基于機器人平臺的固結磨料工具拋光葉片路徑規劃
2021-11-06 08:19:30劉紀東徐成宇朱永偉
金剛石與磨料磨具工程 2021年5期
劉紀東,徐成宇,朱永偉
(南京航空航天大學 機電學院,南京 210016)
航空發動機葉片屬于典型的薄壁復雜曲面零件,使用的材料為難加工材料。拋光作為葉片最終成型的工序,決定了葉片的表面質量與幾何精度,對航空發動機性能有顯著影響[1-2]。砂帶、砂輪以及磨粒流加工是目前國內外葉片光整的主要方式。為了提高砂帶磨削渦輪葉片的加工效率和精度,UHLMANN等[3]采用力控的方法實現了自適應機器人輔助砂帶磨削。基于三維振動臺,曾國英[4]對航空渦輪發動機鈦合金葉片進行了強化拋光試驗。試驗表明:強化拋光后,表面粗糙度從0.25~0.40 μm減小到0.10~0.15 μm,疲勞強度大約提高了三分之一。
除了受拋光工具的影響外,葉片拋光加工時的拋光路徑也在很大程度上決定了葉片的拋光質量與加工效率。目前,針對多面體加工刀路規劃,SUN等[5]提出基于三角網格的等參數軌跡生成方法,此算法的優點是刀具軌跡能沿多面體模型邊界自然生成。對于自由曲面機器人的拋光路徑規劃,在等殘余高度算法基礎上,梁子龍等[6]提出改進的Douglas-Peucker算法,此算法可以將弓高誤差控制在設定范圍內。在路徑規劃效率與加工效率研究的基礎上,毛洋洋等[7]提出一種將笛卡兒空間行距轉化為參數域空間行距的等殘留高度路徑算法,此算法的加工路徑總長短、加工效率高。ROSOSHANSKY等[8]將拋光刀具規劃看成接觸力學問題,用建立的接觸面積圖規劃拋光路徑,以保證拋光軌跡均勻,且完全覆蓋。MA等[9]在三維模型待加工表面選取目標點,用B樣條曲線反解理論磨削刀觸點;在曲率突變和曲面交界處,進一步優化刀觸點;根據雙三次B樣條插值求得刀觸點的磨削矢量,完成路徑規劃,最終實現水龍頭的高質量拋光。LYU等[10]將基于材料去除輪廓(MRR)模型的等高扇形算法用于葉片前后緣的機器人砂帶磨拋軌跡生成,采取恒定弦高誤差法獲取磨削點。仿真和試驗結果證明,此軌跡生成法可以有效解決葉片前后緣的過拋問題。
與砂輪相比,砂帶的自銳性更好,且具有一定的彈性,被廣泛應用在單葉片光整領域。但在拋光空間扭曲較大的葉片時,砂帶支撐輪的結構特性會對其產生干涉。而磨粒流拋光主要應用于整體葉輪拋光,對流道設計要求很苛刻,難以保證均勻的拋光去除量,容易出現過拋和倒圓角。
固結磨料拋光技術具有優良的加工性能,在鈦合金、模具鋼等難加工材料領域都得到了很好的應用[11-13]。因此,將高靈活性的6R機器人與固結磨料工具技術相結合,建立機器人手持金剛石固結磨料磨頭拋光系統。機器人葉片拋光路徑離線編程是此系統中很重要的一環,針對固結磨料工具和葉片拋光工藝要求,提出適合本系統的路徑算法,并結合UG10.0/API二次開發與機器人運動學完成路徑規劃,通過試驗驗證該方法的可行性。
1 提取刀位點數據
葉片型面拋光軌跡刀位點的提取流程如圖1所示。

圖1 葉片拋光軌跡刀位點提取流程
1.1 計算走刀步長
拋光軌跡本質上是由若干個刀位點按照一定順序組成,刀位點由若干個直線段逐漸逼近理想軌跡得到。直線段越短,逼近效果越好,軌跡誤差就越小,但加工效率下降;直線段越長,軌跡誤差就越大,加工精度得不到保證。因此,控制刀位點的離散精度非常關鍵。目前,刀位點離散方法主要有等參數步長法、等距離步長法、等弦高誤差法等。等參數步長法采用固定參數變量離散曲線,等距離步長法則采用固定距離離散曲線,這2種方法都沒有考慮型面曲率的變化對逼近誤差ε' 的影響,且步長增量設置較為保守,導致軌跡計算量增大,加工效率低。等弦高誤差法可以依據曲率的變化得到不同的步長,從而在一定加工精度的前提下,提高加工效率。走刀步長計算示意圖如圖2所示。
圖2中,R1、R2刀位點處的曲率半徑實際上是不相等的,但實際拋光過程中步長l較小,相鄰2個刀位點曲率半徑相差較小。為簡化計算,假設R1=R2=R'。ε是加工工藝要求的加工誤差,由ε' ≤ε與幾何關系得:

