鈦合金基體化銑保護膠層激光刻型工藝參數研究
2021-11-17 07:54:54裴麗艷孫鵬鵬
電鍍與精飾 2021年11期
關鍵詞:深度
裴麗艷,王 輝*,孫鵬鵬,王 健
(1.中國航發沈陽黎明航空發動機有限責任公司,遼寧沈陽110000;2.北京航空航天大學機械工程及自動化學院,北京100083)
目前,航空航天薄壁化銑結構件在傳統金屬切削加工基礎上,廣泛采用了化學銑削(簡稱化銑)[1]的方式,即通過化學溶液腐蝕方式去處零件表面的多余金屬,形成加強筋、結構凸臺等加工特征,減輕了結構重量的同時又不影響零件的應力狀態[2~4]。在化學銑削前,將零件的表面涂上化銑保護膠,化銑時將需要銑削的部分的保護膠去除,使其要化銑的部分暴露于特定的化學溶劑中;在特定化學溶劑條件下,有選擇地對材料進行腐蝕從而獲得零件所需的形狀和尺寸。化銑工藝中,在涂有保護膠工件的表面,將需化學銑削部分的防護層刻出設計的圖案并實現剝離的過程即為刻型過程[5]。長期以來,化銑刻型都是通過人工用很薄的手術刀進行刻型,針對航空航天領域大尺寸復雜薄壁化銑零件,手工刻型變的尤為困難,且存在著刻型精度差、刻型成本高、刻型周期長完成等多種缺陷和困難,刻型已經成為了制約航空結構件制造化銑制造的關鍵瓶頸技術之一[6]。
激光刻型作為一種新型的化銑圖案刻型方法,是將高能量的激光光束照射到待清除涂覆層部位,利用激光燒蝕選擇去除鈦合金表面涂覆層而不傷及基體的激光應用技術,受到學者的廣泛關注和研究。Leone C[3]研究了化學銑削過程中的激光刻型在航空航天領域的應用,分析了CO2激光光源條件下工藝參數、切割速度和光束功率對聚合物(maskant)激光切割過程中相互作用現象和缺陷形成的影響。中航工業沈陽黎明航空發動機有限公司高獻娟等[6]通過對鈦合金焊接機匣化銑結構的分析,通過多組參數激光刻型試驗選擇了最佳切割參數,實現了化銑圖形柔性精確刻型方法。邱兆峰[7]探索了LASERDYNE-890型激光加工系統的刻型應用,實現航空發動機表面復雜形線的高精度、高效率切割,保證了激光將圖層切頭,并不燒傷零件的要求。滕志強[8]利用五軸直角坐標實驗裝置,配合CO2激光器在三維筒形薄壁零件上做刻型加工,并開發出圖形精密分割和在線拼接軟件,解決了大尺寸復雜薄壁構建表面刻型存在的易變現、精度低以及刻型減重比低的技術難題。