管道自動焊接缺陷消除及質量控制措施
2021-11-10 05:55:11薛秀娟
科學與生活 2021年12期
薛秀娟

摘要:自動焊是適應大口徑高強鋼管道焊接的新技術,具有效率高、勞動強度低、焊接過程受人為因素影響小等優勢。文中通過對自動焊內焊和填充蓋面過程中易產生的焊接缺陷成因分析及缺陷消除措施分析,從焊接工序配合、工裝匹配改進、操作手法、工藝規程等角度全方位控制自動焊質量。
關鍵詞:內焊;填充蓋面;氣孔;未熔合;燒穿;咬邊
0 前言
隨著國家大口徑高強度鋼管道建設的快速發展,對管道自動焊接應用要求比例越來越高。大口徑高強鋼管線焊接工藝的優化直接決定項目的施工建設成本。管道自動焊技術由于焊接效率高,勞動強度小,焊接過程受人為因素影響小等優勢,在大口徑、厚壁管道焊接中的應用中具有很大潛力。我國的管道自動焊接技術正處于起步階段,根部自動焊問題、管端坡口整形機等配套尚未完全成熟,焊工從手工焊、半自動焊轉變成機動焊和自動焊的焊機操作工需要時間過渡,在此期間,研究管道自動焊接缺陷成因及其消除,從而保證焊接質量對自動焊焊接質量控制有重大意義。
1 內焊主要焊接缺陷的產生和處理
1.1 氣孔
1.1.1氣孔產生原因
氣孔是氣體保護焊中常出現的焊接缺陷,產生氣孔的原因有混合保護氣氣
體不純,管道兩段封堵不嚴,混合氣體壓力不足等。
1.1.2消除氣孔措施
焊接前檢查焊接電源是否正常工作。檢查內焊機混合氣體壓力是否正常(不低于3 MPa),氣閥開關是否正常(有時在操作過程會誤碰觸氣閥造成氣閥關閉或開啟不足)。檢查氣帶是否有漏氣現象。使用純度高于99.5%的混合氣體。加強保護,保證氣體壓力。檢查焊接保護氣類型和流量是否滿足焊接工藝規程。檢查焊槍和噴嘴是否泄漏或堵塞。檢查焊接工藝參數特別是送絲速度的設置是否滿足焊接工藝規程。當內焊焊道出現氣孔時要在熱焊前進行返修處理,返修時認真清理出氣孔部位直至氣孔清理干凈,以避免殘留氣體熔入熱焊層造成焊道質量問題。
1.2未熔合
1.2.1未熔合產生原因
根部未熔合一般是由于管口清理不干凈,鈍邊過大、錯變量過大、內坡高度過小或過大,內焊分焊槍送絲速度過小等造成的,因此在內焊時,一定要確保組對質量,盡量避免未熔合出現。
1.2.2 消除未熔合措施
消除未熔合主要需要做好焊前清理工作。控制坡口加工質量,使其各參數在工藝規程范圍內,全自動焊接一般推薦使用專用大口徑高強鋼適用坡口機,并可對坡口機進行工裝適配改革。在全自動焊接練兵培訓和崗前適應性練習中,我們對坡口機進行工裝改革取得一定成效。控制管件組對質量。
坡口機在使用過程中發現坡口加工過程中鐵屑會隨著刀盤的轉動而纏繞道刀架上,鐵屑過多時易傷人及對坡口質量造成影響,尤其是5°刀上鐵屑最多(因為加工管材壁厚最厚)。經過多次研討,我們決定在刀盤上加裝擋板,刀片車下來的鐵屑轉動過程中經過擋板格擋避免纏繞刀架。
1.3 燒穿
1.3.1 燒穿形成原因
內焊層燒穿的原因主要有坡口鈍邊過小,組對間隙過大,內坡和鈍邊高度過小及送絲速度過大等。
1.3.2 消除燒穿措施
避免燒穿缺陷的措施主要有,控制管道坡口加工質量,使其各參數在工藝規程范圍內;控制管道組對質量,保證組對間隙參數在焊接工藝規程范圍內;檢查調整對應焊槍送絲速度,控制速度適中,不宜過大。
1.4 未焊透
1.4.1 未焊透產生原因
內焊機根焊未焊透產生的主要原因有內坡過小,鈍邊太厚等。
1.4.2 消除未焊透措施
避免內焊未焊透的主要措施是控制好坡口加工質量。
1.5 焊瘤
內焊時焊瘤主要產生在頂部位置,這是由于CW(電動機順時針旋轉方向)、CCW(電動機逆時針旋轉方向)兩側一槍位置變化造成的,這時需要調整一槍的起弧位置即可避免接頭處出現焊瘤。
1.6 飛濺大
1.6.1 飛濺大產生原因
內焊時發生飛濺大的原因是混合氣體比例不對或者預設焊接電弧電壓不適中。
1.6.2 消除飛濺大措施
