基于AdvantEdge FEM的薄壁外殼體零件仿真分析
2021-11-16 11:24:34楊英歌程會民趙澤輝韓文進李云鵬
新技術新工藝 2021年10期
楊英歌,程會民,趙澤輝,韓文進,李云鵬
(西安北方光電科技防務有限公司,陜西 西安 710043)
圖1所示外殼體零件是某導引頭產(chǎn)品中最大的回轉體零件,零件材料為2A12-T4,外形尺寸為φ180 mm×277.5 mm。零件壁厚1.5~2 mm,一處關重特性要求,同軸度0.05 mm,垂直度0.05 mm,尺寸公差IT6~IT10。零件前端φ134H8 mm孔與整流罩相連,由于零件整體為光滑的圓柱與球形曲面相連接,使零件加工壓緊困難,難以實施基準孔、球形曲面及前端φ134H8 mm孔的加工。擬定的加工流程簡要如下:下料→車→熱處理→車→熱處理→數(shù)控車→數(shù)控車→熱處理→數(shù)控車→數(shù)控車→坐標鏜→鉗→檢驗→電加工→精飾→裝配。
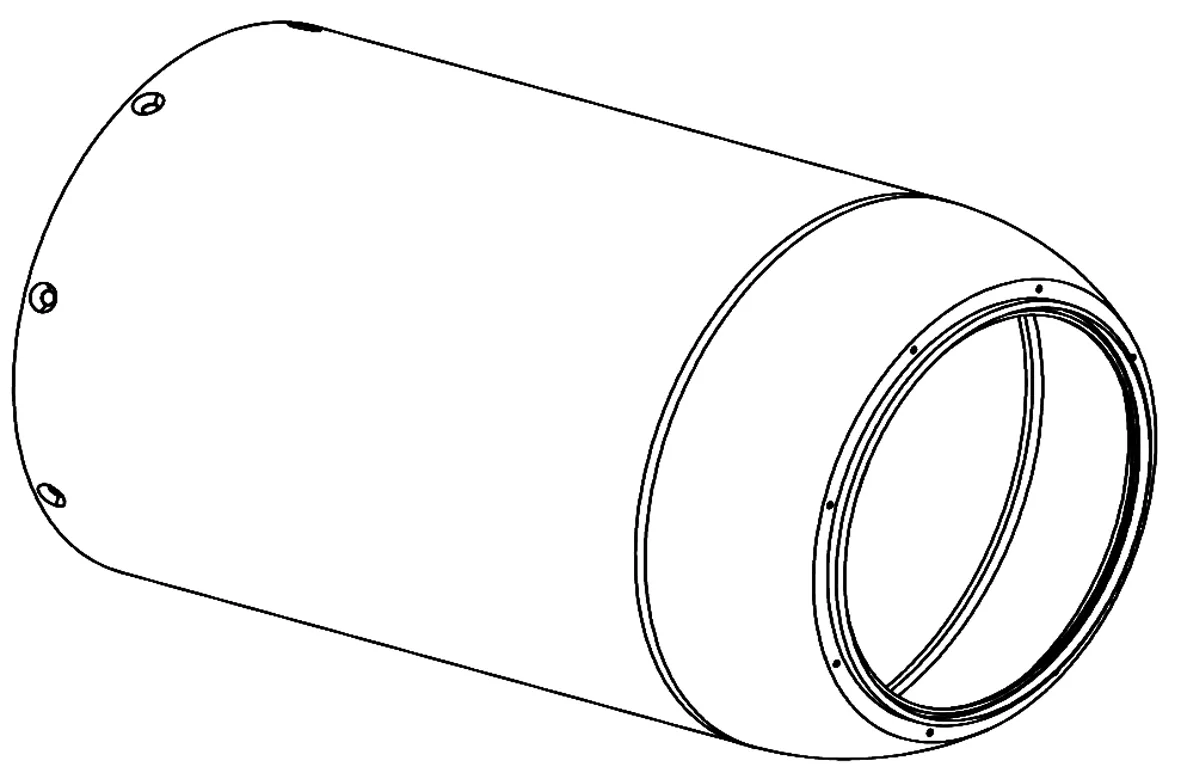
圖1 外殼體零件
該薄壁零件在數(shù)控車削加工過程中極易引起橢圓變形,其中包括裝夾帶來的壓緊力變形和切削過程中的切削力變形[1-3]。為盡量減小裝夾變形,在裝夾過程中使用力矩扳手,嚴格控制壓緊力。因此,該薄壁件變形的主要因素則主要考慮切削變形。