中航飛機西安飛機分公司孫新[9]研究鋁合金化學銑切工藝激光刻型,闡述了激光強度對刻型質量的影響以及對化銑侵蝕比的影響。天津航空長征火箭制造有限公司尚洪帥[10]研究了激光功率(80~140 W)對有化銑保護膠層鋁合金基材(2219、LD10和LF6)的力學性能和刻型質量的影響。王帥東[11]通過正交試驗方法,研究了鋁合金化學銑切工藝中激光刻型功率、刻型速度、膠層厚度等對刻型效果的影響,并給出了一次刻型最佳工藝參數。
為了進一步研究激光刻型中刻型機理以及激光工藝參數對刻型質量的影響,本文采用析因試驗設計的方法,以鈦合金為基材,以AC850保護膠為涂覆層,首先通過實驗探索了激光工藝參數與刻型深度的關系;其次,重點研究激光能量密度對刻型質量帶來的具體變化,最后針對選出最優的工藝參數,研究氬氣保護條件下的刻型質量,為激光刻型工藝應用提供了工程應用基礎。
1 實驗
1.1 試驗儀器
采用為300 mm×200 mm×2 mm的規格的TC4平板試片基體材料,化銑保護膠為型號AC850保護膠,按照激光刻型實際工藝要求,噴涂的激光刻型保護膠涂覆層為0.3 mm、0.6 mm,整體均勻一致,AC850保護膠顏色為深綠色。激光器型號為新銳FSV30SWG型CO2激光器,光斑直徑0.15 mm;采用超景深顯微鏡觀察形貌。激光刻型質量和效率評價標準為是否刻透、基體是否燒蝕、刻線邊緣是否平整。
1.2 實驗方法和實驗參數
根據激光能量密度與功率、速度的計算公式為:

式中:J-激光能量密度,J/mm2;P-激光功率,W;V-刻型速度,mm/min;S-刻型間距,mm。
根據公式(1),影響激光刻型的主要參數包括激光刻型功率、激光刻型速度影響,由于激光器功率收到激光占空比和脈沖頻率的影響。為了獲得激光刻型功率(占空比、脈沖頻率)以及刻型速度的對激光刻型的影響規律,設計了3組實驗,具體為:(1)通過析因實驗,對不同激光功率、刻型速度、頻率進行了試驗,探索了激光刻型工藝參數對刻型深度的影響規律。(2)選取具體實驗參數找到可用于激光刻型的激光能量密度與質量的規律,并獲得最佳的工藝參數。(3)對比了氬氣保護/無氬氣保護條件下的激光刻型質量影響。