消除飛濺的措施測量混合氣體比,調整比例在工藝規程要求比例內;調整預設電壓;檢查焊接電纜線的連接是否正確;檢查焊接送絲速度的設置。
2 自動焊填充蓋面過程中缺陷消除及質量控制措施
全自動焊填充蓋面過程中出現的主要缺陷有:未熔合、氣孔、余高超標和咬邊。常見缺陷的原因分析及防治措施如下:
2.1未熔合
未熔合是一種幾乎沒有厚度的面狀缺陷,其直接危害是減少截面,增大應力,對承受疲勞、經受沖擊、應力腐蝕或低溫下工作都非常不利。未熔合是由于電弧未能直接在母材上燃燒,焊絲熔化的鐵水只是堆積在上一層焊道或坡口表面上而形成的。主要形式有層間未熔合和單側點狀未熔合,并出現在平、立焊位置,長度不一。
2.1.1未熔合的產生原因
(1)焊接速度慢。如圖2.1.1-1所示,由于焊接速度慢,電弧不能在上一層焊縫上燃燒,而是在熔池內的鐵水上燃燒,焊絲熔化的鐵水向前流淌,鋪在上層焊縫上,這就造成了層間未熔合。
(2)焊槍角度不正確。如圖2.1.1-2中所示,焊槍所處的角度是不正確的。在此狀態下焊接,熔池中鐵水在電弧吹力作用下向前流淌,鋪蓋在電弧的前方,致使電弧不能在上一層焊縫上燃燒,造成層間未熔,并且隨著角度的增大,鐵水流淌更加嚴重,焊縫無法成型。
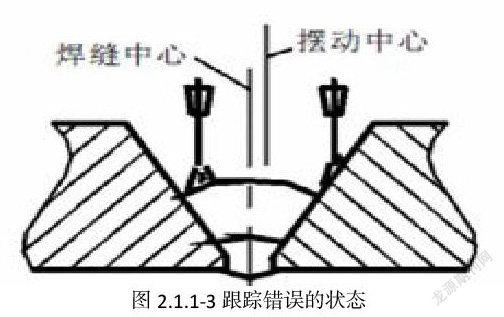
(3)焊接跟蹤不準確。在焊接過程中,由于焊工觀察位置、角度的變化,在電弧擺動中心和坡口焊縫中心不重合時,就會使電弧只能在坡口的一側燃燒到位,在另一側燃燒不到位,鐵水只堆積在不到位的一側,這樣就產生了單側未熔合,如圖2.1.1-3所示。
(4)焊槍在端部的停留時間短。焊縫是由焊槍在坡口內邊擺動、邊移動施焊完成的。由于焊槍在端部的停留時間不足,電弧尚未將根部徹底熔透就擺動移向另一端,這樣就在此處產生單側未熔合。
2.1.2未熔合的消除措施
(1)適當加快焊接速度,使焊接電弧在正常焊接狀態的位置上燃燒(如圖2.1.1-1(a)所示)。
(2)必須將焊槍調至圖2.1.1-2(a)所示正確的焊接角度,焊槍與管道的法線形成0°-5°角。
(3)應保持相對固定的觀察位置和角度進行焊接跟蹤。
(4)適當增加焊槍在兩端的停留時間。
2.2 氣孔
氣孔是自動焊在現場出現的主要焊接缺陷之一,是焊縫金屬凝固過程中由于侵入氣體而形成的氣囊或空穴。因其釀成了結構的不連續性,就會削弱焊縫金屬的機械強度,降低結構的氣密性、水密性等。氣孔多出現在平、立位置的焊縫接頭處,從X射線相片上反映出以密集氣孔偏多。
2.2.1 形成氣孔的原因
(1)防風工作沒做好。氣體保護焊的最大缺點是抗風能力差,所以工程上所使用的管道自動焊設備均是在防風棚內作業的,雖有“全天候”之稱,然而,當風速高、棚底所在的地面不平時,就會在防風棚的兩側包裹管道的帆布簾處及底部漏風。風吹到焊槍就會吹散保護氣體,電弧和熔池失去了保護,導致在焊縫中產生氣孔。
(2)保護氣體流量過小。管道自動焊所用的保護氣體為富氬混合氣體(80%Ar+20%CO2),流量為20L/min,可獲得最佳的保護效果、焊縫成型和質量。然而在焊接過程中,控制電纜中的氣管受到踩踏、碾壓或折成死彎時,造成氣管堵塞或破損漏氣,這樣在電弧熔池處沒有保護氣體或氣體流量過小(小于15L/min),電弧熔池不能得到很好的保護,就會產生氣孔。
(3)焊前檢氣時間不足。在焊接起弧之前,焊槍頭部及附近的氣管內已不是所需的保護氣體,而是空氣,必須將此處的空氣經檢氣完全排出后,方可起弧焊接。停焊時間越長,空氣在氣管內占有量就越多,所需的檢氣時間就越長。
2.2.2 氣孔的消除措施
(1)防風棚兩側的帆布簾包裹管道后,再用繩索加以捆綁。
(2)棚底四周加上帆布簾,并用沙土壓牢。
(3)把控制電纜小曲率地盤掛在防風棚側壁上。
(4)經常查看流量計,確定氣體流量是否達到要求。在氣管破損處用膠布纏堵,對破損嚴重的氣管,進行整管更換。