合理的切削加工參數(shù)可提高切削效率和加工表面質量,并能夠降低切削力、切削溫度,使零件變形得到有效控制。本文借助有限元分析軟件,通過模擬薄壁外殼體件切削加工過程對其溫度場及應力場進行分析,并結合模態(tài)及諧響應分析,對切削參數(shù)進行優(yōu)化。
1 建立薄壁外殼體件簡化模型
面向有限元仿真的外殼體結構件直接分析計算數(shù)據(jù)量巨大,不利于仿真分析計算。為進一步提高仿真效率,把握仿真總體趨勢,有必要對其進行結構簡化。對簡化模型切削加工過程進行有限元仿真,根據(jù)切削力及切削熱的變化趨勢對切削參數(shù)進行調整。
簡化的過程基于如下2點考慮:1)微小特征不利于對變形的總體結構分析,同時不能兼顧仿真效率和效果的統(tǒng)一,因此,在仿真分析中可以忽略孔、倒角等微小特征的影響將模型簡化;2)實際模型尺寸不利于仿真計算的效率提高,因此,在仿真分析中將模型縮小僅截取切削部分[4]。
2 薄壁外殼體結構件切削力仿真
切削條件:零件材料(2A12-T4)、刀片材料(硬質合金)、刀尖角(35°)、刀片前角(10°)、刀片后角(7°)、溫度(26 ℃)[5],對3個變量(切削深度、每轉進給量、主軸轉速)進行3組仿真(試驗表分別見表1~表3),分析各個變量對應力場、溫度場、第四強度應力場及塑性應變率的影響。
