
防彈衣式新型磨具磨削特性研究
2021-11-10 09:43:56李琳光田業冰韓金國田承金劉兵
山東理工大學學報(自然科學版) 2021年1期
李琳光,田業冰,韓金國,田承金,劉兵
(山東理工大學 機械工程學院, 山東 淄博 255049)
鎳基高溫合金材料具有較高的抗拉強度、抗疲勞強度、抗蠕變強度以及優異的抗氧化、抗腐蝕性能,被廣泛應用于航空航天領域內的發動機熱端部件制造[1]。近年來,以選區激光熔融技術(Selective Laser Melting,SLM)為代表的高能束流快速增材制造技術的興起,為鎳基高溫合金高端零部件制造提供了新的思路[2-3]。盡管增材制造技術突破了傳統減材制造技術的束縛,但增材制造后的零部件存在表面缺陷明顯、表面粗糙度高等一系列問題,不能直接滿足應用需求,仍需進行后續表面處理[4-5]。
當前,常用的表面精加工技術主要包括精密車削、磨削、研磨、拋光[6]。由于車削主要應用于回轉體零部件制造,在一定程度上限制了其應用范圍;而研磨、拋光的材料去除率低,不能直接加工超粗糙表面。因此,磨削加工技術被廣泛應用于難加工材料零部件的精密制造領域。但以鎳基高溫合金為代表的難加工材料在磨削過程中往往存在砂輪堵塞、磨削燒傷、表面完整性差等問題[7-9]。因此,國內外研究人員針對鎳基高溫合金高效精密磨削展開了大量的研究工作。楊路[10]采用碳纖維增強樹脂基復合材料砂輪開展了鎳基高溫合金超高速磨削試驗,其單位寬度的材料去除率可達8.4 mm3/(mm·s),磨削比提高50%以上。Peng等[11]研制了一種加壓內冷卻砂輪,通過斷續磨削與內部射流冷卻的有效結合,優化了高溫合金磨削過程中的傳熱效率,提高了工件的表面完整性。李峰等[12]利用強化感應加熱輔助磨削的方法,實現了Inconel 718合金磨削殘余應力的主動調控,獲得了較小的表面殘余拉應力與壓應力分布,提高了其磨削質量。