其中,激光刻型能量密度與質量規律(最佳工藝參數)實驗參數為:選擇實驗的激光刻型功率與3 W和6 W兩組數據,試片的涂膠厚度為0.3 mm;刻型速度3 W條件下對應200 mm/min、300 mm/min、400 mm/min三組數據;6 W下對應200 mm/min、400 mm/min、800 mm/min三組數據;刻型頻率選擇500 Hz、1000 Hz、5000 Hz。對實際試片進行刻型加工,表1。在平面激光刻型機上對鈦合金刻型試片進行試驗,選擇直徑2 mm的噴嘴,吹氣氣壓為4個大氣壓。為了更好的檢查激光刻型的質量,刻型后揭掉刻線一側的膠層,觀察膠層是否被完全刻透,并在100倍放大倍率下觀察刻線的邊緣質量。
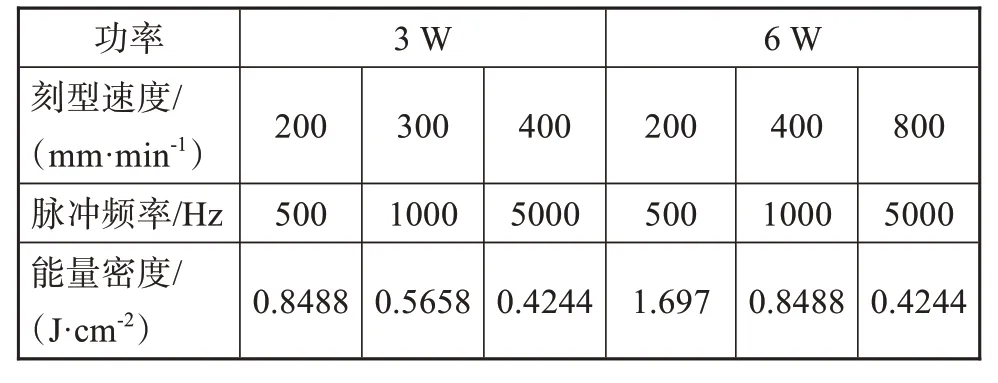
表1 刻型試驗參數Tab.1 Laser engraving parameters
2 結果與分析
2.1 激光刻型功率對刻型深度的影響
激光刻型過程中需要選擇合適的激光合適的激光功率來匹配材料的燒蝕閾值,對保障激光刻型的精度具有重要的意義。CO2激光器的占空比會影響輸出功率的大小,即影響激光光斑的能量密度,導致在膠體上刻蝕的大小不一樣。本文所選用的二氧化碳激光器為準連續激光器,單脈沖功率保持不變。激光功率根據機物的燒蝕閾值為0.1~1 J/cm2,選擇刻型頻率1000 Hz、進給速度1200 mm/min。激光刻型功率主要由占空比確定,根據多次測量激光在不同占空比下的實際平均功率和刻型深度,見表2。
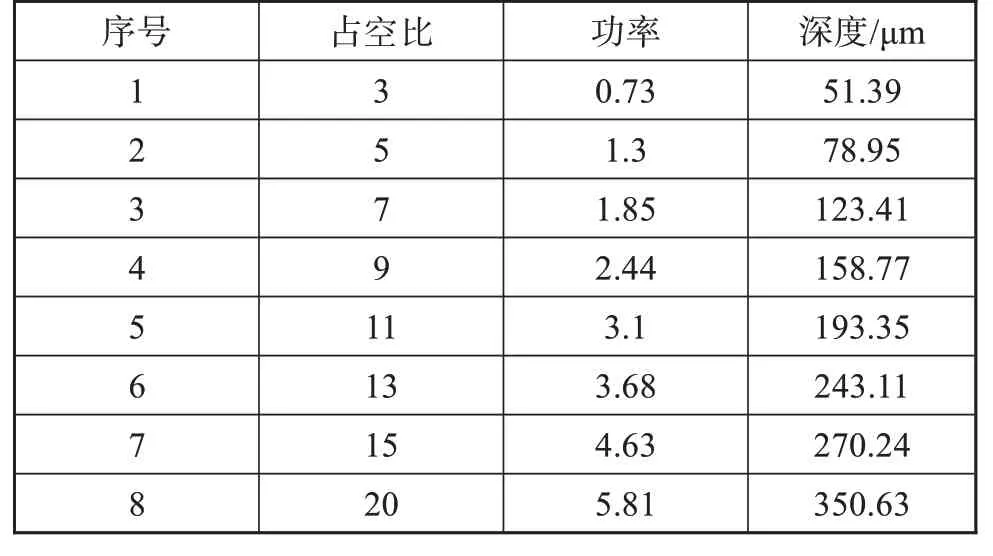
表2 激光刻型功率與刻型深度的關系Tab.2 The relationship between the power and the depth of laser engraving
根據刻型深度與激光功率變化數據,可以計算兩者間線性相關系數為0.9962,基本成線性關系。即,隨著激光刻型功率的提升,刻型深度也呈現線性提升。根據數值計算,功率每提升1 W,刻型深度增加63.69μm,激光功率與刻型深度的關系圖,如圖1所示。

