垃圾滲瀝液處理中遠程監控系統的應用
2021-11-14 06:48:08楊威巍
皮革制作與環保科技 2021年11期
關鍵詞:系統
楊威巍
(南通潤澤環境工程技術有限公司,江蘇 南通 226000)
最近幾年,遠程監控系統在工業自動化控制系統中得到了越來越廣泛的應用。同時隨著我國居民生活水平的提高,排放到環境中的生活垃圾日益增多。目前垃圾的大體處理方式主要有兩種:焚燒處理和填埋處理。無論使用哪種方式,都會產生垃圾滲瀝液。垃圾滲濾液的處理和利用,即保護了環境,也促進了社會的和諧。PLC和遠程監控系統在垃圾滲瀝液處理遠程監控系統中的應用在保障產水合格的同時,提高了安全系數,減少了事故發生率,并且在降低成本、資源能耗等方面起到了重要的作用。根據無錫某垃圾集運處理中心的滲濾液處理,設計了基于PLC和工業遠程監控系統軟件的垃圾滲瀝液處理遠程監測系統,能夠對垃圾滲瀝液處理過程進行遠程監控。遠程監控系統采用組態王6.6,遠程監控系統軟件能夠實現對數據的實時監控、異常報警、報表制作、趨勢分析等功能[1]。現場分布的西門子PLC和檢測儀表,作為該垃圾滲瀝液處理遠程監控系統的下位機使用,完成實時數據采集和自動控制的功能。
1 滲瀝液處理工藝流程
本項目滲瀝液(廢水)處理系統采用“預處理+UASB厭氧反應器+MBR(兩級A/O+內置式超濾)+深度處理(納濾)”工藝。剩余污泥由污泥儲池儲存,采用脫水機脫水,運至生活垃圾轉運系統,污水經過本工藝要求同時滿足一階段和二階段的出水水質要求。其具體工藝流程如圖1所示。

圖1 滲瀝液處理工藝流程
2 滲瀝液系統方案設計
2.1 滲瀝液系統工藝要求分析
在預處理、調節池單元,利用超聲波液位計、PLC、水泵和攪拌機等組成了若干個控制回路。超聲波液位計將液位變化轉化成4-20 ma信號傳送給PLC,PLC根據信號給水泵攪拌機等設備發出高位啟動,低位停止。從而通過自動控制機泵的啟停控制預處理、調節池等單元的水量。
UASB是這滲瀝液系統中去除COD的重要工藝之一,好的UASB系統會去除90%的COD,在好氧系統中利用流量計,PLC,水泵構成一個控制回路,通過PID控制水泵的進水量,從而達到穩定的流量,使得UASB在一個穩定的環境下運行,同時UASB的適宜溫度為34-38 ℃。UASB在運行過程中會產生一定量的沼氣,考慮到資源的再利用,沼氣接入鍋爐燃燒,通過溫度計,水泵和PLC構成一個回路,使UASB常年保持在36 ℃左右[2]。
AO單元是去除氨氮的重要工藝之一,其最重要的任務是控制水中的含氧量。水中含氧量的控制通過ORP儀來實時檢測,并將數據傳送給PLC,PLC根據ORP儀提供的數據進行運算,對曝氣風機進行PID控制,從而使水中含氧量控制在2.8左右。