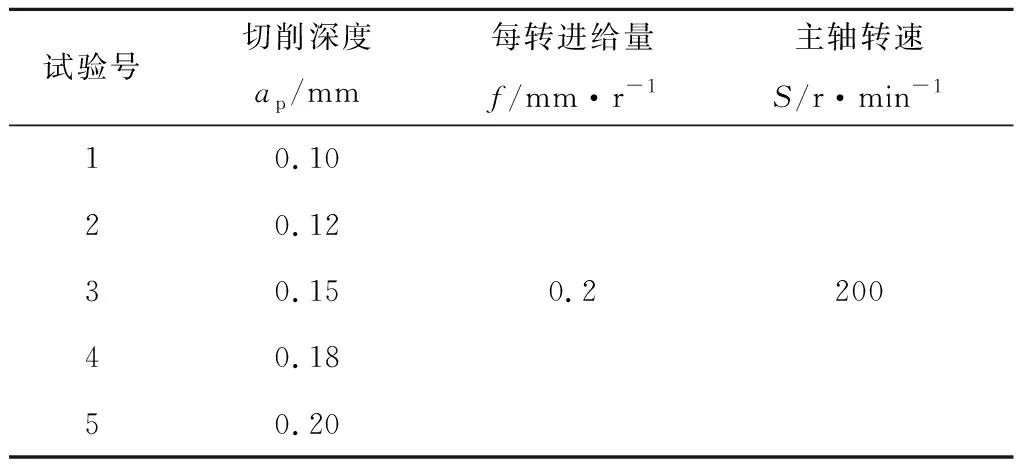
表1 切削深度影響試驗表
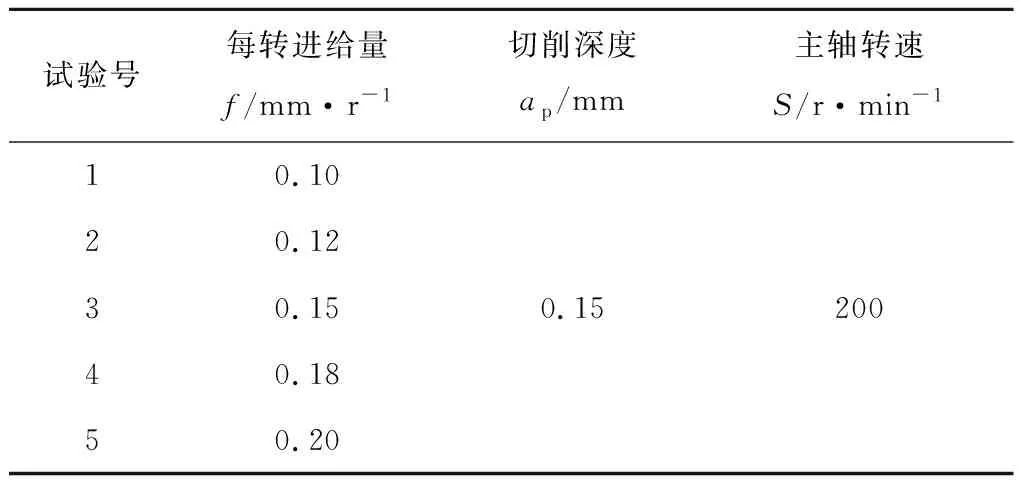
表2 每轉進給量影響試驗表

表3 主軸轉速影響試驗表
完成上述3組仿真分析,得到如下結果(見圖2~圖4)。
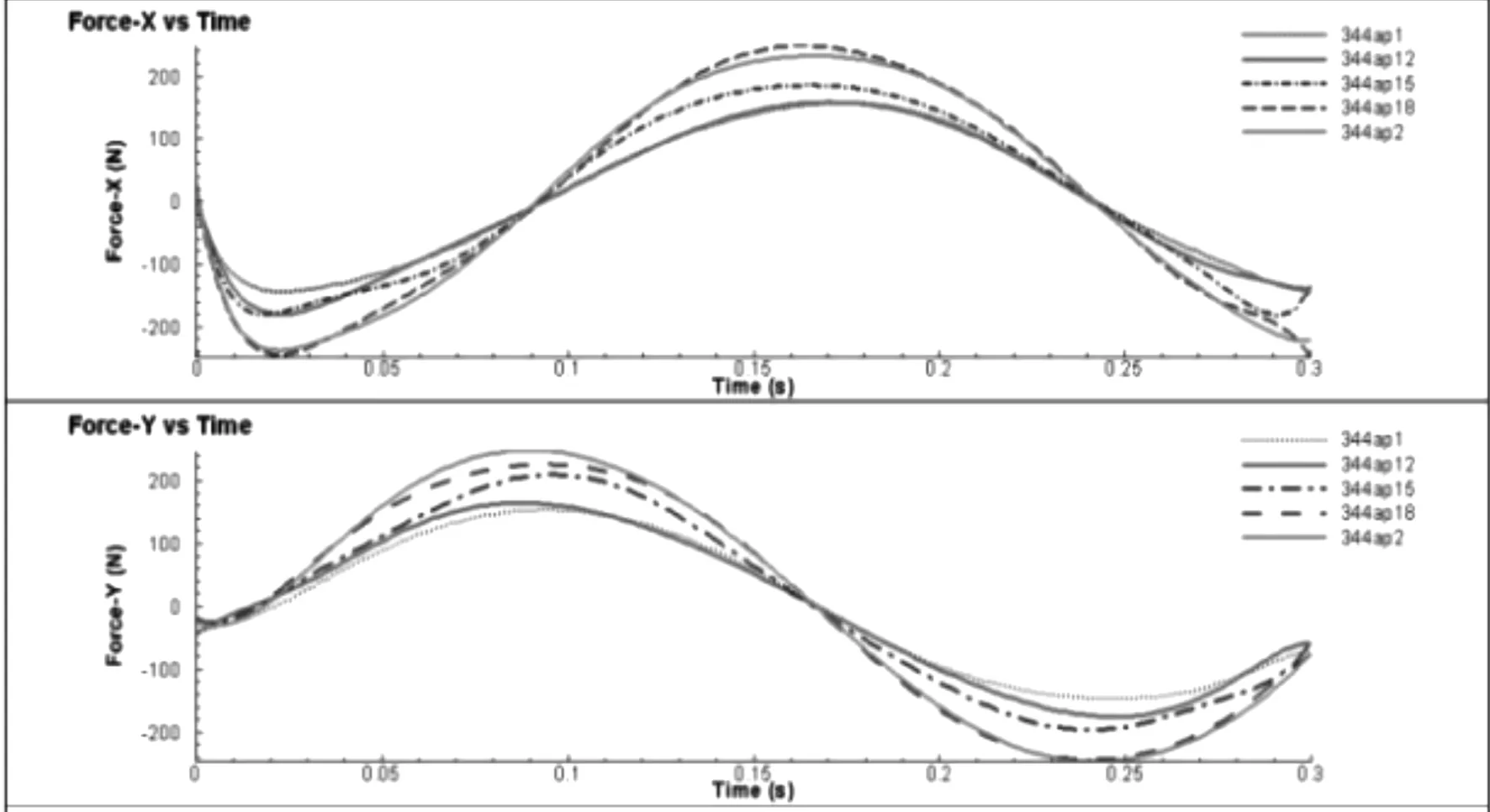
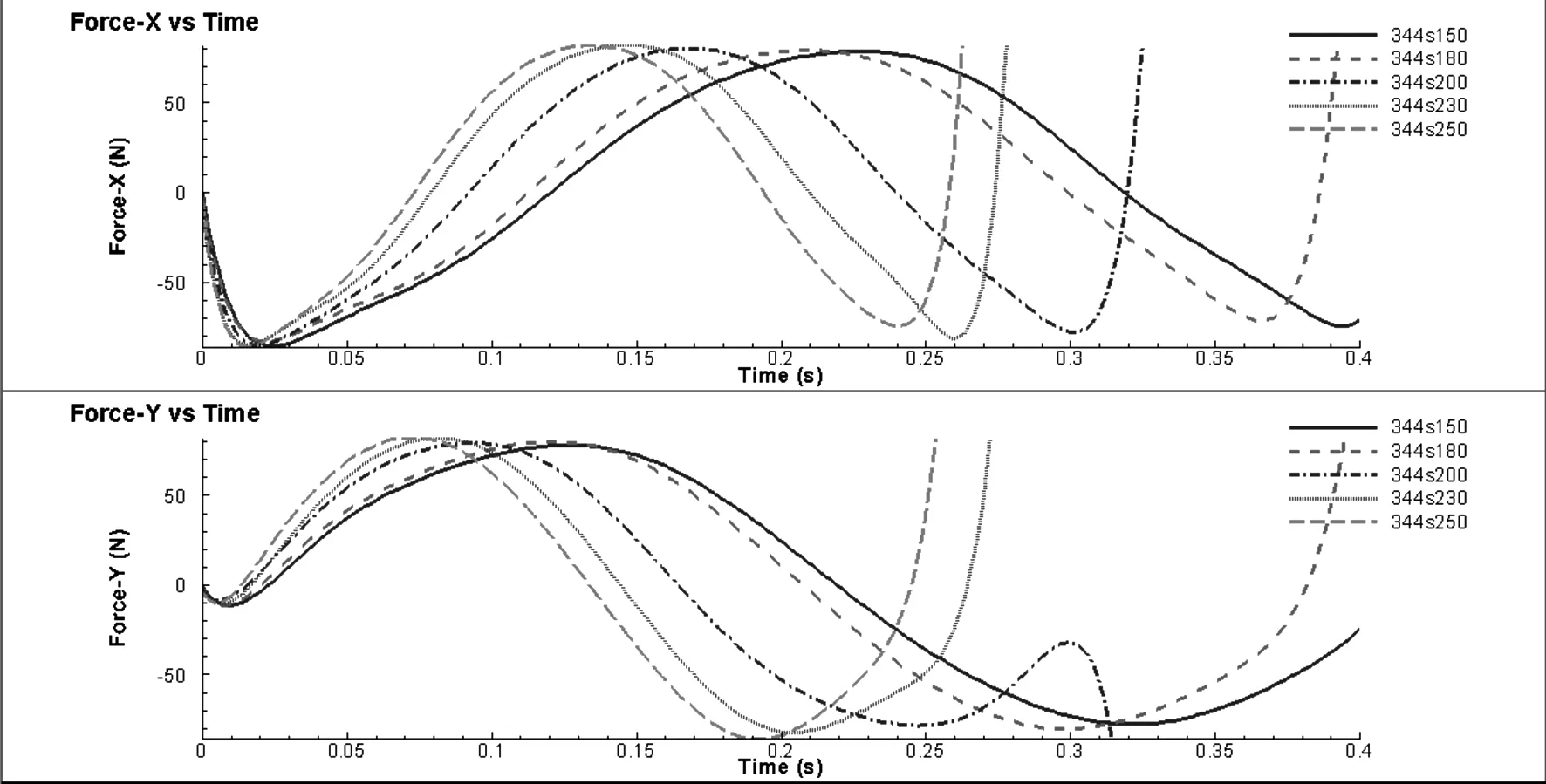
a) 應力曲線圖
b) 溫度場云圖

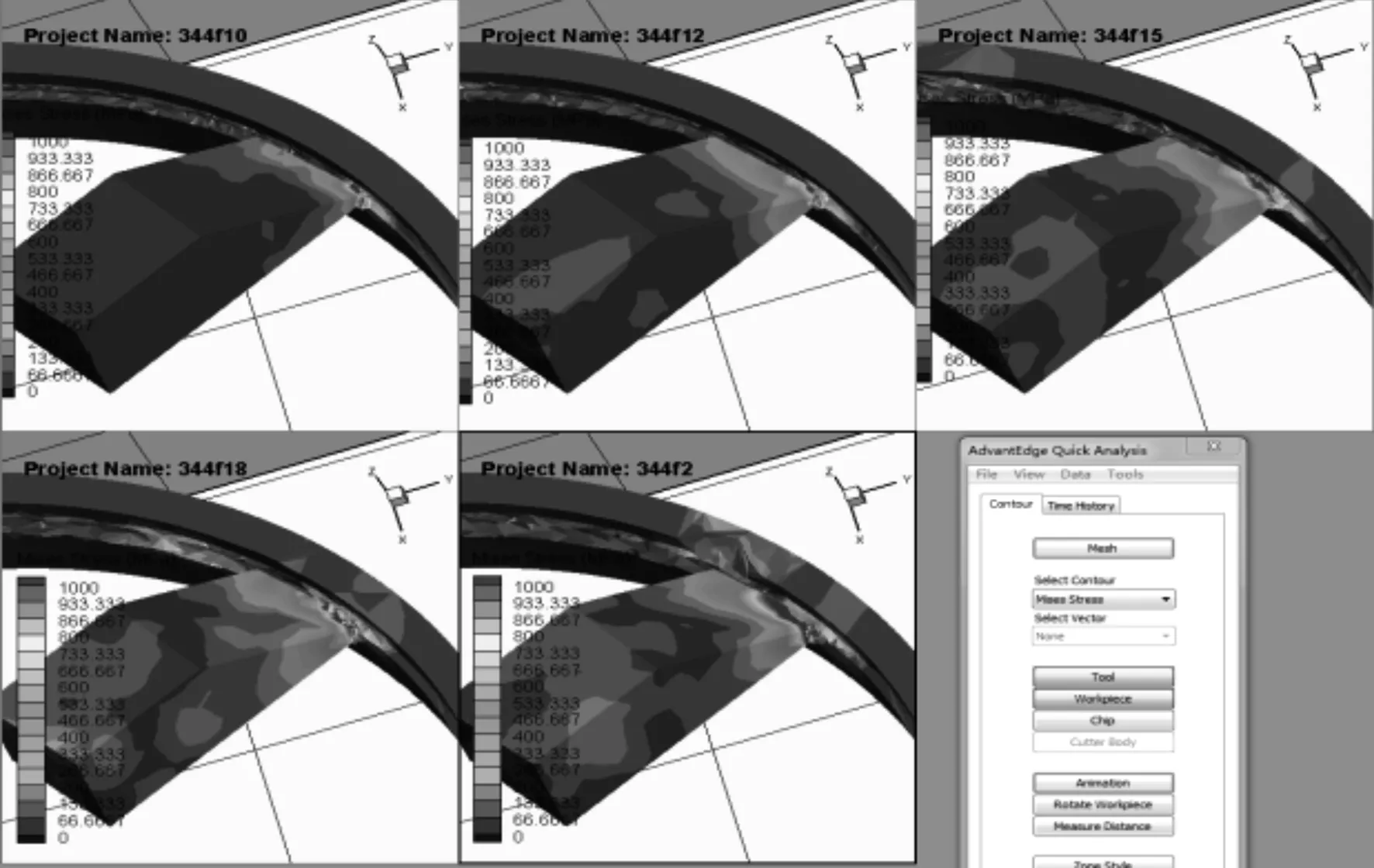
c) 第四強度應力云圖
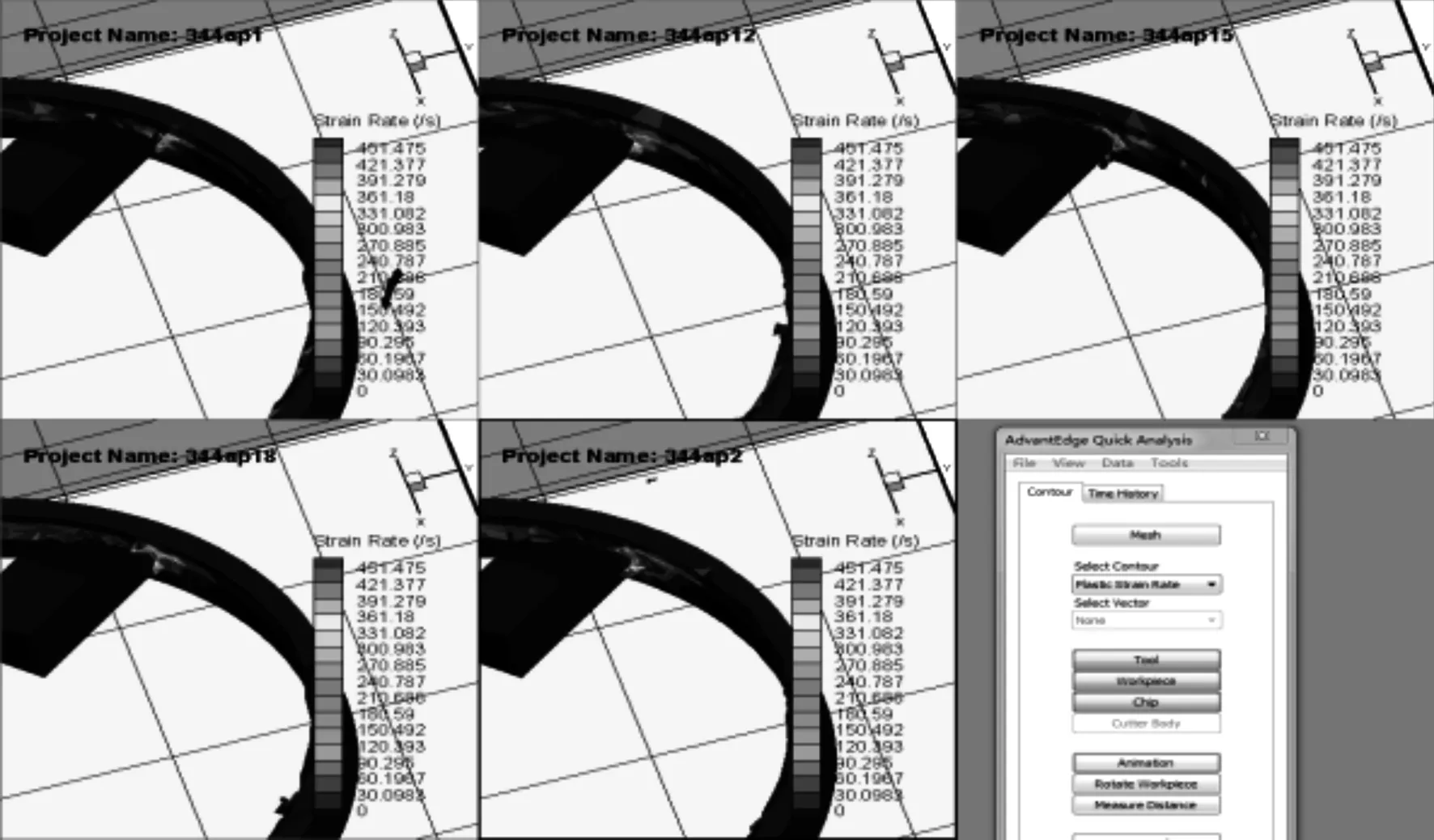
d) 塑性應變率云圖
通過圖2a可發(fā)現(xiàn),隨著切削深度的增大,切削力增大,但ap=0.10 mm與ap=0.12 mm這2條曲線基本重合;由圖2b和圖2c可以看出,ap=0.10 mm、0.12 mm、0.15 mm對溫度場及第四強度應力場影響不大;圖2d顯示出,當ap=0.10 mm和ap=0.12 mm時,塑性應變率影響范圍較小且塑性應變率低。因此,在選取切削深度時,結合加工效率可優(yōu)先選擇ap=0.12 mm,其次考慮ap=0.15 mm。