Dai等[13]采用立方氮化硼砂輪對Inconel 718合金開展了高效深磨實驗研究,探究未變形切屑厚度與磨削溫度、磨削燒傷的關系,確定了實驗條件下未變形切屑厚度為0.65~0.75 μm,實現了對磨削燒傷的有效控制。如上所述,盡管當前對鎳基高溫合金磨削加工的研究頗多,但針對增材制造鎳合金的磨削研究卻相對較少。
針對選區激光熔融鎳基高溫合金磨削過程中的問題,本文擬研制一種基于液體防彈衣防彈原理的新型磨具,開展新型磨具磨削試驗研究及磨具磨損研究,分析不同磨削時間下磨具的磨損狀態,并利用掃描電子顯微鏡與金相顯微鏡觀察試樣加工前后及各加工階段的表面形貌,對加工前后的工件表面質量進行分析。
1 新型磨具設計與制造
設計的防彈衣式新型磨具主要基于液體防彈衣的防彈原理,即在加工過程中,利用磨料層中磨粒的“團聚效應”,在高性能纖維的把持下完成對工件材料的去除。根據新型磨具的特性,對磨具的結構及主要組成成分進行設計。
圖1為設計的防彈衣式新型磨具結構示意圖。該新型磨具整體結構由磨具基體、磨料層、壓緊塊與螺栓四部分組成。磨具基體、壓緊塊材料選用強度較高、抗腐蝕性好的304鋼,磨具基體的外徑為40 mm,安裝軸直徑為12 mm,兩側對稱加工有2個壓緊塊安裝槽,在2個安裝槽的底面各加工2個M3的螺紋孔用于磨料層安裝;磨料層是新型磨具的關鍵組成部分,由剪切增稠液與磨料均勻分散制得的剪切增稠磨料體系與高性能經編間隔織物經一系列工藝制備而成。磨料層采用機械法固定在磨具基體上,具體過程為:將制備好的磨料層貼合在磨具基體表面,利用4枚M3內六角螺栓通過2塊壓緊塊將制備好的磨料層張緊并固定在磨具基體上,完成防彈衣式新型磨具的組裝。
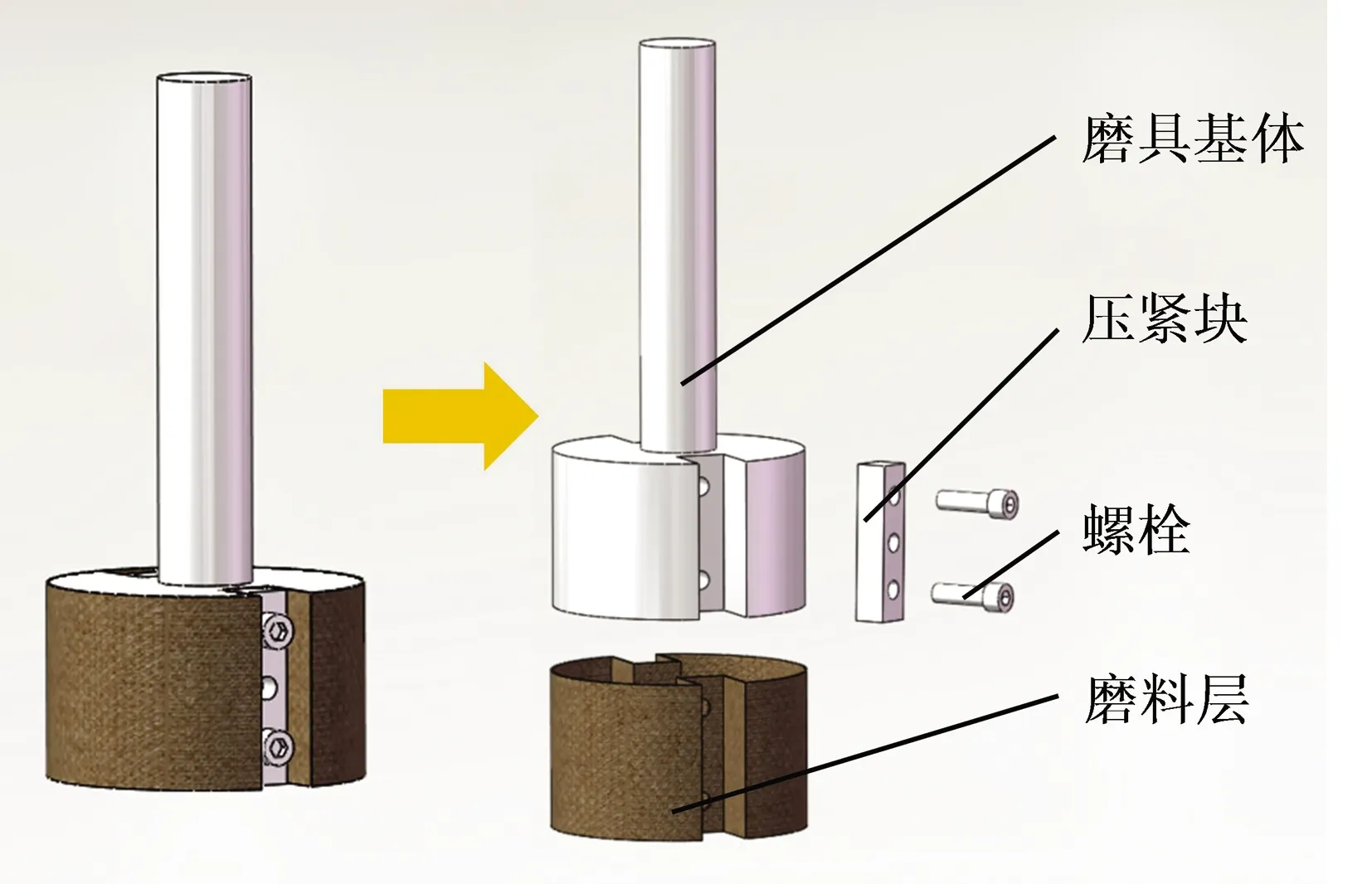
