基于機器視覺的機器人自動導線焊接
2021-11-16 11:24:36劉新勝李曉聰秦子堯楊麗娜
新技術新工藝 2021年10期
劉新勝,王 萍,李曉聰,秦子堯,馮 超,張 凡,楊麗娜
(中國北方車輛研究所,北京 100071)
電連接器和導線是大多數電子產品實現電氣互聯和信號傳遞的基礎元件,每個電連接器的可靠接觸保證了整個系統的正常運行[1-3]。所以,電連接器自動化焊接的質量直接決定了整個系統的穩定性[4],對于焊接型電連接器線束生產的典型工藝包括裁線、剝皮、浸錫、焊接、穿管等多個工序,除焊接外,各工序間已實現相互配合、共同作業的高度自動化。由于焊接過程中環境、裝配條件變化以及不確定性因素干擾的存在[5-8],電連接器與多芯導線自動焊接較難實現,國內外現階段的電連接器與導線之間的焊接有通過機械、電氣、PLC控制系統的綜合設計[9],采用激光焊接的方式實現,整個行業總體上還以手工焊接為主。因此,對電連接器和多芯導線焊接的研究有較大的現實意義。
伴隨著科技的進步,當前視覺識別技術、多關節協作機器人技術的發展使得解決這一技術瓶頸成為可能。通過運用自動化技術、智能化識別技術、柔性制造技術及信息化技術,實現了一種滿足導線焊接作業的柔性制造系統,將電連接器與多芯電纜自動焊接在一起,實現了該部分工作的機器代替人工。
1 結構特點及原理
電連接器焊杯結構及導線如圖1所示。

圖1 電連接器焊杯結構及導線