a) 應力曲線圖
c) 第四強度應力云圖
a) 應力曲線圖
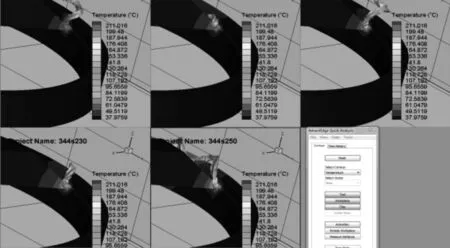
b) 溫度場云圖
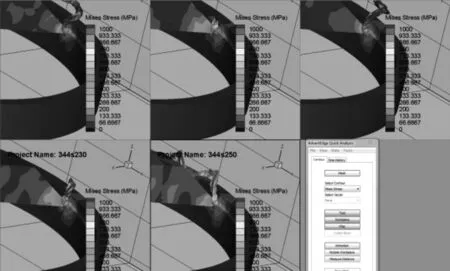
c) 第四強度應力云圖
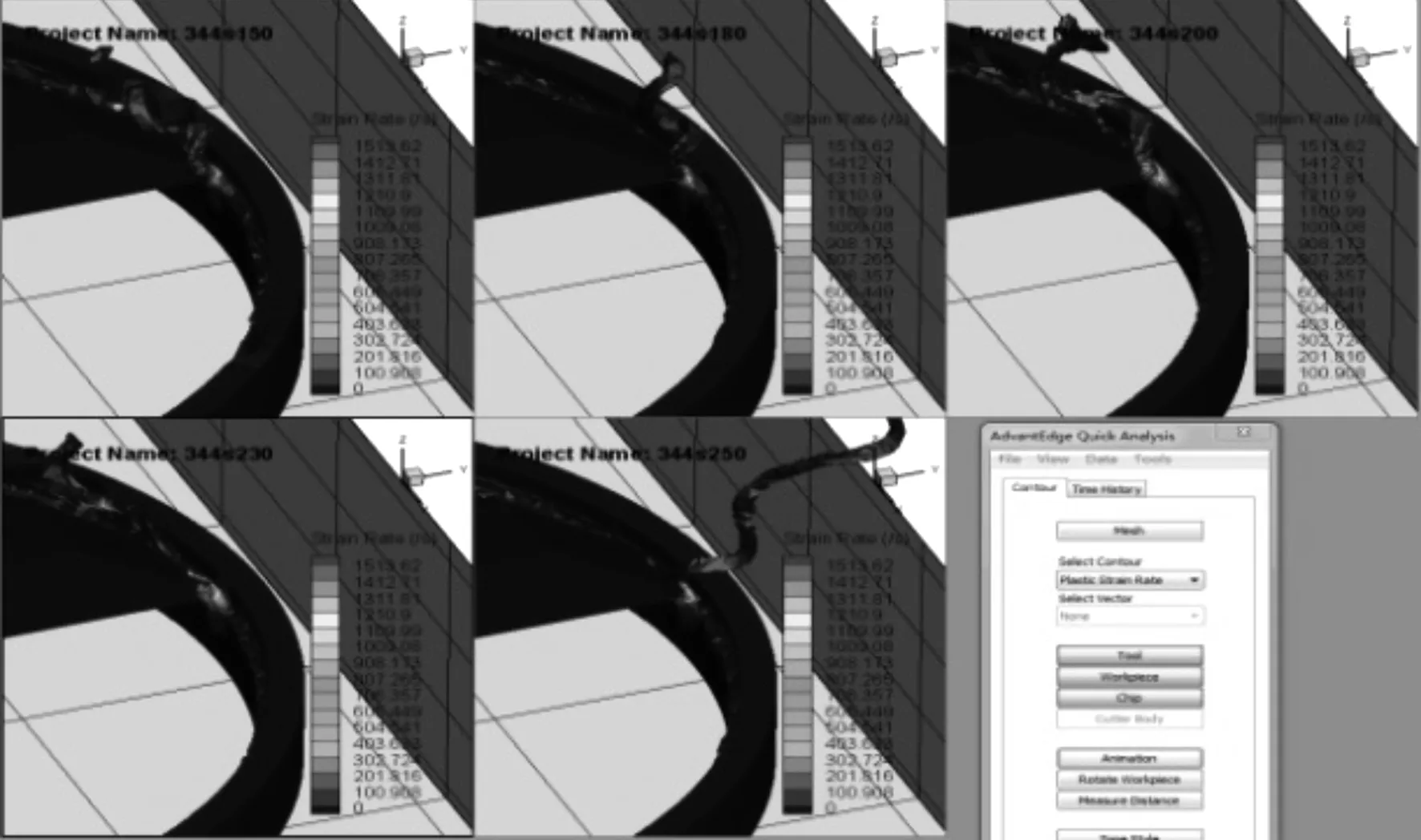
d) 塑性應變率云圖
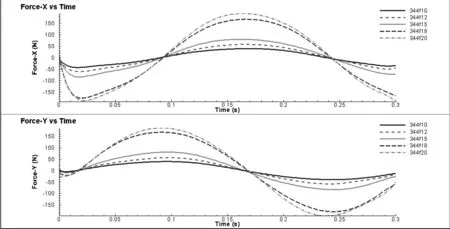
通過圖3a可發(fā)現(xiàn),隨著進給量f的加大,切削力變大,但f=0.10 mm/r、0.12 mm/r和0.15 mm/r條件下應力場變化相對比較平穩(wěn),f=0.18 mm/r相較f=0.15 mm/r有突變,在選取切削進給速度時,綜合加工效率和質量,可優(yōu)先選擇f=0.15 mm/r,其次在后期考慮實際變形情況時在f=0.10 mm/r、0.12 mm/r和0.15 mm/r之間篩選或選取區(qū)間值。通過圖3b~圖3d可以看出,f=0.10 mm/r、0.12 mm/r和0.15 mm/r對溫度場、第四強度應力場及塑性應變率影響不大。