MBR單元,是整個處理工藝中去除污泥和SS的重要工藝之一。PLC通過液位、壓力等參數的變化,作出相應的反饋信號控制水泵、風機和電動閥,使其能泥水分離,同時不堵塞MBR膜。
NF系統是整個處理工藝中去取一價離子、二價離子的核心單元,PLC通過pH計、壓力等參數的變化,作出相應的反饋信號通過加藥計量泵、進水泵、高壓泵、循環泵來實現NF系統中的自動控制,從而達到直排標準。
2.2 滲瀝液系統監控系統方案的設計要求
滲瀝液系統監控系統方案根據系統設計要求,采用“中控集中監測”的原則構建控制系統。采用中控遠程控制和現場操作柱控制的結構,操作柱按鈕在“本地”時,中控無法控制,現場操作柱為最高級控制,操作柱按鈕在“遠程”時,系統由中控控制。電氣自控系統以西門子PLC和Profinet網絡系統為控制系統主干,同時通過安裝在上位工控機的遠程監控系統軟件來監控整個系統設備。滲瀝液處理的監控系統是由上位工控機、SIMATICS7-1500PLC控制系統、SIMATICS7-1200PLC控制系統、SIMATIC S7-200smart PLC控制系統組成,通過Profinet網絡組成高可靠性的分布式系統[3]。遠程系統通過光纖(網線)和PLC連接。本系統的拓撲結構如圖2所示。

圖2 滲瀝液監控系統拓撲結構
3 硬件設計
3.1 遠程監控系統硬件系統配置
遠程監控系統為研華工控機,具體配置為IPC-610MB-25LED/AIMB-501G2/I5-2500,3.2GHz/8G/1T企業級+240G SSD MLG企業級/1G獨顯/鍵盤/27寸顯示器/Windows10專業版操作系統,通過遠程監控系統,操作人員可以便捷地監測到各個機泵的運行狀態,各個儀表的數據,控制各個現場設備。
3.2 下位機(PLC)硬件系統配置
各個PLC控制站主要負責采集現場各個傳感器的信號,除了把信號轉換后傳給遠程監控系統,在遠程監控系統中顯示,并且根據控制要求對現場執行機構作出相應的控制,所以各個PLC不但具有中心控制的作用,還具有數據中轉站的作用。在遠程狀態下,根據檢測數據對某些電機進行PID控制或者連鎖控制,以達到最佳狀態。本系統選用了PLC品牌為西門子,分別為1臺S7-1500、1臺S7-1200、3臺S7-200SMART。
1#PLC站主要負責格柵、氣浮、沉淀池、調節池、UASB、AO池MBR系統等設備的數據采集并控制。主要配備CPU模塊CPU1515-2PN1塊,22塊16點數字量輸入DI模塊,9塊16點數字量輸出DO模塊,12塊8路模擬量輸入AI模塊和10塊4路模擬量輸出AO模塊。