圖1 防彈衣式新型磨具結構示意圖Fig.1 Schematic diagram of the abrasive tool structure and processing principle
磨料層主要成分設計見表1。借鑒當前液體防彈衣的常用組成材料,高性能纖維織物選擇Kevlar 29經編間隔織物;剪切增稠液選用性質穩定、增稠效果劇烈的SiO2/PEG體系,其中SiO2選用7~40 nm的親水型氣相納米SiO2,PEG選用分子量較小的PEG200,以保證剪切增稠液具有良好的剪切增稠效果;磨料選擇白剛玉磨料,純度99.6%,平均粒徑6.7 μm。
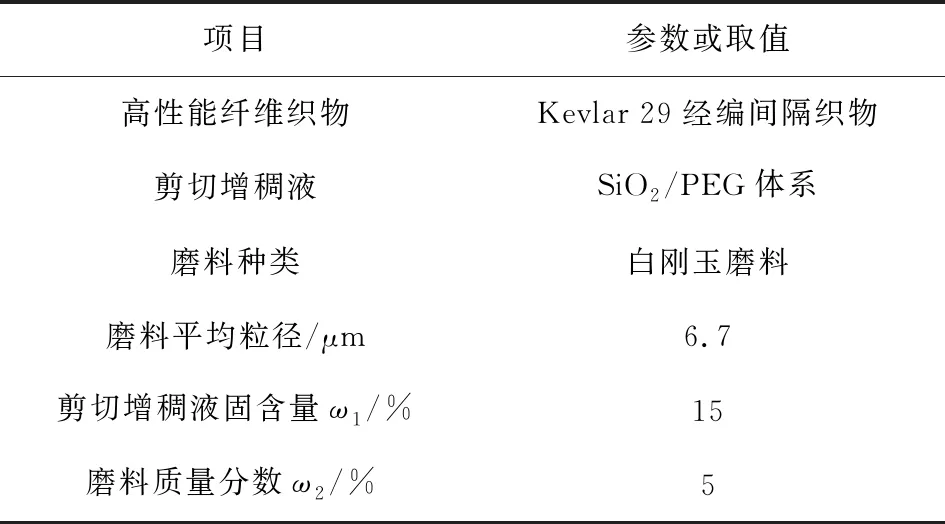
表1 磨料層成分設計Tab. 1 Abrasive layer composition design
磨料層的制備工藝如下:通過機械攪拌的方式將額定比例的親水型氣相納米SiO2與PEG200進行充分分散,獲得剪切增稠液,并將剪切增稠液真空干燥24 h;再稱取額定比例的剪切增稠液與磨料,機械攪拌充分分散后獲得剪切增稠磨料體系;利用酒精將制得的剪切增稠磨料體系進行稀釋;將裁剪好的高性能纖維織物浸漬在剪切增稠磨料體系的稀釋液中,浸漬完成后取出,鼓風干燥24 h后獲得防彈衣式新型磨具磨料層。
2 試驗裝置及參數
2.1 試驗材料
工件材料采用選區激光熔融方法制備的鎳基高溫合金Inconel 718試樣,尺寸為10 mm×7 mm×3 mm。表2為Inconel 718合金在600 ℃條件下的材料性能參數。
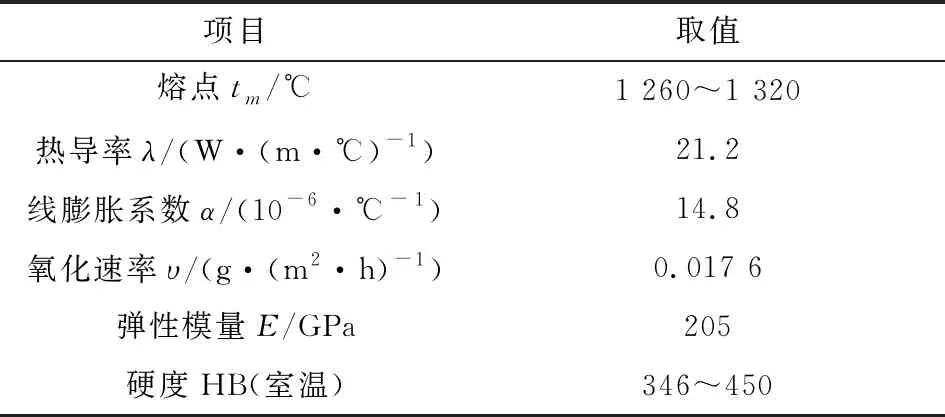
表2 Inconel 718合金的材料性能參數Tab. 2 Performance parameters of Inconel 718 alloy