通過圖4a可發(fā)現(xiàn),隨著主軸轉速S的加大,切削力變大,考慮到避免切削力的急速變化,選取S=150 r/min和180 r/min。同時考慮加工效率則優(yōu)先選擇S=180 r/min。通過圖4b~圖4d云圖可以看出,S=150 r/min、180 r/min和200 r/min對溫度場、第四強度應力場及塑性應變率影響并不太大。
綜合上述分析可以看出,隨著切削深度的不斷增加,可以得到各切削分力隨之逐漸遞增,但各有緩急。主切削力對切削深度ap的反應較為靈敏,而其他作用分力對其反應較弱。根據(jù)輸出的時間-載荷曲線,可以得到在不同切削深度下的輸出載荷的最大值。具體參數(shù)見表4。
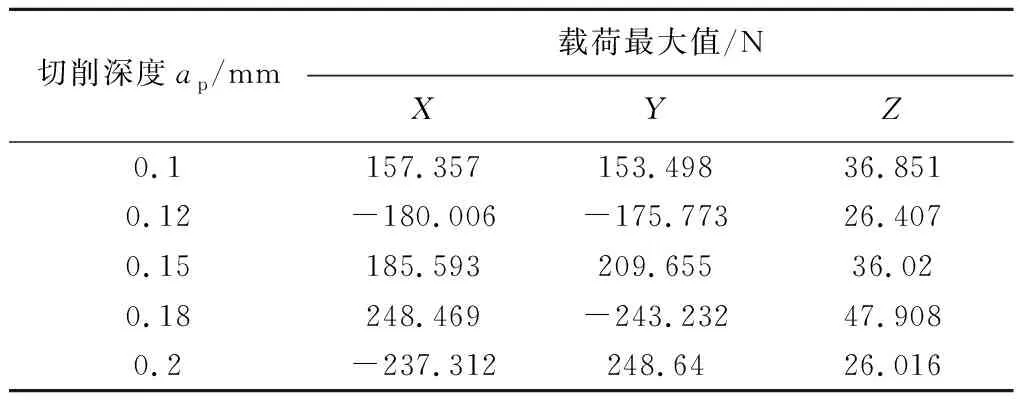
表4 提取數(shù)據(jù)中的載荷最大值
3 薄壁外殼體結構件加工變形仿真
這部分仿真分析選用通用有限元分析軟件ANSYS-workbench,建立薄壁外殼體零件的有限元模型,將切削力分析結果作為輸入,采用動力學方法得到加工狀態(tài)下的響應。將特征簡化的模型導入ANSYS-Workbench有限元模型(見圖5)。
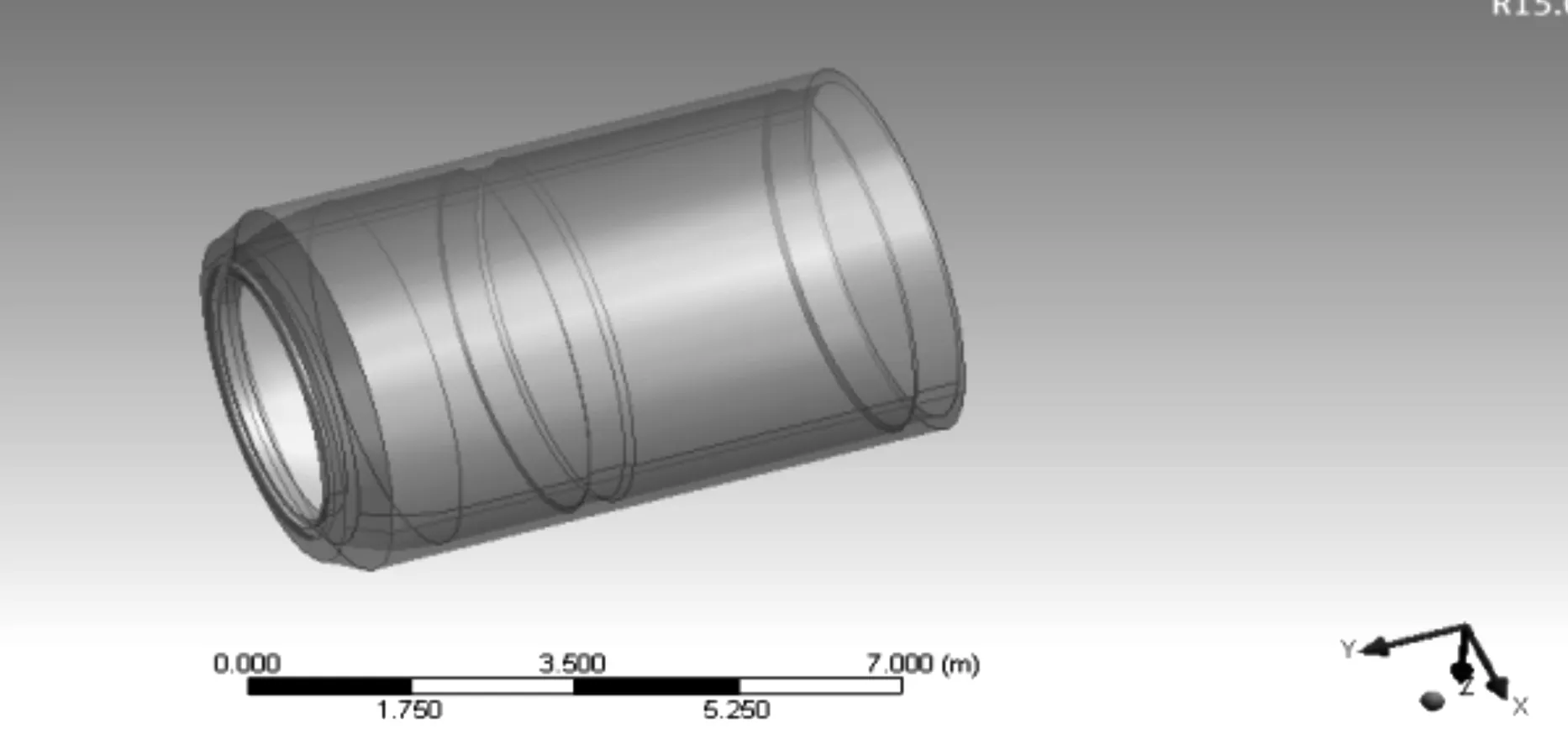
圖5 薄壁結構件簡化有限元模型結構圖
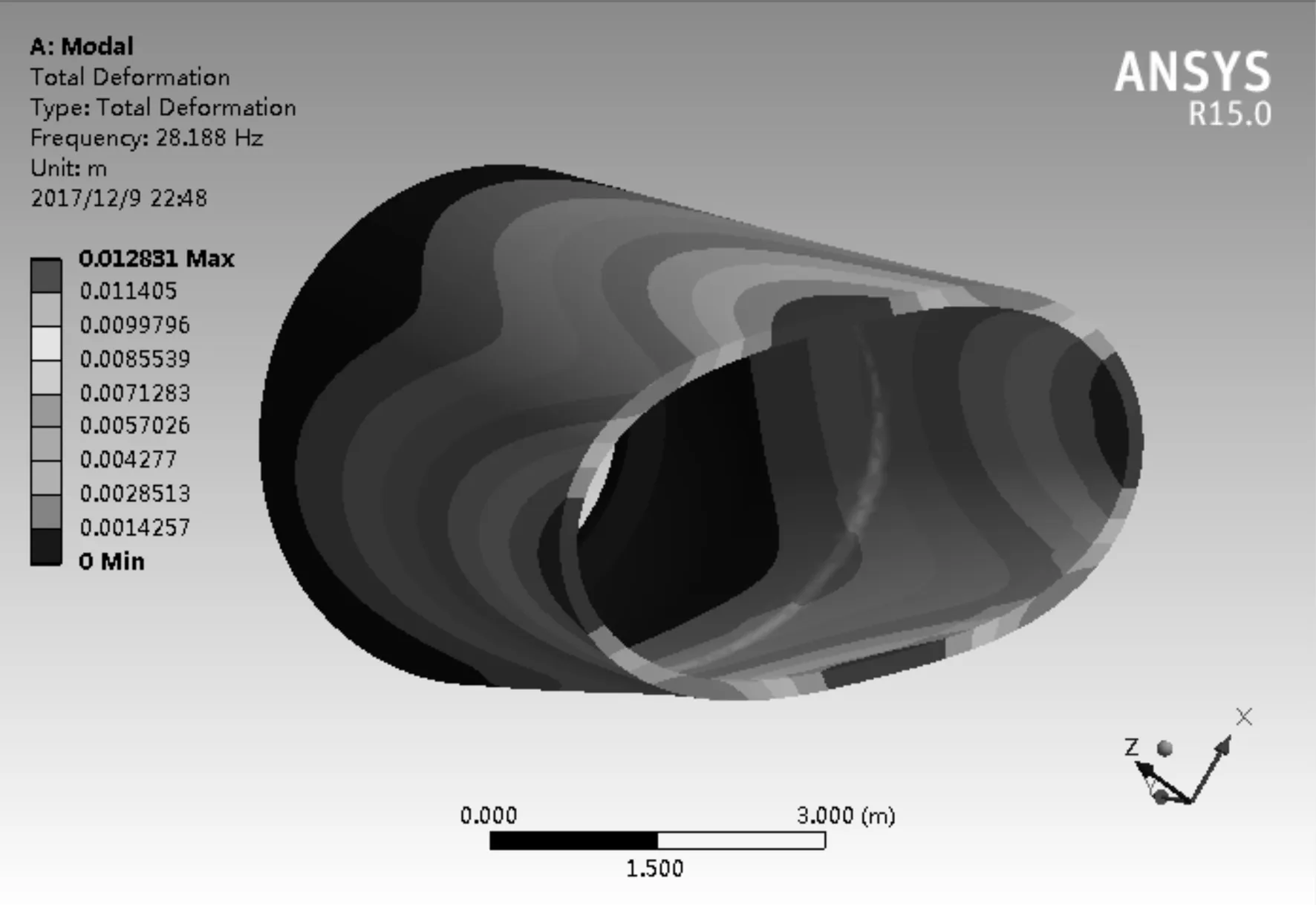