通過雙機機器人密切配合實現導線抓取與焊接的多樣化動作,其中六軸協作機器人配備的多功能智能夾手將導線定位抓取,視覺系統對放置在七軸焊錫機器平臺專用卡具內的電連接器進行二次定位,完成特征提取與匹配,獲得引腳精確坐標信息,智能夾手夾持導線移動至電連接器正確引腳位置,由雙機器人協作完成I/O通信,焊錫機器人按照設定的程序完成導線與連接器的焊接,待焊點凝固后,夾手脫離導線。六軸協作機器人返回導線定位夾拾取下一根導線,完成另一電連接器焊杯的識別和焊接。如此循環作業,直到焊接完定義的所有焊點。可通過更換導線的定位機構、更換程序適應不同產品的生產,實現快速換線,從而達到柔性制造。機器人搭載視覺系統進行導線焊接技術路線如圖2所示。
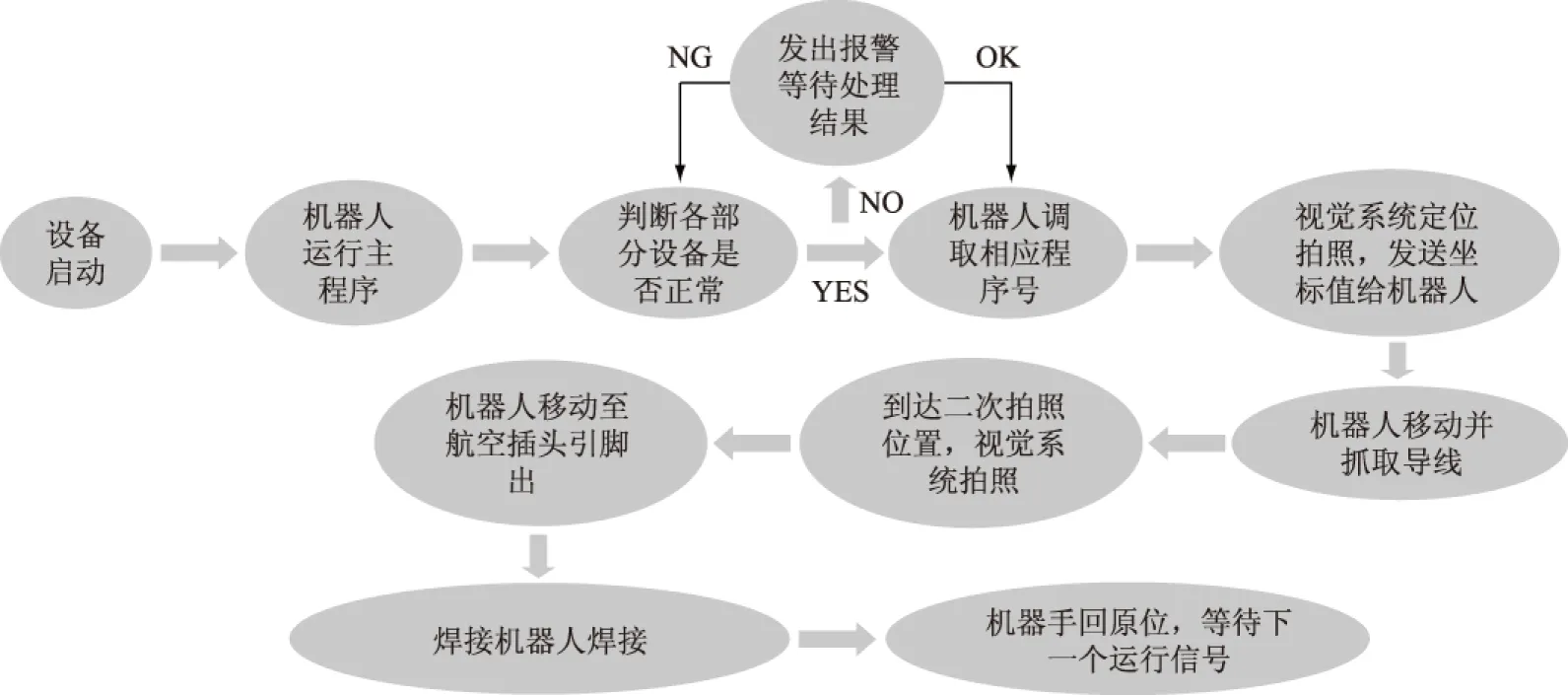
圖2 機器人搭載視覺系統進行導線焊接技術路線
2 焊接系統設計
2.1 六軸機器人、七軸焊錫機器人系統
六軸機器人系統(見圖3)集成了可編程控制技術、人機界面操作技術,重復定位精度是±0.03 mm,每一個關節都能夠實現±360°旋轉,末端第六軸可實現無限旋轉,可通過每個軸的配合實現動作多樣化、柔性化。

圖3 六軸機器人系統
在機器臂上安裝視覺系統及智能夾手,機械臂的臂展范圍能夠滿足工作半徑要求,從而能夠實現導線定位、抓取、焊接的工作需求。機器人可同時支持多種通信模式,滿足通信要求。機器人具備力控和力感應系統,當人和機器接觸以后,可根據設置的力使機器人進入到保護性停機狀態,能夠保證操作人員的人身安全。