圖1 激光功率與刻型深度關系圖Fig.1 The relationship between the power and the depth of laser engraving
2.2 激光刻型速度對刻型深度的影響
刻型速度也是影響激光刻型的主要因素之一。激光平均功率和激光頻率不變的條件下,刻型速度影響激光能量密度從而影響燒蝕寬度和深度。當激功率一定時,刻型速度與激光功率密度成反比。速度越大,單位面積的激光能量密度累計越小;速度越小,單位面積的激光能量累計越大。設置激光功率2.44 W(占空比9)、激光頻率1000 Hz,的條件下,對不同掃描速度進行刻型加工,刻型深度見表3。
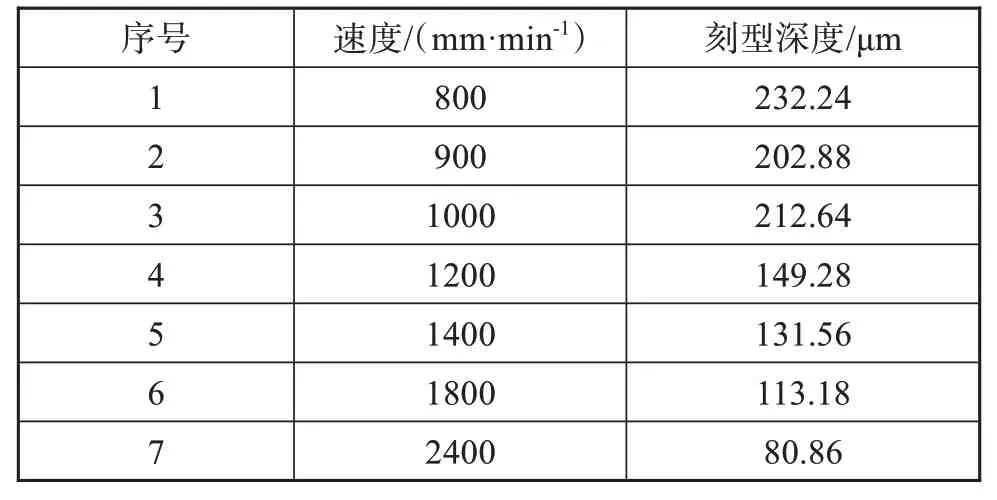
表3 激光刻型速度與刻型深度的關系Tab.3 Relationship between laser engraving speed and depth of laser engraving
根據激光刻型深度和刻型速度的數據,可以計算兩者間的線性相關性為0.9442,呈現較大的線性相關性。即,隨著激光刻型速度的提升,刻型深度也逐漸降低。根據數據計算,速度每提高1 mm/min,刻型深度減少0.12μm,刻型速度與刻型深度的線性關系,如圖2所示。
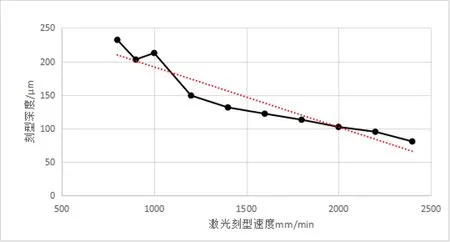
圖2 激光刻型速度與刻型深度Fig.2 Relationship between speed and depth of laser engraving
2.3 激光脈沖頻率對刻型深度的影響
激光的頻率脈沖一般情況下主要影響刻型后膠層邊沿的平整性如果脈沖重疊率參數選取不合適,會導致膠層邊沿產生“鋸齒”的現象,并使加工出的線條寬度無法保證。在本激光器所涉及的不同頻率條件下,激光頻率對功率也產生了一定影響。結合表2中刻型功率對刻型深度的影響,即:頻率影響深度變化值=刻型深度-63.69μm×實測功率。
激光器功率與激光器頻率呈現的線性相關系數為0.9914,呈現較大的相關性,如圖3所示。由于激光器利用西門子SIMATIC S7-1200模塊輸出PWM脈沖信號,控制CO2激光器的輸出,所選用的CO2激光器為準連續激光器。由于該PWM模塊輸出的最小脈寬為1μs,時間常數為0.2~0.5μs,故實際輸出脈沖的脈寬會偏大。