轎車座椅骨架激光填絲焊接工藝穩定性研究*
2021-11-09 06:07:50郭紫威
制造技術與機床 2021年11期
關鍵詞:焊縫
韓 熒 郭紫威
(長春汽車工業高等專科學校,吉林 長春 130013)
激光焊接作為一種先進的特種加工技術,具有焊接效率高、熱輸入量小、更小的熱影響區面積及焊接熱應力變形小等優點,已被廣泛應用在國防、航天航空、船舶和汽車等加工制造領域[1-3]。激光填絲焊是以激光為熱源、焊絲作為填充材料的先進連接工藝。激光填絲焊材利用率高、焊接過程無煙塵污染、焊縫表面成形效果好,焊接速度快,相比于單獨激光焊接,激光填絲焊接技術可降低對工件裝配精度的要求,并通過焊絲調控焊接接頭熔化區的冶金成分,改善焊縫成形[4-7]。
激光填絲焊的工藝參數有激光功率、填絲速度、激光離焦量、保護氣體成分與流速等等,眾多復雜的工藝參數會影響焊接過程的穩定性,焊接穩定性直接影響焊接質量。趙雪山[8]等研究了激光填絲焊和MAG焊對不銹鋼焊縫形貌和性能的影響,研究結果表明激光填絲焊接接頭組織更細化,具有更高的強度。張勇等[9]研究了激光功率、焊接速度和送絲速度對SUS 301L不銹鋼激光填絲搭接焊的焊縫成形和性能研究,研究結果表明良好的工藝參數可以改善焊縫成形和提高連接強度。Yu Y C等[10]采用了激光填絲焊的方法焊接了厚板牌號為Q235的高強鋼,在焊接過程中產生了未熔合和氣孔等缺陷。彭進等[11]通過高速攝像分析了激光液態填充焊的熔化、過渡模式,以及工藝參數對過渡模式的影響規律,熔滴在毛細作用下穩定過渡到熔池中,減小了對匙孔的干擾,從而提高了焊接穩定性。