圖2 走刀步長計算示意圖
(1)
1.2 計算走刀行距
曲面加工質量與殘留高度有著直接關聯,小工具加工大工件時,加工行距的確定算法直接決定了殘留高度的大小。殘留高度過小,導致走刀次數增加,嚴重降低加工效率,增加加工成本;殘留高度過大,則導致表面產生波紋,無法滿足加工精度要求。針對球頭刀加工自由曲面,SURESH等[14]提出了等殘留高度法,其根據前一條加工軌跡上的各刀位點處局部曲率半徑與給定的殘留高度生成下一條加工軌跡的刀位點。走刀行距示意圖如圖3所示。

a 凹面 Concave b 凸面 Convex圖3 走刀行距示意圖Fig.3Schematicdiagramofcalculationofpathdistance
葉盆為凹面,固結磨料磨頭拋光葉盆時,走刀行距示意圖如圖3a所示。由幾何關系得:
(2)
式中:L為走刀行距;h為殘留高度;r為磨頭有效半徑;R為目標點處的曲率半徑。
當固結磨料磨頭拋光葉背時,走刀行距示意圖如圖3b所示。由幾何關系得:
(3)
傳統走刀行距是由上條軌跡曲線中各刀位點處走刀行距方向的曲率半徑決定,而對于葉片類型的復雜曲面,曲率半徑變化較大,導致走刀行距差距較大,進而容易造成單條加工軌跡走刀方向變化較大,產生拐點及突變。為了使單條軌跡連續順滑,方便控制恒壓,現采用最小走刀行距算法。依據上條軌跡中各刀位點處走刀行距方向的最小曲率半徑,計算走刀行距L。L是空間直角坐標系中的數據,需要轉換為參數域空間的參數變化量Δv,并根據Δv計算下一條拋光軌跡曲線的參數值。給定一條參數u為常數的單條參數曲線S(v),0≤v≤1,由一元泰勒展開式可得:
S(vn+1)=S(vn)+S'(vn)Δv+δ
(4)
式中:Δv=vn+1-vn,vn為第n條拋光路徑對應的參數值,vn+1為第n+1條拋光路徑對應的參數值,δ為高階次項之和,S'(vn)為S(v)在vn的導數。
走刀行距L可由參數域方程表示為:
L=|S(vn+1)-S(vn)|=|S'(vn)Δv+δ|
(5)
忽略高階次項之和δ,由微分推理可得:
L2=(S'(vn)Δv)2=[(xv')2+(yv')2+(zv')2]v=vn×Δv2
(6)
空間直角坐標系中的走刀步距L所對應的參數域空間Δv可表示為:
(7)
式中:xv'、yv'、zv'分別為x、y、z對v的導數,可由UG10.0/API函數UF_MODL_ask_face_props()直接得到。
1.3 獲取刀位點數據
機器人拋光軌跡規劃所用的刀位點中1個刀位點數據包括空間三坐標與空間姿態,其數據結構如式(8):
(8)
式中:A為3×3旋轉矩陣,表示刀位點的空間姿態;B為3×1矩陣,表示刀位點的空間坐標。
機器人固結磨料磨頭恒壓拋光葉片,需要控制刀觸點位置以及刀軸矢量。另外,為了使機器人穩定地到達各刀位點,還要控制刀位點的走刀步長方向和走刀行距方向。走刀步長方向可由參數線方程一階求導,經單位化算出,走刀行距向量則由法向向量與走刀步長方向向量叉乘得到。
采用UG二次開發實現路徑規劃算法,并提取刀位點數據。UG二次開發軟件版本選用UG10.0與Visual Studio2012,開發工具為UG軟件提供的UG/Open API函數。設置弦高誤差為0.04 mm,殘留高度為0.01 mm,規劃路徑如圖4所示。