在低脈沖頻率下,脈沖周期長,單脈沖的脈沖寬度也較大,PWM模塊時間常數產生的脈寬偏大對實際占空比影響較小;而在高脈沖頻率下,脈沖周期短,單脈沖的脈沖寬度較小,PWM模塊時間常數產生的脈寬偏大對實際占空比影響較大,造成實際PWM信號占空比偏大,激光器功率偏大。根據激光刻型頻率和刻型深度的數據,可以計算兩者間的線性相關性為0.54,存在一定的相關性。隨著刻型頻率的增加,刻型深呈現先上升后下降的過程,激光刻型頻率與刻型深度變化值的關系,如圖4所示。
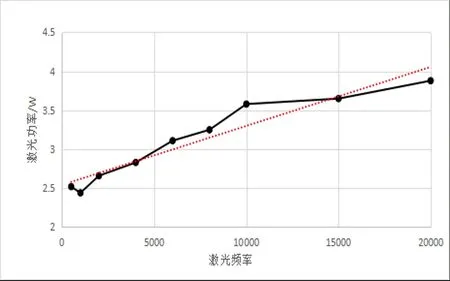
圖3 激光器與功率的關系Fig.3 Relationship between laser frequency and power
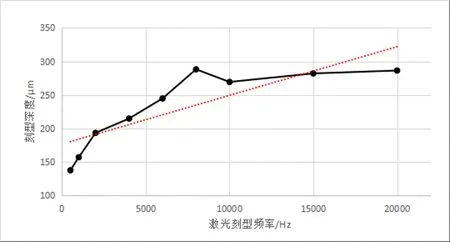
圖4 刻型頻率與去除功率影響的深度變化值Fig.4 Influence of frequency on depth of of laser engraving
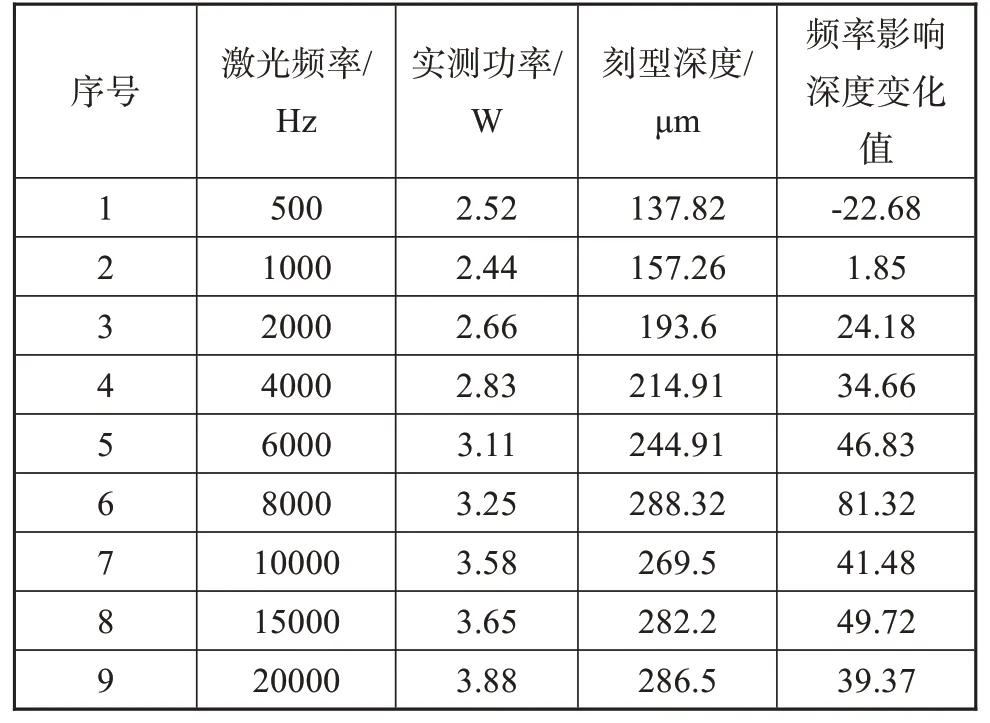
表4 激光刻型頻率與刻型深度Tab.4 Relationship between laser frequency and depth of laser engraving
2.4 激光刻型最優工藝參數研究
實驗了一系列激光刻型參數的刻型,通過對刻型結果的對比分析,找到可用于激光刻型的激光能量密度的一般規律。根據表2激光刻型功率0.73 W的加工中已經可以產生刻蝕效果,結合實際刻型應用中試片的涂膠厚度為0.3 mm,按照表1的參數對實際試片進行刻型加工,結果如表5所示。從刻線結果中可以看出,相同進給速度和激光平均功率的參數下,激光的脈沖頻率對刻線的質量有較大影響。在500~5000 Hz范圍內,脈沖頻率越大,刻線過程中越容易出現刻線附近整體溫度升高乃至膠層變軟、熔化的現象。在高壓空氣氣流作用下,膠層被吹開、刻線表面膠層物質發生不完全氧化而碳化發黑。且由于過多的熱量被擴散至周圍膠層和基底材料中、碳化物質阻礙激光能量被下面膠層吸收,激光能量無法集中于被加工位置,相同的激光平均功率、進給速度下高脈沖頻率出現刻不透膠層的現象。