首先對薄壁外殼體零件進行模態(tài)分析,采用Block Lanczos法來分析薄壁零件,其計算最為準確和全面[6-7]。計算得到的薄壁零件的前6階固有頻率如圖6所示,前6階模態(tài)振型圖如圖7所示。

圖6 前6階固有頻率
a) 第1階
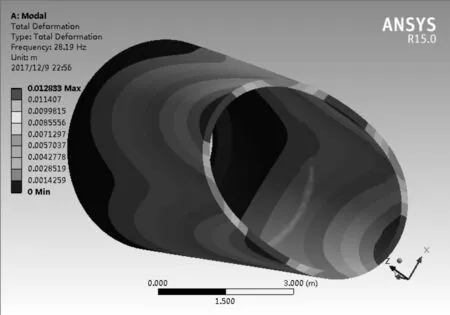
b) 第2階

c) 第3階
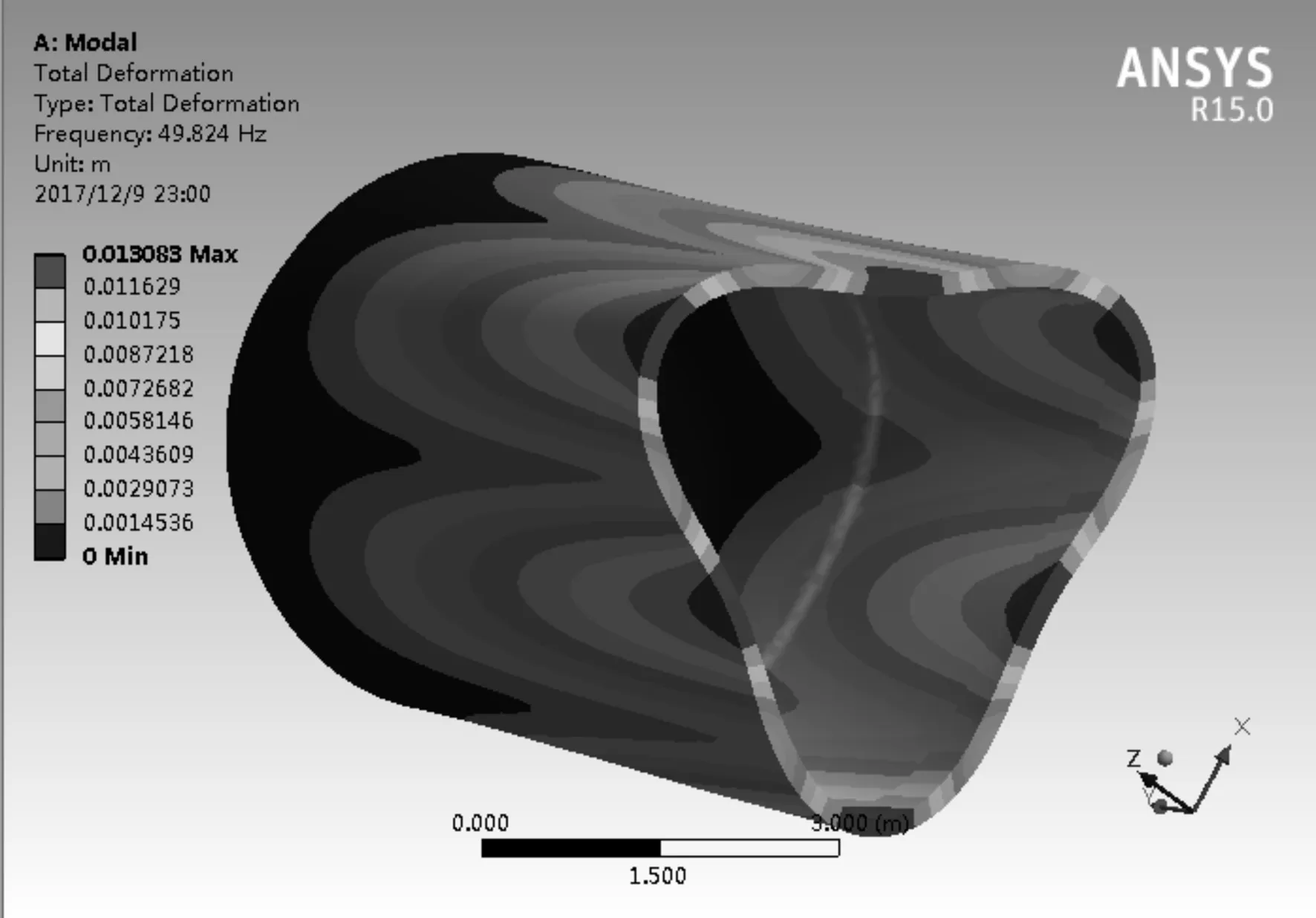
d) 第4階
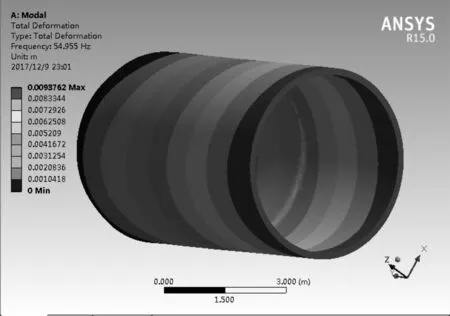
e) 第5階
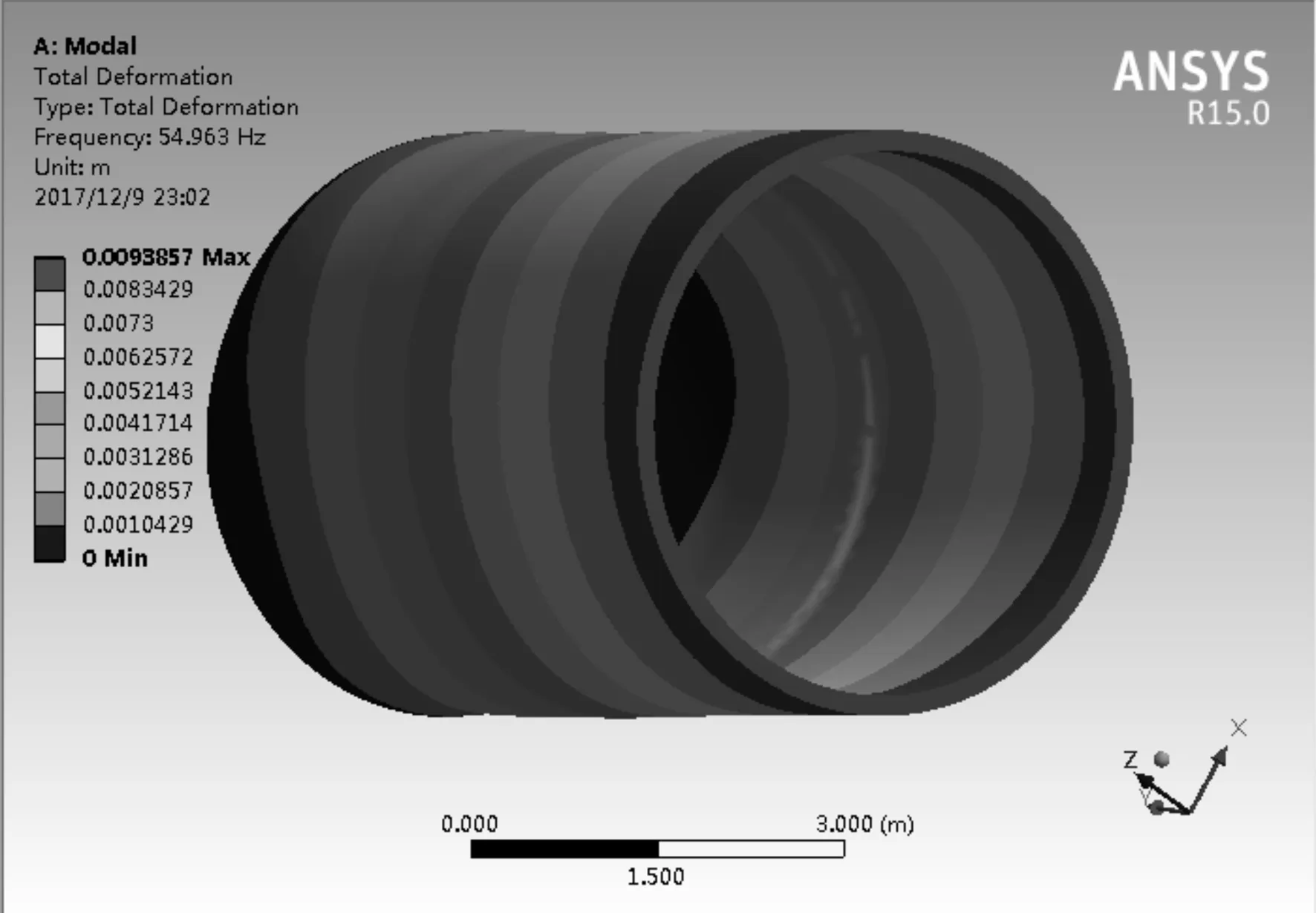
f) 第6階
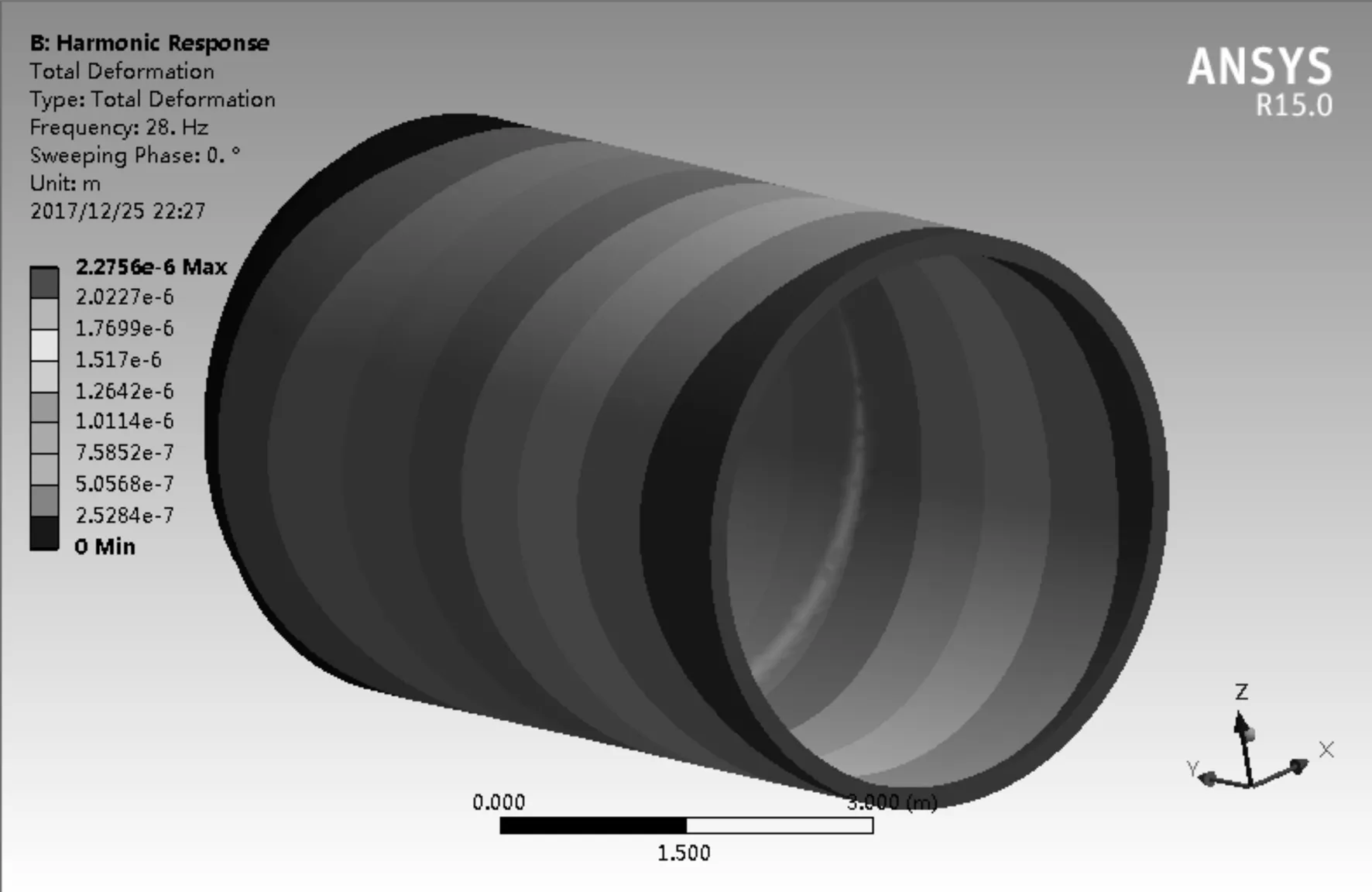
從圖7中可以得知,薄壁外殼體零件的低階自振頻率主要發(fā)生在零件底部圓孔處,這也符合實際加工出現(xiàn)的缺陷。對于一般機械結構而言,其一階固有頻率是影響結構特性的重要指標[8]。根據(jù)有限元分析結果,薄壁外殼體零件第1階自振頻率為28.188 Hz,低階自振頻率發(fā)生處意味著該處的比剛度較弱,加工中受到交變切削力的作用易發(fā)生振動,從而導致加工誤差變大。因此在切削加工中必須確保切削頻率遠離該頻率,以保證加工過程的穩(wěn)定性。