如何實現焊接參數的實時監控
2021-11-10 05:55:11潘云鋒
科學與生活 2021年12期
關鍵詞:工藝
潘云鋒
摘要:在核電建造階段運用了大量的焊接工藝,焊接是國家核安全局明文規定的需嚴加控制的工藝過程。因其工藝的特殊性,無法直接實時的進行檢查和記錄,目前階段皆通過制定焊接工藝卡、培養合格人員、通過記錄員人工記錄的方式來間接證明焊接過程的合法、有效。作者結合自身工作過程中的經歷,依據對曾發生的質量問題的調查分析中發現,焊接電流、電壓、焊接速度等是決定焊縫質量的主要工藝參數。作者通過運用電氣通信工程原理結合自動化控制理論,以不改變、不影響目前焊接過程的方式來實現電流、電壓、焊接速度、氣體保護壓力等焊接參數實時監控的目的。這樣實時、有效的記錄既增加了焊接過程的信服力同時也便于對焊接數據的分析改進,對于鋼結構質量的控制以及工藝的不斷優化改進可產生積極的影響。
關鍵字:質量,焊接電流,焊接電壓,無線通信,實時監控
1.前言
隨著我國工業化水平的不斷提升,現代化、信息化工業發展模式已初現雛形,尤其是在“中國智造2025”戰略指引下,企業正不斷拓展工業發展思維。基于信息技術環境,在企業實際的運作管理中,融入系統化的管理思維,將焊接生產與創新思維深度融合,引入電氣自動化控制模式,并形成圖形用戶界面及網絡化通信保障等諸多領域的綜合拓展。在信息科技高速發展的今天,實現焊接的實時監控不僅是焊接生產的需求,更是加強生產設備與管理平臺銜接的基礎,同時更滿足了數據間的無縫銜接與共享,幫助焊接生產與信息之間的綜合集成。使用可實時監控的智能化焊接系統,提高生產管理效率,保證了焊接數據和焊接質量的可靠性,免去了焊接記錄人員的工作量,提高了綜合管理水平,完整的焊接數據對分析焊接過程,追溯焊接質量具有重大的參考意義,從而產生非常大的社會效益和經濟效益。
通過對以往的工作總結發現,從核安全局至制造工廠,每一個單位對焊接過程都十分重視。從焊材管理、焊接人員、焊接材料、焊接型式等方面進行管控。制定詳細的焊接工藝規程對焊接的各項參數進行規定,但唯獨實際操作過程無法實時監控。
實時監控的目的是通過電氣信號采集結合通信手段,將過去無法實時檢查控制的特殊工藝過程變成一個可隨時檢查,實時監控數據的可控過程。這樣不僅滿足質量保證記錄的實時、有效,減少焊接記錄人員的工作量,提高整體焊接效率。同時也可增加焊接工藝人員對于焊接過程的可控分析,進一步改進工藝參數,提高焊接性能。
2.無線通信
2.1定義
所謂無線通信,主要是基于現代通信技術,將電磁波信號進行空間傳輸與接收轉化的過程,這種無線通信方式可以實現移動通信,因而也被統稱為無線移動通信。
2.2實現過程
在實際生產過程中,我們不可能給每臺焊接配備信號線,這樣將極大的降低其靈活性和使用。我們可以通過給每臺焊接加裝一個無線信號傳輸器。通過加裝的無線信號傳輸器的使用即可讓其擺脫冗長的信號線的干擾,尤其是多頻帶空口技術(OFDM)、低延時技術(TDMA)、自適應調制編碼(AMC)、混合自動重傳(HARQ)及低密度奇偶校驗碼(LDPC)等諸多技術支撐下,可以大幅提升無線通信的傳輸速率,最高可達1Gbps,從而全方位、實時化地獲取焊接焊機電流、電壓、焊接速率及氣體保護流量等焊接參數。
3.成果實現
通過在焊接設備上加裝電流、電壓、送絲速度、氣體流量采集模塊,無線傳輸模塊,實現焊接設備與PC之間的對接,完成對焊接設備電流、電壓、焊接速率及氣體保護流量等焊接參數整個過程的實時監控。
4.主要部件