圖4 路徑
2 機器人拋光軌跡編程
2.1 刀位點數據處理
離線編寫的拋光路徑能否在實際加工中準確運行,取決于離線仿真場景與實際場景的映射誤差,映射誤差大小取決于工件坐標系與工具坐標系的標定,坐標系的標定是刀位點數據后置處理的基礎。以尖端工具替代拋光磨頭,并使用手眼輔助標定尖端,利用ABB機器人系統的四點法與輔助標定法標定尖端工具坐標系{T1},然后進行磨頭工具補償,得到磨頭工具坐標系{T}。而后,采用正交平面標定法,通過尖端工具標定工件坐標系{W2}。經過后置處理的刀位點數據可直接用于逆解機器人關節轉角,刀位點后處理如下式:
P{O}=MOW2×MW2W1×P{W1}×MTH
(9)
式中:P{O}為機器人六軸末端手部坐標系{H}相對于機器人基坐標系{O}的位姿矩陣;MOW2為實際加工場景中機器人基坐標系{O}相對于工件坐標系{W2}的變換矩陣;MW2W1為實際工件坐標系{W2}相對于仿真工件坐標系{W1}的變換矩陣;P{W1}為刀位點相對于仿真工件坐標系{W1}的位姿矩陣;MTH為機器人工具坐標系{T}相對于機器人手部坐標系{H}的變換矩陣。
2.2 離線路徑編程
機器人運動學方程逆解是拋光路徑離線編程的理論基礎。對于6R串聯機器人運動學方程,運動學逆向求解非常復雜,而且一般沒有封閉解。采用的ABB六軸機器人(IRB4600-60/2.05)的末端相鄰的3條關節軸線相交于一點,所以IRB4600機器人存在封閉解[15]。采用代數解法求出全部有效運動學逆解,并篩選出最優逆解。機器人關節坐標系如圖5所示,5關節與6關節坐標系共用一個坐標原點,D-H(Denavit-Hartenberg)參數見表1。

圖5 機器人關節坐標系

表1 IRB4600-60/2.05機器人D-H參數
機器人兩相鄰關節坐標系之間的坐標變換可由齊次變換矩陣表示,關節坐標系變換矩陣為:
Mi=Rot(z,Ji)×Trans(0,0,di)×Trans(ai,0,0)×Rot(x,αi)
(10)
機器人運動學方程:
MOH=M1×M2×M3×M4×M5×M6=
(11)
機器人六軸末端位姿矩陣MOH經代數解法求得最優逆解,進而可由后置處理后的刀位點數據反求對應的機器人6個關節的轉角。根據力/位混合控制的拋光策略,結合ABB機器人RAPID編程語言,將磨頭轉速、進給速度、拋光壓力等控制變量整合至拋光路徑中,實現機器人的拋光路徑離線編程。
3 拋光試驗驗證
3.1 試驗平臺
機器人拋光平臺的搭建是進行固結磨料磨頭拋光葉片試驗的基礎,也是決定試驗結果優劣的關鍵。從機器人拋光葉片的技術要求出發,在傳統的單一軌跡位置控制的基礎上,提出力/位混合控制的拋光策略;并根據拋光控制策略,確定機器人拋光平臺的功能模塊組成與各模塊之間的運作方式,建立機器人固結磨料磨頭恒壓拋光試驗平臺。試驗平臺由機器人本體、末端執行裝置、葉片及工裝夾具與控制裝置等組成,如圖6所示。機器人為ABB六軸機器人(IRB4600-60/2.05),搭配IRC5控制柜與示教器,工作半徑為2.05 m,末端額定負載為60 kg,重復定位精度為0.06 mm。末端執行裝置的力傳感器(M3314C)是實現拋光壓力控制的關鍵,分辨率可達0.09 N。

圖6 機器人固結磨料磨頭恒壓拋光試驗平臺
3.2 拋光試驗
為驗證路徑算法的有效性與機器人固結磨料磨頭恒壓拋光葉片方案的可行性,進行鋁合金葉片拋光試驗。試驗條件:金剛石聚集體固結磨料磨頭的粒度代號為M5/10,電主軸轉速為500 r/min,進給速率為1 mm/s,拋光壓力設定為6.5 N。
葉片葉背的前期探索試驗表明,橫向走刀的拋光質量優于縱向的,所以,試驗設置的拋光走刀方式為橫向走刀。由于試驗用葉片葉背的橫向走刀行距方向上的曲率半徑為無窮大,所以求得的走刀行距均為1.600 mm。因為,在每條拋光軌跡與有效拋光區域邊界的交點處,由式(7)計算的參數變化量最小,且為了保證單條軌跡上各刀位點的最大走刀行距不大于1.600 mm,所以,對應于參數域空間的走刀行距均為0.009 57。部分葉背拋光軌跡程序,如圖7所示。