2.2 試驗裝置與加工條件
在VKN640數控加工中心上進行防彈衣式新型磨具磨削試驗。VKN640數控加工中心是一臺高速鉆銑削機床,X、Y和Z軸上的分辨率為5 μm,最大主軸轉速為12 000 r/min。
如圖2所示,新型磨具通過刀柄安裝在機床主軸上,工件粘結在預先磨削好的平行塊上,再利用安裝在工作臺上的精密夾具進行工件的定位裝夾,磨削試驗前需使用千分表對裝夾著工件的夾具進行定位調整,以保證工件表面與機床Y軸方向的整體平行度。
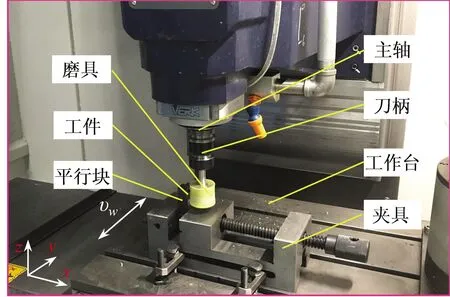
圖2 試驗裝置 Fig. 2 Exerimental setup
磨削試驗參數見表3。加工時,因新型磨具磨料層具有一定彈性,因此起始磨削深度設為180 μm,且前60 min每加工10 min,磨削深度下降10 μm;但磨具磨料層彈性有限,故60 min后不再提高磨削深度。
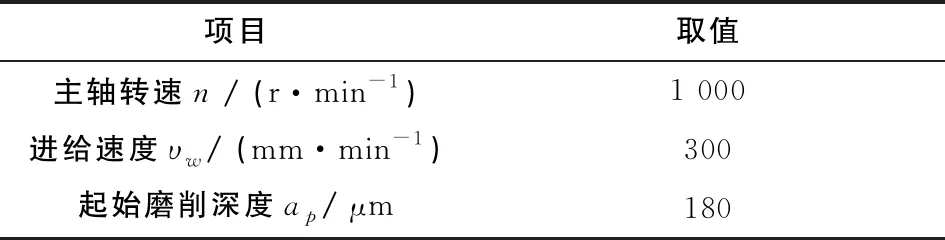
表3 磨削試驗參數Tab. 3 Grinding experimental parameters
3 結果與討論
3.1 工件表面形貌
圖3為利用金相顯微鏡(Axio Lab A1,德國)觀察到的選區激光熔融鎳合金工件表面在不同加工時間下的表面形貌。如圖3(a)所示:鎳合金工件在磨削加工前,表面具有大量波紋,該波紋為增材制造沉積層,且沉積層的波紋度較大,表面粗糙不平,表面完整性較差;如圖3(b)所示:在新型磨具磨削加工30 min后,大部分凸出的部分被磨除,少量內凹的波紋部分殘留,鎳合金材料表面質量較加工前有明顯提高;如圖3(c)所示:經過進一步的磨削加工后,材料表面的凹坑進一步減少,但表面仍然有少量缺陷存在。