七軸焊錫機器人(見圖4)采用七軸聯動控制,PC構架具有烙鐵姿態記憶功能,烙鐵角度隨意自動變換姿態,可有效接觸導熱。程序記憶不同焊接角度,調用程序時焊接角度自動恢復,能實現快速更換產品品種,實現不同溫度焊接,快速切換生產狀態,實現柔性焊接生產。

圖4 七軸焊錫機器人系統
2.2 執行系統
由于要抓取的導線柔性化較強,易變形,所以在抓取過程中,如果使用固定行程的執行機構,可能會在抓取的過程中出現抓不牢或者抓取變形的情況,這樣導線不能夠準確地放置到正確引腳位置,出現偏差,導致焊接機器人不能夠進行正常的焊接作業,影響作業流程。所采用的智能夾手擁有2個自適應平行機械關節手指,每個關節手指由多個連桿機構組成,通過各種通信方式(提供CAN總線,TCP/IP, RS485, I/O等通信方式)發送不同的指令對夾爪進行控制。采取平行夾持,并重新優化智能夾手的結構設計,避免與電連接器焊杯干涉,實現精確抓取并修正導線的變形。
2.2.1 機械臂夾手
機械臂夾手安裝在機械臂的最前端用于夾取導線,由一對可以開合的夾板組成,由于導線柔軟易彎曲、有易變形并堆疊的工藝特性,在夾板內有導線定位槽,夾板的開合行程、夾持力可編程設置。為方便夾手夾取導線,按照設定的路徑夾取已裁切并放置在導線定位夾中的導線,當執行焊接導線程序時,夾手夾取導線端頭放入電連接器的焊線杯中。夾線機構示意圖如圖5所示。

圖5 夾線機構示意圖
2.2.2 電連接器焊線
