedgebeforeandafterexperiment
5 結論
(1)修整后,銑刀刃口半徑減小,但由于不同切削刃初始狀態不同,刃口半徑減小的程度不同,最大變化量為7.5 μm,最小變化量為0.4 μm。
(2)磨料粒度尺寸對修整效果有一定的影響,粒度尺寸越大,銑刀刃口半徑變化越明顯。a組、b組和c組碳化硅STF試驗組修整后,刃口平均半徑分別減小4.6、3.6和1.9 μm。由此可以看出: 在相同時間內,粒度最大的a組碳化硅STF試驗組的銑刀刃口半徑變化最明顯。
(3)修整試驗只是針對銑刀刃口進行修整,銑刀的前、后刀面無明顯變化,磨削痕跡并沒有去除。