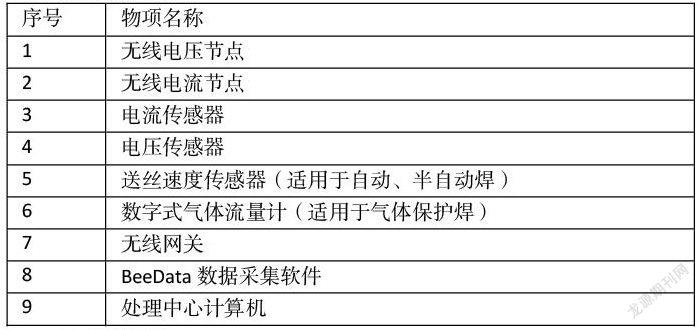
4.1部件清單
4.2設備簡介
4.2.1無線電壓節點
無線電壓節點的有效應用,將極大降低數據采取的人工成本及資金投入,尤其是規避了反復布線等環節。同時利用無線數字信號傳輸,將大幅優化電纜傳輸過程中所形成的干擾噪聲,賦予測量系統更優質的抗干擾性,提升測量的精度和效率。無線傳感器節點拓展能力較強,可構建以無線傳感器為代表的傳感網絡,可同時支持上千個測點同步實施試驗,憑借其應用優勢,該系統可被廣泛應用于大型建筑、橋梁、船舶、車輛及眾多關鍵領域的結構靜力測試、載荷實驗等。
4.2.2電流、電壓傳感器
霍爾效應的提出及實踐延伸,出現了基于霍爾效應的傳感設備,即以電流、電壓傳感器為代表的霍爾傳感器。早在1879年,美國物理學家霍爾便率先在金屬中發現了霍爾效應,但受限于技術及材料的滯后,難以獲取更多的研究成果。隨著半導體技術的革新,霍爾元件也逐步由理論走向現實,通過各類半導體材料的應用,其能夠實現對磁場、位移、壓力、加速度、振動等測量,也逐步被應用于各個測量領域。霍爾傳感器是一種當交變磁場經過時產生輸出電壓脈沖的傳感器。脈沖的幅度是由激勵磁場的場強決定的。因此,霍爾傳感器不需要外界電源供電。
4.2.3送絲速度傳感器
送絲速度傳感器可以實時采集各種送絲裝置的走絲速度,走絲速度數據通過無線網關節點傳輸。
4.2.4數字式氣體流量計
數字式氣體流量計,主要被用于焊接時氣體流量的實時計量,其測量中所形成的數據由無線網絡實施傳輸,該流量計主要適用于熔化極氣體保護焊焊接。
4.2.5無線網關
隨著無線通信技術的發展,逐步改變了傳統電纜傳輸中的弊端,也更便于對測量數據的傳輸與處理。BS951無線網關的應用,大幅優化了無線傳輸的便利性,其結構緊湊、布局合理、體積小巧,能夠應用于多種場景。其主要由協議轉換、收發節點控制、ModBus協議通信等鋼結構構成。在BS951強大組網功能的支持下,其可以組建起復雜的無線網絡,并支持眾多傳感器節點實施結構測試,應用領域極為廣闊。BS951無線網關所使用的ModBus協議為國標,因而利用RS485接口及通信協議的綜合下,能夠實現與任何同協議的設備實現互聯,且連接設備只需要通過標準的 ModBus協議就可以與 BS951無線網關通信,控制網關下所有節點的配置和采集。在此過程中連接設備不必關心無線節點傳感器和網關的通信過程,大大的減少了連接設備的開發難度。
4.2.6數據處理中心計算機
機電設備在線監測系統的數據處理中心對數據采集器送來的來自現場的全部數據進行運算和處理,建立實時數據庫,并將實時數據及運算結果保存在實時數據庫中,為顯示報警終端、數據打印單元、大屏幕等終端設備提供數據。
數據處理中心主要實現現場數據的收集,可以兼數據比對分析、報警等功能。
5.結論
通過實時監控增加了各部門及上游對焊接數據的可信度,提高技術管理水平,減少管理人員投入,有效地提高人員利用率;同時可通過對完整的焊接過程也便于對焊接數據的分析改進,明確改進的方向,對于焊接質量的控制以及工藝的不斷優化改進產生積極的影響。
參考文獻
[1]胡壽松,自動控制原理[M].北京.科學出版社,2007.1-9.期刊文章.
[2]李建東 郭梯云 鄔國揚,移動通信[M].西安.西安電子科技大學出版社,2006.1-3. 期刊文章.
[3] BeeData軟件單機版使用說明書.北京.北京必創科技有限公司.使用說明.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52