在圖7中的第3階和第4階振型中可以預判,在相應切削頻率下,結構發(fā)生6點變形,加工完成后更加不容易對變形進行控制,所以選擇切削力加工頻率時應靠近第1階和第2階模態(tài)時的頻率為最佳選擇。
根據(jù)模態(tài)分析結果圖可知,系統(tǒng)剛度最弱環(huán)節(jié)在薄壁外殼體零件的底部孔處,車削該部位孔時,在車削力的作用下相當于對工件施加了一個交變作用力,在力的作用下工件產(chǎn)生變形,從而導致加工誤差。將頻率為1.0~28.188 Hz的交變切削力施加在底部孔位置,通過諧響應分析可以得到工件的變形響應[9-10]。
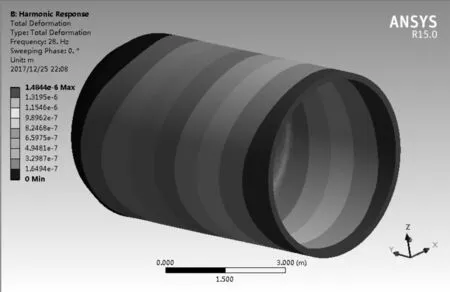
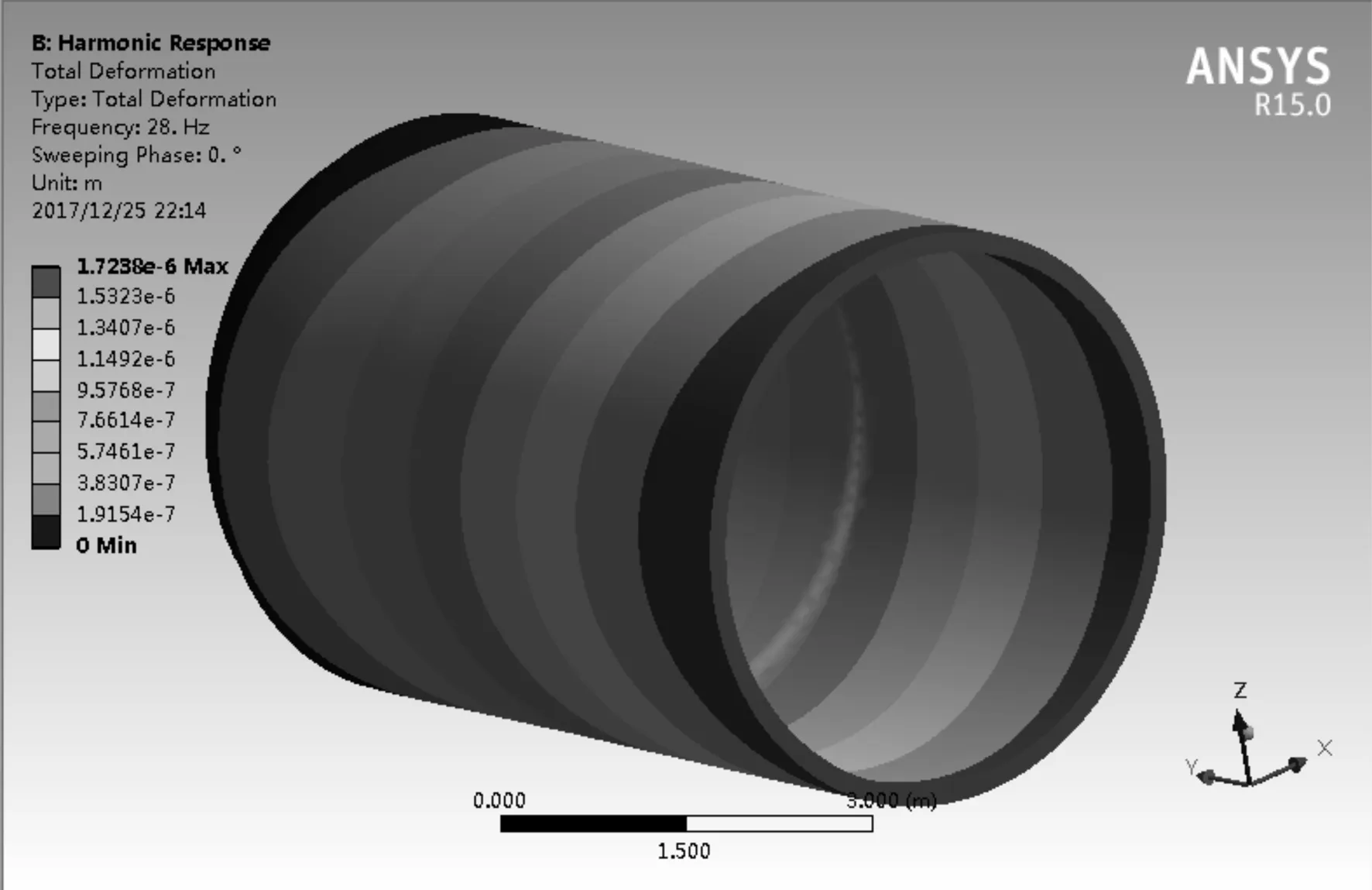
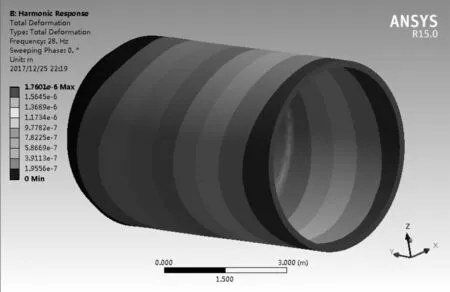
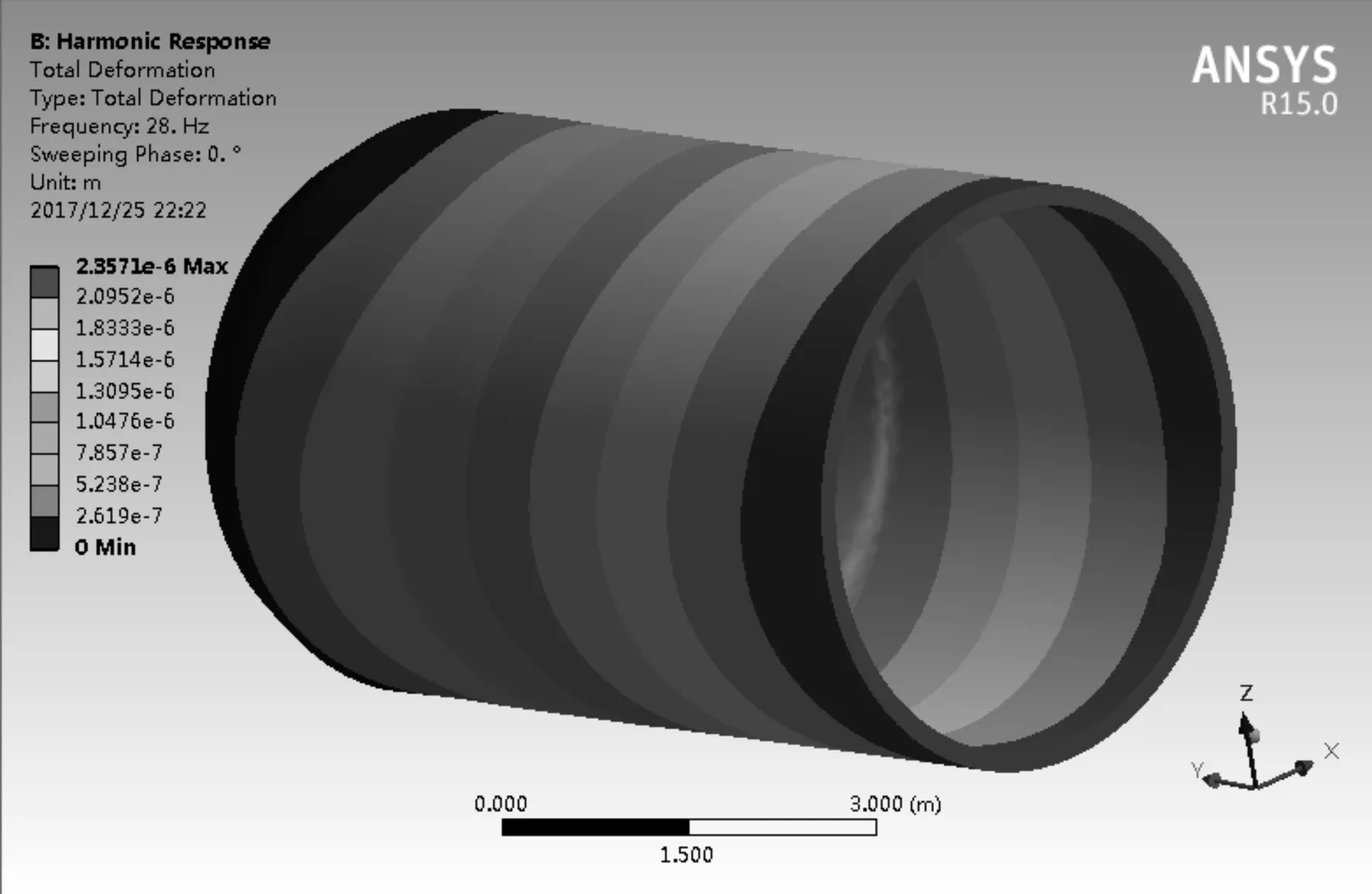
圖8所示為在裝夾狀態(tài)下,采用不同的切削深度車削孔時的加工變形云圖,總體變形值最大為ap=0.2 mm時達到單邊0.02 mm,所以直徑方向變形值可達到0.04 mm。通常認為計算值與實際值之間的偏差為10%,而該道工序要求的公差為0~0.063 mm,如果考慮機床自身內(nèi)部的不平衡及外部傳來的振動干擾,在實際加工時,建議選擇ap=0.15 mm進行加工。
4 結語
通過應用Advantedge FEM軟件對薄壁外殼體件車削加工過程進行仿真分析可知,切削深度及每轉進給量對切削力的影響較大且切削深度的影響最大,主軸轉速對其影響相對較小,并且在一定范圍內(nèi),隨著切削深度、每轉進給量的不斷增加,各切削分力不同程度地隨之逐漸遞增。分析得知,切削深度的優(yōu)選范圍為0.12~0.15 mm,每轉進給量的優(yōu)選范圍為0.2~0.3 mm/r。后通過ANSYS-workbench對該薄壁模型進行模態(tài)分析及諧響應分析得到工件的加工變形情況,可知該狀態(tài)下的最優(yōu)切削深度為0.15 mm。
猜你喜歡
中學生數(shù)理化·七年級數(shù)學人教版(2020年11期)2020-12-14 06:59:52
中華詩詞(2020年1期)2020-09-21 09:24:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
機械工程師(2015年10期)2015-02-02 01:14:03
機電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24