機械臂夾手夾持著導線對準要焊線的焊杯中心并接近,導線端頭進入焊杯,由視覺系統完成定位,啟動焊錫機對導線及焊杯加熱部位給導線及焊杯加熱,焊錫絲送絲機送絲。待焊錫冷卻后松開夾具,導線脫離夾具。然后CCD相機給焊完的焊杯及導線拍照檢查焊線的效果,合格后機械臂再取下一條導線焊接。電連接器及夾具示意圖如圖6所示。

圖6 電連接器及夾具示意圖
2.3 搭載視覺系統
機器視覺技術是一項綜合性的技術,包括圖像處理、機械工程、光源照明、光學成像、模擬與數字成像技術、算法等綜合的技術,互相協調作用才能構成一個完整的機器視覺應用系統[10],視覺系統的主要功能有2個,首先對待抓取的導線進行初步定位,將定位數據發送給機器人,自動進行焊點插針坐標計算[11],計算機獲得被焊插頭圖像后,從中提取出所需的幾何特征和庫中數據比對[12],生成結果。軟件同時引導機器人進行抓取工作,其次對待焊接的電連接器插頭做精確定位,將引腳的坐標信息發送給機器人,機器人將導線移動至正確的引腳位置,焊接機器人進行下一步的焊接作業。電連接器外觀特征訓練如圖7所示。
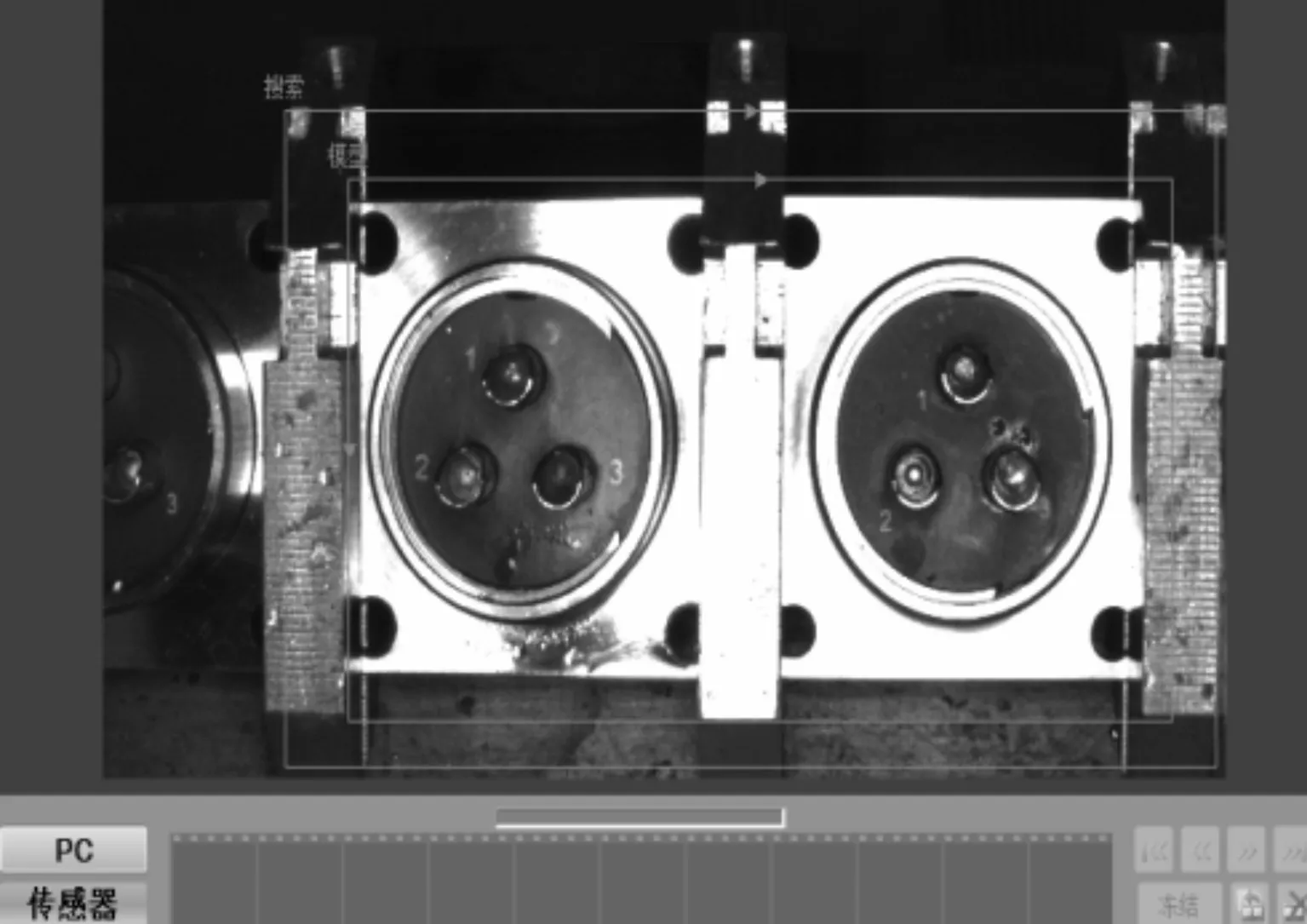
圖7 電連接器外觀特征訓練
相機采用內部自帶軟件和算法的智能相機,相機對電連接器的截面拍照后,與模板特征比對,完成圖像預處理,并定位焊杯X、Y位置,角度及范圍變化,計算出焊接位置偏差角度傳至協作機器人,相機拍照的位置坐標與機械手的位置坐標進行統一換算,完成坐標換算的統一。由協作機器人控制智能夾手,完成精確定位。相機可存儲多套視覺程序,可根據現場實際情況,無需人工干預,進行自動切換程序,適應不同種類的工件場景。電子表格程序視圖如圖8所示。