圖3(d)所示的90 min的磨削加工后,鎳合金表面的增材制造痕跡全部消失,表面僅留下磨削加工的較深紋理。加工后磨削紋理在一定范圍內具有邊緣特征,且存在規律性,這是由于Kevlar 29經編間隔織物的編織特征造成的。圖3(e)中的工件表面形貌與圖3(d)相似,說明在不提高磨削深度的前提下單純增加磨削時間已不能消除產生的磨削紋理。
為了獲取工件表面更多的微觀形貌特征,使用環境掃描電子顯微鏡(Quanta250,美國)對加工前后的工件進行表面觀測,檢測前將工件置于乙醇中進行超聲清洗。圖4所示為使用環境掃描電子顯微鏡拍攝的磨削加工前后Inconel 718合金工件表面微觀形貌圖。
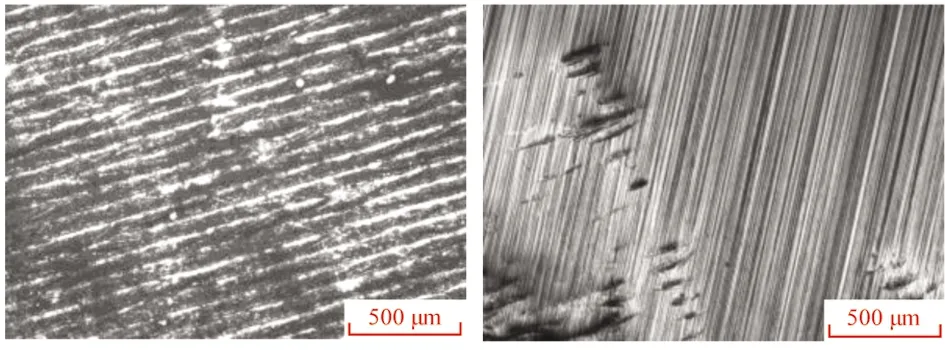
(a)t=0 (b) t=30 min
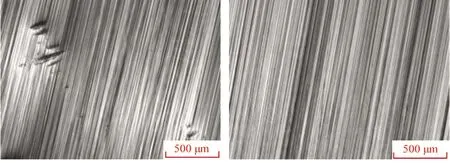
(c)t=60 min (d) t=90 min
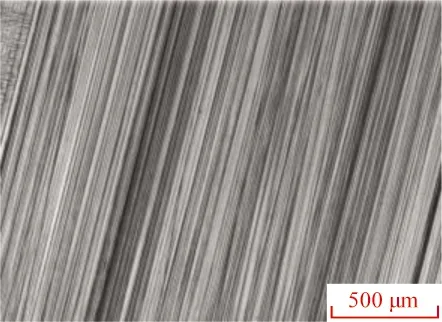
(e)t=120 min 圖3 金相顯微鏡在不同磨削時間所觀測的表面形貌Fig. 3 Surface topography measured by metalloscope at various grinding time
磨削試驗所用的鎳合金工件表面存在規律的波浪紋路沉積層,整體表面高低不平,粗糙度較高(圖4(a));且工件表面存在較多顆粒粘附、孔洞等缺陷,表面質量較差(圖4(b))。經過120 min的磨削加工后,大量規律的表面原始沉積層已經全部消失,加工后工件表面光潔度較高(圖4(c));工件表面原有的顆粒粘附、孔洞等缺陷已經全部消失,取而代之的是規則的磨削紋理(圖4(d))。通過磨削前后工件表面形貌對比可知,磨削后的工件表面質量已經得到了很大的改善。新型磨具對選區激光熔融鎳合金具有較好的加工效果。