良好的熔滴過渡模式是提高焊接質量的必要因素,因此,對激光填絲焊熔滴過渡行為展開研究,對于改善焊接質量、抑制焊接氣孔、改善咬邊的焊接缺陷有很高的實際工程意義。
1 試驗材料及方法
1.1 試驗設備
采用IPG YLS-6000 光纖激光器、WF-007A多功能自動送絲機焊機與KUKA機器人組成的焊接系統,激光波長λ=1.07 μm,最大輸出功率P=6.0 kW,光纖直徑為200 μm,焦距f=200 mm,光斑直徑D=0.3 mm。激光束采用垂直入射,自動送絲機送出的焊絲與平面成20°,激光束與焊槍夾角為70°。光纖激光填絲焊接示意圖如圖1所示。焊接過程通過德國Optronis公司CR5000高速攝像機進行記錄,照片采集頻率為5 000幀/s。焊后通過采用X射線探傷方法檢測焊縫中氣孔,統計氣孔率是在焊縫中心選取100 mm長度,利用Image Pro 6.0分析軟件進行統計。氣孔率為氣孔面積與焊縫投影面積的比值,即氣孔率p定義如下:

1.2 試驗材料
試驗材料為高強鋼鋼板,焊接前采用細砂紙對鋼板進行打磨,鋼板表面光滑無銹,焊接試驗前用丙酮清洗表面,鋼板尺寸為 180 mm × 30 mm × 8 mm。焊絲材料為 304 奧氏體不銹鋼,直徑D=0.6 mm。高強鋼和焊絲化學成分如表 1 所示。
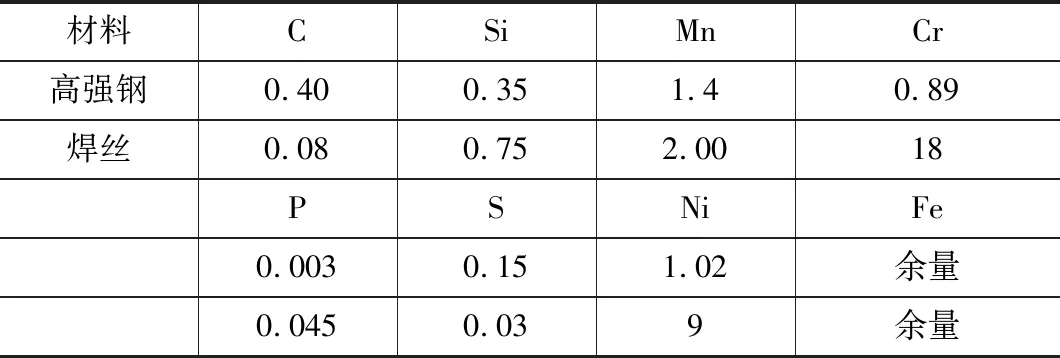
表1 試驗材料化學成分 %
