核電熱交換器用耐蝕鈦焊管制備工藝研究
2021-11-08 06:10:42張望成魯蓉蓉曾憲山
鈦工業進展
2021年4期
張望成,魯蓉蓉,曾憲山
(湖南湘投金天新材料有限公司,湖南 益陽 413000)
鈦及鈦合金密度小、熱導率適中,在海水和海洋大氣環境中具有良好的耐蝕性。鈦焊管作為一種優異的高性能耐蝕換熱管,被廣泛應用于核電熱交換器中,以應對冷卻介質——海水的侵蝕,保證核電設備的安全、穩定運行[1-3]。
高性能耐蝕換熱管是核電熱交換器的核心材料,但其關鍵制備技術長期以來被美國、日本等國家壟斷[2],直接影響我國核電產業發展。目前,國產鈦焊管存在的主要問題是焊縫質量難以達到核電用標準。為保障我國核電產業長遠、安全發展,高性能耐蝕鈦焊管國產化的需求日益迫切。核電熱交換器用高性能耐蝕鈦焊管的完全自主生產,將打破長期依賴進口的局面,為我國核電全面國產化和快速發展提供重要保障,并為我國核電走出國門奠定基礎。
本研究采用“W+雙半徑”反彎成型和非熔化極鎢極氬弧焊(TIG焊)工藝試制高品質耐蝕鈦焊管,以期為核電熱交換器用耐蝕鈦焊管的工業化生產提供參考。
1 實 驗
1.1 材料與工藝
實驗所用純鈦帶由湖南湘投金天科技集團生產,其化學成分如表1所示。
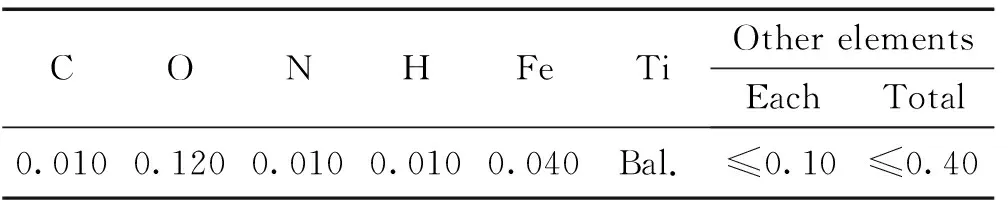
表1 純鈦帶化學成分(w/%)Table 1 Chemical composition of pure titanium strip
采用結構優化的JT50自動化連續鈦焊管生產線進行生產,成品規格為φ25.4 mm×0.5 mm,工藝流程為:帶材→卷曲成型→焊接→定徑→在線退火→渦流探傷→激光測徑→主線定尺切斷(性能檢驗)→超聲波探傷→水下氣密試驗。
針對鈦彈性模量低,卷曲成型后回彈大的特點,采用“W+雙半徑”反彎成型法匹配“窄間隙排輥”技術卷曲成型。……
登錄APP查看全文
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
設備管理與維修(2015年12期)2015-04-09 06:57:24