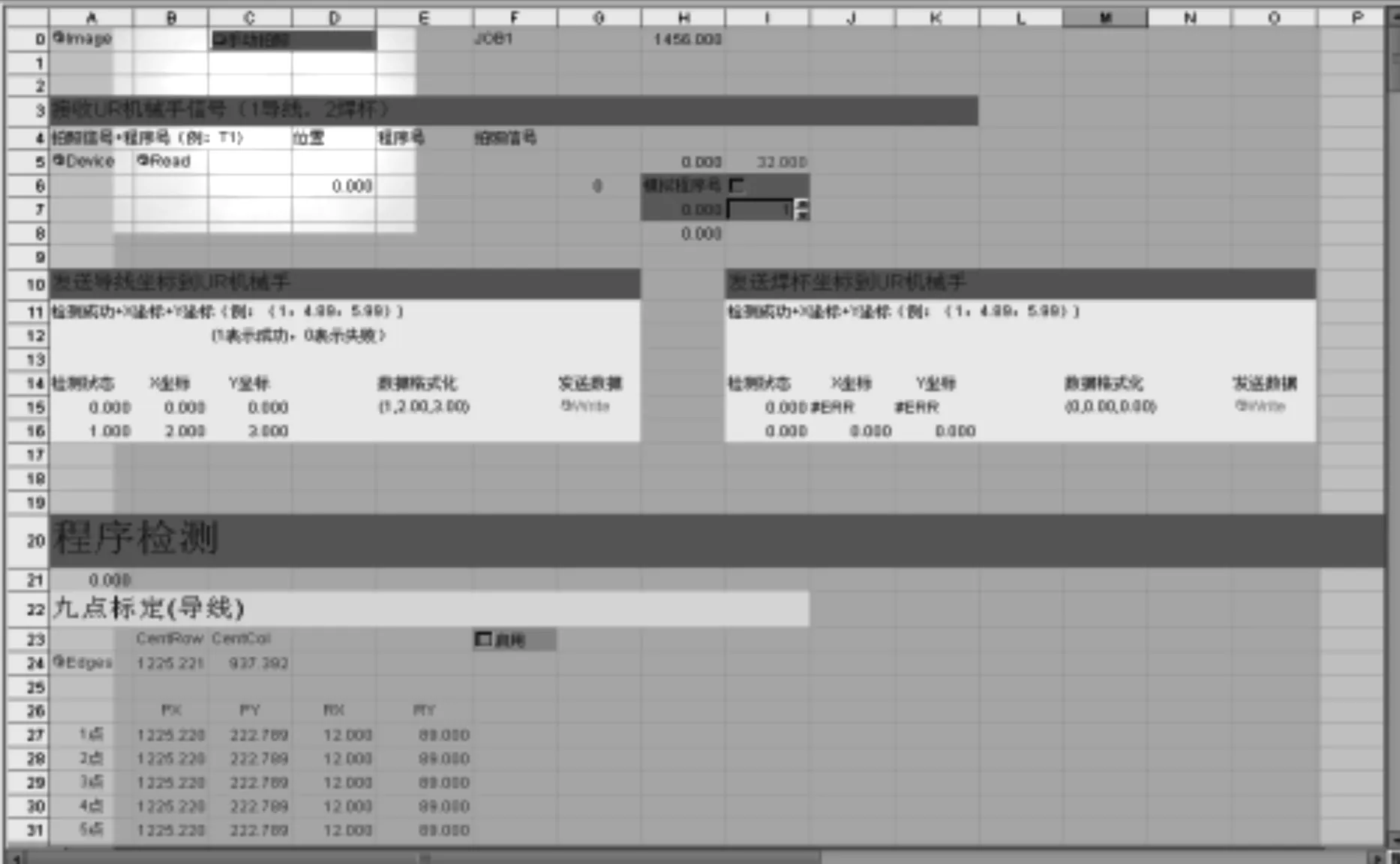
圖8 電子表格程序視圖
光源選用標準5500K色溫的LED環形補光燈進行補光,補光范圍廣,沒有陰影和色溫干擾的問題。根據研究表明,5500K色溫的白光LED對物體進行補光時,能夠顯現出更準確的顏色紋理信息[13]。
2.4 雙機器人協作焊接
為完成有效焊接的復雜作業,需要搭載視覺的協作機器人與焊錫機器人精確配合,先通過焊錫機器人觸屏軟件界面操作編程,確定焊接角度、位置,通過PC自動控制電動機精確定位運動,再通過烙鐵加熱,自動定量送錫,配合各氣動元件,實現自動焊接。所焊接的電連接器擺放到專用卡具內,電連接器及卡具視為一個整體,專用卡具解決了以往焊接方式出現的種種難題,確保焊接件的可靠性和穩定性,提高了焊接的工藝精度[14]。六軸協作機器人搭載的視覺系統對抓取導線進行識別、角度的調整和修正,將位置信息發送給機器手。六軸協作機器人控制機械臂終端氣動夾手從導線定位夾完成導線抓取,將導線準確放置到電連接器引腳位置,由焊錫機器人完成導線與連接器的焊接,待導線脫離夾具,機械臂返回導線定位夾拾取下一根導線。機器人之間協同的焊接主要由焊接、空點、開出、開入命令實現控制,雙方通過I/O互相通信,再通過空點命令的組合實現互相配合,實現本次項目一個焊點的焊接工作。以此類推,完成整個連接器的控制焊接。雙機協作機器人示意圖如圖9所示,雙機機器人協作完成焊接如圖10所示。