2 結果與討論
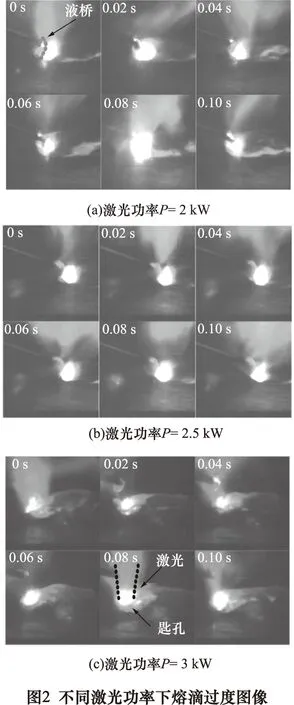
2.1 激光功率對熔滴過渡的影響
為了研究不同激光功率對熔滴過渡行為的影響,固定離焦量Δ=0、送絲速度為v=3 m/min,焊接過程如圖2所示。通過高速攝像觀察激光功率對熔滴過渡的影響規律,當激光功率低于2.5 kW時,熔滴以液橋過渡形式穩定進入熔池中,在焊絲和工件表面形成液相橋,熔滴在激光等離子體、熔融金屬蒸汽共同作用下形成液態,并在重力和表面張力的作用下穩定緩慢進入熔池,當激光功率為3 kW時,熔滴在激光熱輻照下快速融化,在焊絲前端形成大尺寸顆粒,大功率激光在工件表面形成匙孔,匙孔向外產生的金屬蒸汽和等離子體減緩了熔滴依靠重力下降的趨勢,降低了熔滴過渡的頻率。
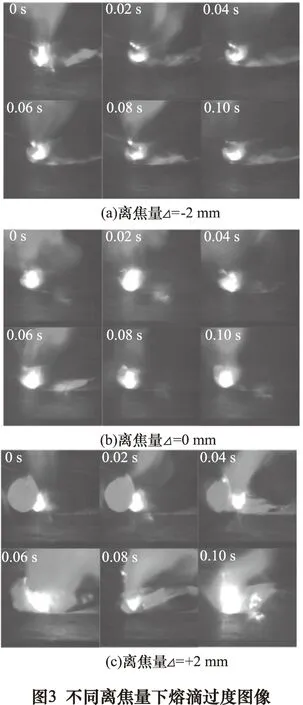
2.2 離焦量對熔滴過渡的影響
為了研究不同離焦量對熔滴過渡行為的影響,固定激光功率P=2.5 kW、送絲速度為3 m/min,焊接過程如圖3所示。當離焦量Δ=+2 mm時,聚焦在工件表面的光斑尺寸增大,單位面積上的激光功率密度減小,熔滴融化速率降低,球狀熔滴在表面張力的作用下吸附在焊絲端部,熔滴過渡不穩定,且大尺寸熔滴進入熔池會影響匙孔閉合,從而造成匙孔塌陷引起工藝氣孔[12]。當離焦量為0 mm時,熔滴尺寸得到改善,形成了液橋過度如圖3b所示。
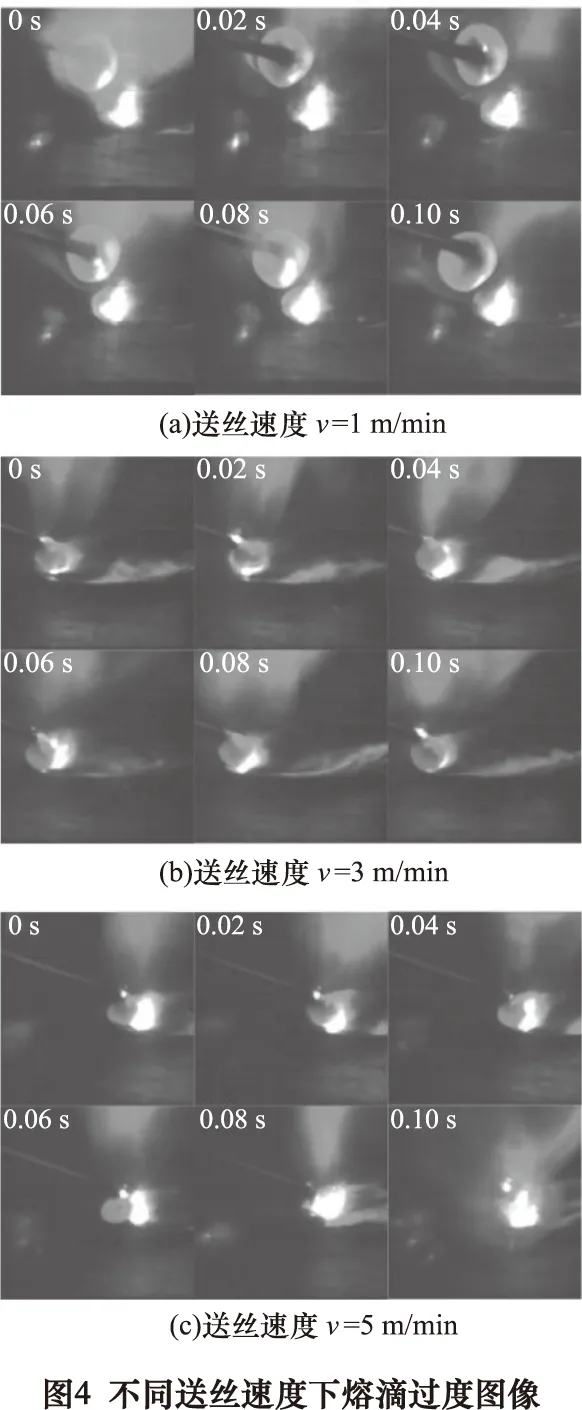