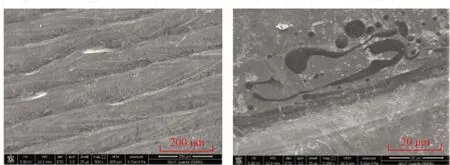
(a)加工前表面 (b)加工前表面局部放大
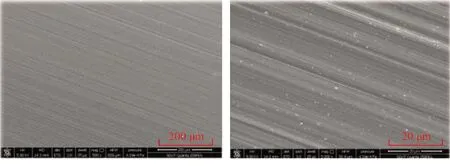
(c)加工后表面 (d)加工后表面局部放大
3.2 工件表面粗糙度
圖5為鎳合金工件磨削過程中的表面粗糙度隨加工時間的變化圖,結合不同磨削時間下的鎳合金工件表面形貌演變圖3進行分析可知:在前10 min,工件材料表面的去除量較大、去除最明顯,粗糙度Ra值由5.479 μm降至2.664 μm,粗糙度值變化較大;當磨削加工至60 min后,大量的表面沉積層被完全去除,表面粗糙度Ra達到0.608 μm;磨削加工至120 min,材料表面原有的沉積層被完全去除,表面僅存磨削加工紋理,表面粗糙度Ra基本穩定在0.600 μm左右。此時,磨削后的表面粗糙度與未磨削的初始值5.479 μm相比降低了約89%。
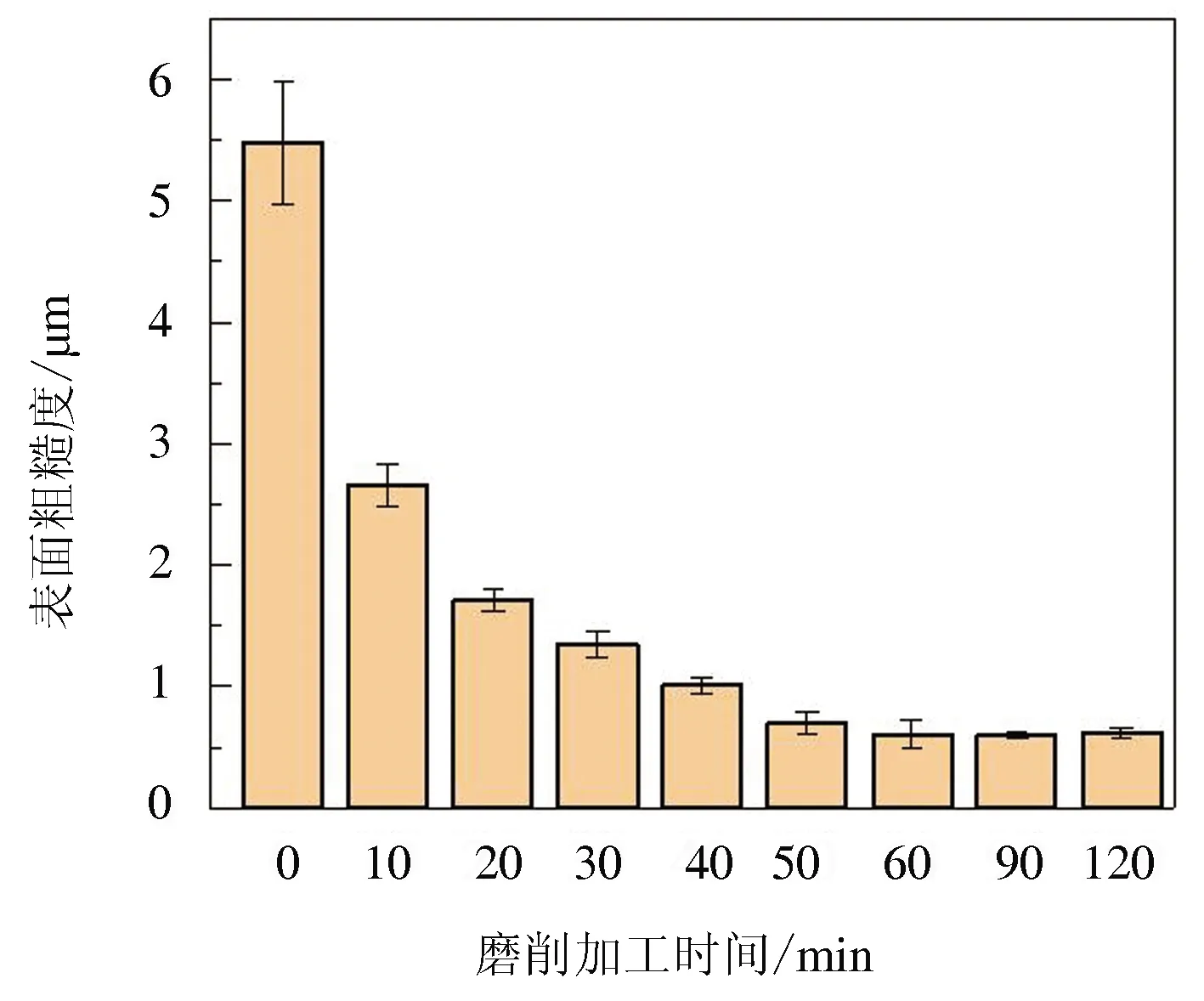
圖5 表面粗糙度隨時間的變化Fig. 5 Surface roughness curve with time
3.3 磨具表面形貌

(a)t=0 (b) t=30 min
(c)t=60 min (d) t=90 min

(e)t=120 min圖6 不同磨削時間的磨料層表面形貌 Fig. 6 Surface topography of the abrasive layer at various grinding time
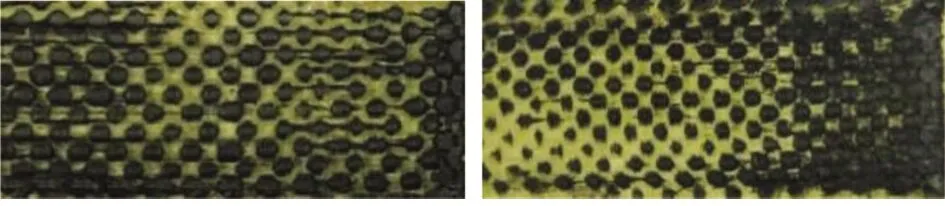