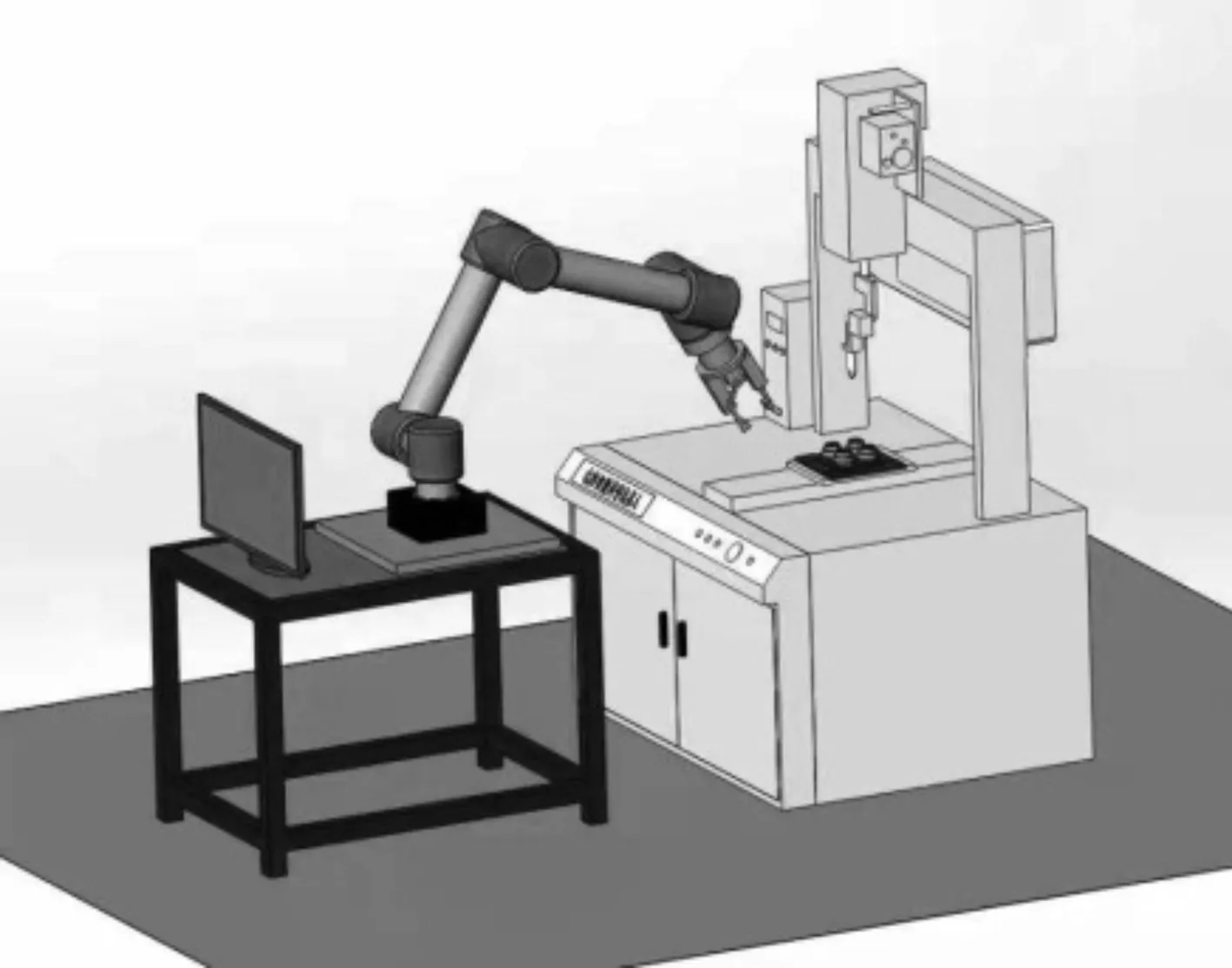
圖9 雙機協作機器人示意圖
圖10 雙機機器人協作完成焊接
3 結語
通過將圖像處理和機器視覺引入到電連接器導線焊接中,實現導線的自動焊接,從而部分取代之前的人工操作流程,降低了勞動強度,提高了生產效率和產品的焊接一致性。但由于多品種小批量生產模式下,導線的規格型號繁多,長度不同,單種導線加工數量少,而導線屬于柔性,易彎曲、易變形并堆疊,導致機器人機械抓手很難精確取拿導線,并完成密集焊接,導線這些工藝屬性限制了焊接效率的提升及焊接多樣性的要求。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
電腦報(2020年35期)2020-09-17 13:25:53
當代工人(2020年8期)2020-05-25 09:07:38
裝備制造技術(2019年12期)2019-12-25 03:06:46
電腦報(2019年40期)2019-09-10 07:22:44
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
家庭影院技術(2017年9期)2017-09-26 03:41:45