圖7 部分葉背拋光軌跡程序
離線編寫的完整拋光軌跡程序經干涉碰撞與可達性仿真驗證以后,即可開展鋁合金葉片葉背區域的拋光試驗。圖8為機器人固結磨料磨頭拋光葉背現場。

圖8 機器人固結磨料磨頭拋光葉背現場
圖9為葉背拋光后的效果。由圖9可知:擬定的葉背拋光區域均完整拋光,且沒有明顯的劃痕與拋光紋路。

圖9 葉背拋光效果圖
在已拋光區域均勻取16個點,使用SJ-210粗糙度儀測量表面粗糙度值Ra,測得的葉背拋光區域拋光前的表面平均粗糙度值Ra為1.176 μm,拋光后的表面粗糙度結果如圖10所示。由圖10可知:表面平均粗糙度值Ra由開始的1.176 μm下降至0.240 μm,計算出的標準差由0.273 μm下降到0.039 μm,符合葉片拋光粗糙度的要求;葉背已拋光區域的表面質量一致性與表面平均糙度值Ra證明了軌跡規劃方案的合理性。

圖10 葉背拋光區域表面粗糙度值Ra數據
拋光過程中拋光壓力數據如圖11所示。由圖11可知:全程壓力穩定在6.5 N左右,拋光壓力誤差為±0.7 N,表明軌跡連續性與表面質量一致性較好。所以,機器人手持金剛石固結磨料磨頭恒壓拋光系統可用于葉片復雜曲面的拋光,且基于此系統提出的路徑規劃方法是合理的。
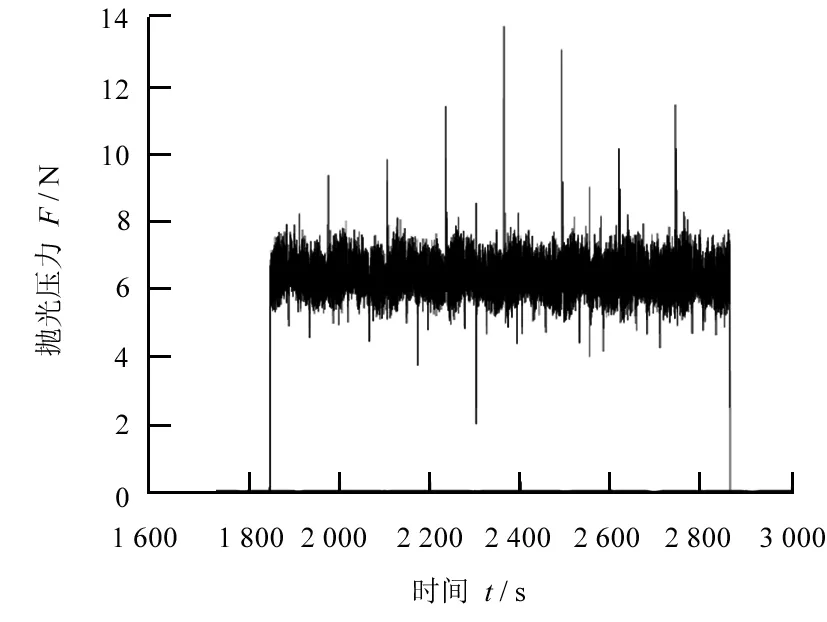
圖11 拋光壓力圖
4 結論
(1)針對固結磨料磨頭拋光葉片,運用UG二次開發,實現拋光步長與行距算法,并輸出刀位點數據,通過對工具與工件坐標系標定,將刀位點數據轉化為工具中心點實際位姿,最后結合機器人運動學與固結磨料磨頭拋光控制策略,完成機器人拋光路徑離線編程。
(2)進行了機器人固結磨料磨頭恒壓拋光葉片試驗。拋光后的葉片表面平均粗糙度Ra為0.240 μm,粗糙度標準差為0.039 μm,符合葉片粗糙度要求;拋光過程中的拋光壓力穩定在6.5 N左右,其誤差為±0.7 N,軌跡連續性與表面質量一致性較好。證明了機器人固結磨料磨頭恒壓拋光葉片的可行性與路徑規劃的合理性。