圖6所示為磨料層在不同磨削時間的表面宏觀形貌,磨削時間分別為0、30 min、60 min、90 min和120 min。在磨削加工前,磨料層初始顏色為黃色的織物原色,表面沒有纖維損傷,表面均勻的一層白色顆粒為浸漬的剪切增稠磨料體系中的白剛玉磨料(圖6(a));磨削加工30 min后,磨具表面在纖維束經緯編織外凸處粘附著少量磨屑,部分區域顏色由原始的黃色變為黑色,纖維沒有明顯損傷(圖6(b));磨削加工60 min后,磨具表面在纖維經緯編織外凸處粘附的磨屑量逐漸增大,纖維損傷逐漸明顯(圖6(c));在磨削加工90 min后,磨具表面在纖維束經緯編織外凸處粘有的磨屑較多,部分區域已經充滿磨屑,纖維損傷較大(圖6(d));如圖6(e)所示:至磨削加工120 min,磨具表面在纖維束經緯編織的外凸處粘附大量的磨屑,較多區域已經充滿磨屑,顏色完全變黑,纖維損傷較為嚴重,磨損良好的區域已經出現了明顯的纖維拉伸、斷裂,而磨損嚴重的區域則表現出了嚴重的纖維損傷特征,且纖維抽絲斷裂后導致經緯編織特征消失,出現了整體性的纖維單向損傷,損傷方向與加工方向一致。
在宏觀觀察的前提下,利用環境掃描電子顯微鏡對各階段磨料層纖維的磨損情況進行了微觀觀測,因為磨料層纖維不具備導電性,因此在觀測前采取了鍍鉻處理。圖7(a)為Kevlar 29經編間隔織物的纖維形貌,纖維表面光滑,無抽絲、斷裂等顯著缺陷,且纖維方向一致性良好;圖7(b)為浸漬剪切增稠磨料體系的磨料層在磨削加工前的纖維表面形貌,Kevlar 29經編間隔織物纖維表層及纖維間浸漬著大量的剪切增稠磨料體系,體系中的白剛玉磨粒在纖維間及纖維表層廣泛分布且分布均勻;由圖7(c)可以發現:磨料層在加工60 min時纖維與纖維之間浸漬的剪切增稠磨料體系已經出現了絮凝現象,且出現少量塊狀絮凝物,經分析,絮凝物中除原有的親水型氣相納米SiO2與白剛玉磨料外,還混入了部分磨屑,磨具纖維開始出現損傷變形,但磨損狀態良好;由圖7(d)可見:磨料層在加工120 