(5)每次焊接起弧之前,檢氣時間不得小于5s。通過這些措施的實施,有效地抑制氣孔的產生,提高一次合格率。
2.3 焊縫余高超標
焊縫余高超標是指焊縫表面上的金屬超過了規定的需要量,余高超標不僅造成經濟上的浪費、外形不美觀,而且還是一個應力增值源。主要影響焊縫的疲勞壽命,隨著余高高度的增加,焊縫的疲勞強度會急劇下降。在施工中,平、立焊位置的焊縫余高符合標準要求。
2.3.1余高超標的原因
由于仰焊位置的特殊性(熔滴受電弧吹力和重力兩個相反方向力的作用,只有電弧吹力大于重力時,才能過渡到熔池內),導致熔滴過渡較慢,電弧燃燒時間長,熔池的熱輸入大,增強了鐵水的流動性,使鐵水由兩側向中間堆積下墜,因此在焊縫的中心形成一個脊梁背,特別是在5-7點鐘的部位,這種情況會更加嚴重,其高度大部分在3.0-3.5mm,個別地方甚至達到了4.0mm。雖進行了打磨,但與平、立焊位置焊縫比較,外觀相當差,并耗費人力和物力。
2.3.2余高超標的消除措施
(1)在最后一遍填充后,給蓋面留1.5mm 的量。
(2)擺幅、擺速和停留時間均增加10%-20%。
(3)電感量在原來的基礎上降低10%。
(4)焊絲干伸長控制在10-15mm范圍內。
(5)保持正確的觀察角度。
2.4咬邊
咬邊屬焊縫成形缺陷之一,是由母材金屬損耗引起的、沿焊縫焊趾產生的溝槽或凹縫,是電弧沖刷或熔化了近縫區母材金屬后,又未能填充的結果。咬邊嚴重影響焊接接頭質量及外觀成型,使得該焊縫處的截面減小,容易形成尖角,造成應力集中,該處斷裂的可能性最大。由于仰焊位置的特殊性(在電弧吹力克服熔滴重力之后,熔滴方可向熔池過渡),因此在蓋面的仰焊部位極易造成咬邊。從仰焊位可直接觀察到在焊縫兩側呈現斷續、由淺至深的咬邊,深度0.2-0.7mm,而局部點接近1.0mm,集中在5-7點鐘區間,大約300m 長的范圍內,屬于典型的寬型咬邊。
2.4.1咬邊產生原因
(1)焊接電流。焊接電流對咬邊影響最大,大電流時,雖電弧吹力大,熔深大,焊絲熔敷率高,但同時熱輸入大,熔池內鐵水溫度高、流動性好,向焊縫中心流動。當電弧移走之后,致使熔池內無鐵水或鐵水少,此時電弧在母材上(即坡口邊緣處)燒出一個弧坑,形成咬邊。
(2)回路中電感。短路過渡要求焊接回路中有合適的電感量,用以調節短路過渡電流的增長速度(di/dt),控制焊接過程中的飛濺量及電弧燃燒時間。通常細絲氣保護焊,焊絲熔化速度快,熔滴過渡周期短,需要較大的短路過渡電流的增長速度。在仰焊時,較大的電感使得熔滴過渡頻率低,燃弧時間長,電弧移動至坡口兩側時,熔池內的鐵水就向焊縫中心流動而形成咬邊。
(3)操作參數(擺幅、兩端停留時間及偏移)。
①擺幅。如果擺幅小,電弧就燒不到坡口的棱沿上,只在坡口面上燒一個弧坑,從而導致咬邊。
②兩端停留時間。如果在最后一遍填充完成之后,給蓋面留有較大的余量時,就應保證電弧在坡口兩端有足夠的停留時間,否則,焊絲熔化的量不足以填滿熔池,這樣就會在焊縫外兩側形成咬邊。
③偏移。偏移是用以焊接跟蹤的,如果觀察的角度不對,就會產生視覺誤差,而做出錯誤的判斷和調整,使電弧在一邊能夠燒到位,而在另一邊就燒不到位,在電弧燒不到位的一側就會產生咬邊。
2.4.2 咬邊的消除措施
咬邊的防治措施與余高超標的防治措施一致。
3 結論
以上針對大口徑高強度鋼管自動焊焊接外觀成形與質量控制的方法措施進行總結,對自動焊工裝配備、內焊及填蓋過程中易產生的焊接缺陷、形成原因及消除措施進行匯總,為焊工掌握自動焊操作,技術人員熟悉自動焊技術,企業增設自動焊工藝提供借鑒。
參考文獻:
[1]付承鎧.實心焊絲障礙仰板雙面成形焊接工藝及質量控制.焊接技術,2021(1)
[2]曾燕麗.長輸管道全自動焊接技術施工分析及應用建議.石油和化工設備,2014
[3]成銀濤,楊盟,易志群. 油氣長輸管線現場焊接的質量控制. 科技傳播, 2012.