2#PLC站主要完成如下任務:控制火炬燃燒。主要配備CPU模塊CPU1212 1塊。
3#、4#PLC站主要完成如下任務:控制NF系統,主要配備CPU模塊SR60各1塊,8路模擬量輸入AI模塊各1塊和模擬量輸入輸出AO模塊各2塊。
5#PLC站主要完成如下任務:控制離心脫水機系統。主要配備CPU模塊SR60 1塊,1塊8路模擬量輸入AI模塊。遠程監控系統通過網線接入Profinet網絡。考慮部分PLC到中控室距離較遠,故部分PLC采用光纖。
4 遠程監控系統軟件設計
系統的安全、穩定和經濟運行取決于軟件設計質量的好壞,開發一套符合現場環境使用的軟件顯得特別重要。根據系統的實際情況,系統要能穩定、安全和便于操作。系統軟件設計同樣分為遠程監控系統軟件設計和PLC軟件設計。
遠程監控軟件的開發采用了組態王6.6。是一款新型的工業自動控制系統,是以Windows10中文操作系統作為其操作平臺的全中文界面的遠程監控系統軟件。
4.1 系統設計介紹
根據系統需求,主要設計高、低濃工藝流程圖,高、低濃預處理單元、高濃厭氧單元、MBR單元、納濾反滲透單元、污泥單元、冷卻塔單元、報表等畫面,使用鼠標點擊菜單中的不同的選項按鈕,就會彈出與之對應的界面。各個畫界面之間可以自由切換。
(1)工藝流程示意圖畫面:用以顯示整個系統的運行狀態及儀表數據,本系統分為高濃系統和低濃系統,其中高濃系統如圖三所示。
(2)趨勢畫面:趨勢畫面可實時數據采集并繪制曲線效果圖,可保留90天的歷史數據。
(3)單元控制畫面:實時地顯示各單元被控設備的運行狀態,以及儀表的參數。根據實時顯示的數據,生產管理人員可以快速、清晰地對系統做出調整。
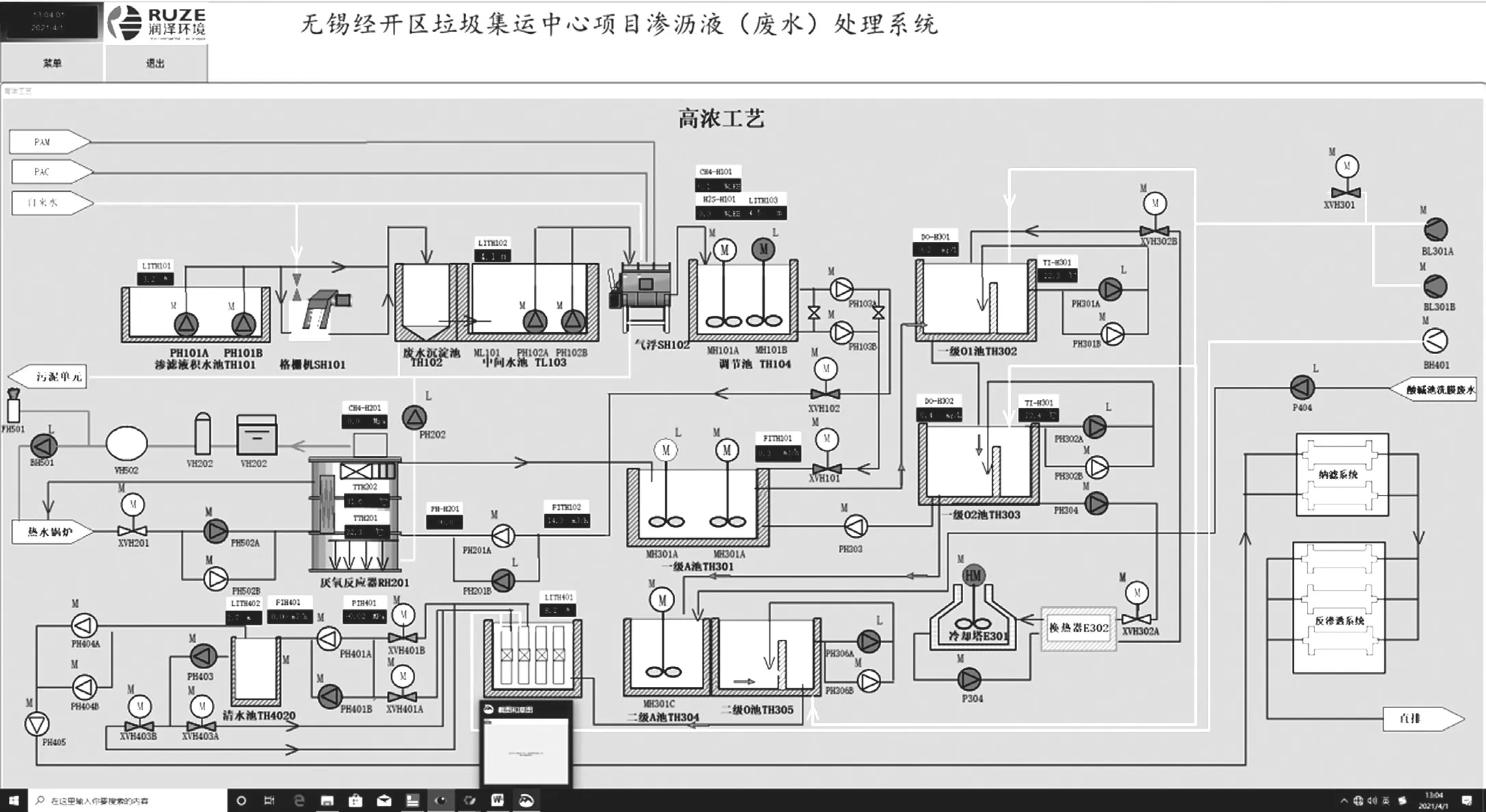
圖3 滲瀝液處理系統
(4)報警畫面:顯示設備故障的故障時間及故障方位,并做歷史記錄。
(5)報表畫面:可查詢每日流量累計,并有打印功能。
4.2 下位機控制程序開發
本系統的PLC(S7-1500、S7-1200)控制軟件采用TIA Protal V16編程,本系統的PLC(S7-200SMSRT)控制軟件采用STEP7-Micr/SMART V2.5編程。
5 結論
目前該系統在無錫經開區垃圾集運中心正常使用,運行穩定、安全、可靠。該系統使用時不僅能對滲瀝液處理進行遠程監控,而且還提高了整體效益,節約了人力物力,提高了系統安全性。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32