min后,纖維與纖維之間浸漬的剪切增稠磨料體系絮凝情況嚴重,大量磨屑混入磨料層的剪切增稠磨料體系之中,磨具纖維損傷加重,纖維表面已經出現大量的斷裂抽絲,磨具磨料層的整體纖維磨損情況較為明顯。
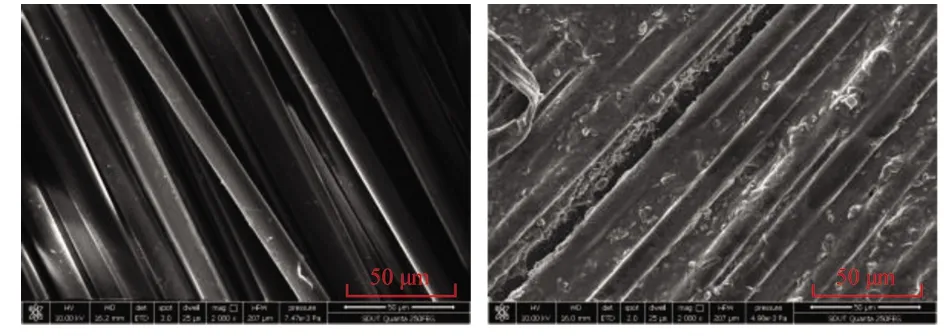
(a)純kevlar纖維 (b)t=0
(c)t=60 min (d)t=120 min圖7 不同磨削時間下磨料層的SEM形貌變化Fig. 7 SEM micrograph of abrasive layer at various grinding time
4 結論
針對高能束流增材制造難加工材料零部件的加工質量要求,設計了一種基于剪切增稠磨料體系與Kevlar經編間隔織物的防彈衣式新型柔性復合磨具,確定了新型磨具的組織成分和制造工藝。以選區激光熔融鎳合金Inconel 718為加工對象進行了磨削試驗,得出如下結論:
1) 在磨具轉速1 000 r/min、進給速度300 mm/min和初始磨削深度180 μm的磨削參數下,工件的表面粗糙度在120 min內從初始的5.479 μm下降至0.600 μm左右,表面粗糙度值降低了約89%。
2) 金相顯微鏡和環境掃描電子顯微鏡對工件加工前后的表面形貌觀測結果表明:加工后的工件表面原有的沉積、孔洞缺陷基本消失,僅存后處理的磨削紋理,且無磨削燒傷現象,驗證了新型磨具磨削選區激光熔融Inconel 718合金的有效性。
3) 對新型磨具磨料層各加工階段表面形貌的觀測結果表明:磨削加工后,磨具磨料層表面存在纖維變形、斷裂現象,并隨磨削時間的增大不斷增多,且磨料層中粘附有大量磨屑。
本研究設計制造的防彈衣式新型磨具的材料去除模型與磨削力等方面的研究工作仍需進一步開展。