2.3 送絲速度對熔滴過渡的影響
為了研究不同離焦量對熔滴過渡行為的影響,固定激光功率P=2.5 kW、離焦量Δ=0 mm,焊接過程如圖4所示。當送絲速度為3 m/min時,熔滴過渡模式為滴狀過渡,融化金屬附著在焊絲前端,不足以形成液橋,熔滴不斷長大依靠重力作用進入熔池,當送絲速度增大,熔池與激光匙孔的共同熱作用融化焊絲,形成液橋過渡。送絲速度適當增大,有助于提高焊縫的填充量,不僅可以補充熔池的合金元素燒損還可以減少咬邊和下塌等缺陷[12]。
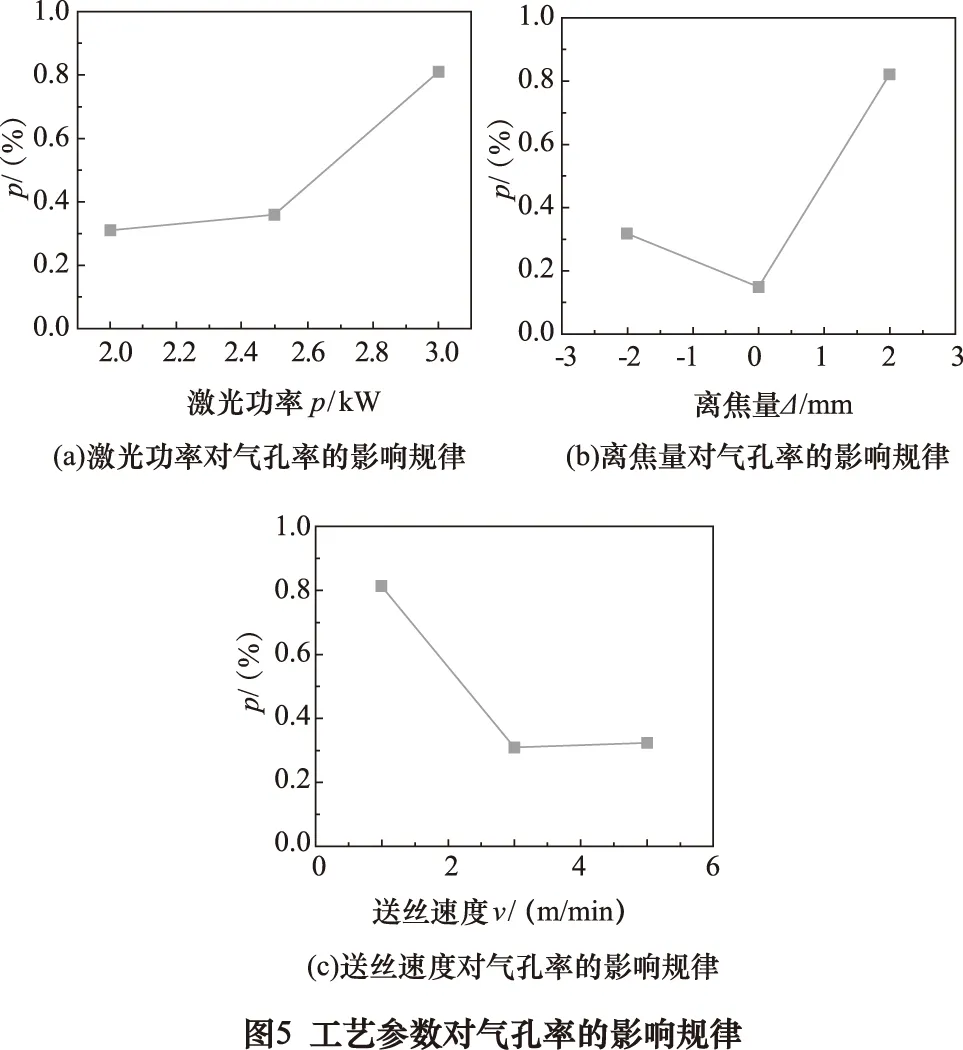
2.4 工藝參數對氣孔率的影響
隨著激光功率的增加,氣孔率有增大的趨勢;當離焦量從-2 mm增加到+2 mm,氣孔率在離焦量Δ=0 mm時最少;當送絲速度逐漸增加,氣孔率傾向逐漸降低,如圖5所示。激光填絲焊縫的焊接質量主要取決于焊接過程的穩定性,熔滴尺寸過大進入熔池所引起的波動會導致匙孔坍塌,熔滴以液橋模式過渡所引起的熔池表面波動小,保障了匙孔的穩定性,更有利于得到高質量的焊縫。
3 結語
(1)當激光功率為2.5 kW、離焦量為0 mm、送絲速度為3 m/min時,高強鋼激光填絲焊接穩定性較好,氣孔率最低。
(2)激光功率、離焦量、送絲速度協同作用可以改善激光填絲焊接穩定性,當熔滴的過渡模式為液橋過渡時,熔滴進入熔池對匙孔影響最小,焊接穩定性高。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