在400 mm/min以下的進給速度中,采用500 Hz和1000 Hz的激光脈沖頻率,可使得相應功率和進給速度的激光刻透指定厚度的膠層,且保持良好的刻線邊緣質量。在5000 Hz以下的激光進行低速刻型時,較低的脈沖頻率(低于1000 Hz)可以獲得較為穩定的刻蝕加工過程和較好的刻線邊緣質量。
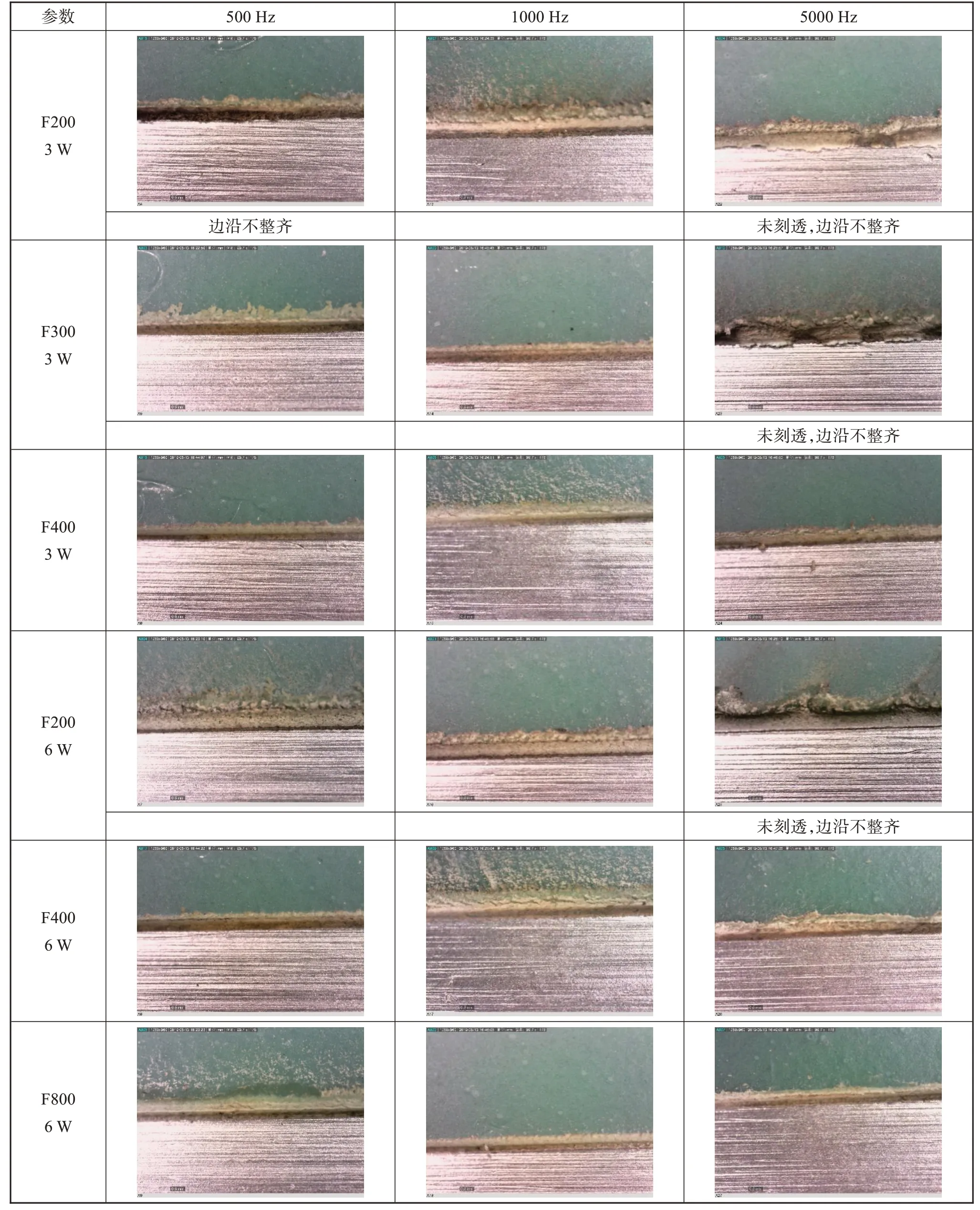
表5 激光刻型加工刻線邊緣質量Tab.5 Laser engraving quality of scribed edge
2.5 氬氣保護的影響
激光刻型的主要機理是燒蝕效應(ablation effect),即利用高能激光作用于涂覆層產生的熱效應使得涂覆層發生燃燒、分解或氣化,從而消除涂覆層與與基體的結合達到去除的目的[12]化銑保護膠一般為能夠抵抗腐蝕溶液的可剝性膠。
常見的化銑保護膠主要有AC850、YT-5100、HH968-2、KBL302D等四種,主要成分包括四氯乙烯、甲苯、二甲苯、乙基苯、滑石等物質[13]。考慮到化銑保護膠在噴膠后的晾曬環節與空氣中的氧氣以及紫外線等的作用下會演變成多種類型的化合物。因此,化銑保護膠中既存在多種有機物,也存在滑石等無機物,激光刻型中要綜合考慮各種物質。一般情況下,金屬的燒蝕閾值在1 J/cm2和10 J/cm2之間,無機絕緣體的燒蝕閾值在0.5 J/cm2和2 J/cm2之間,有機物的燒蝕閾值在0.1 J/cm2和1 J/cm2之間。純鈦的熔點為1668℃,滑石的改性溫度為800℃,有機物的熔點一般在100~800℃之間。根據不同物質的燒蝕閾值,激光刻型燒蝕效應下的主要機理為激光選擇性氣化激光能量吸收率高的化銑保護膠在激光作用下迅速加工至熔點,以致氣化,而鈦合金基底不會因為熱膨脹而融化、氣化或者開裂。
采用高純氬氣作為輔助氣體隔絕空氣,通過析因方法對不同脈沖頻率、不同占空比和進給速度進行了試驗,分析氬氣保護和空氣下的刻型結果,從而確定化銑保護膠激光刻型的主要機理。在激光刻型功率6 W,刻型速度800 mm/min,光斑直徑0.15 mm,激光能量密度0.4244 J/cm2工藝參數條件下,刻型質量與分析結果見表6。在選定的刻型參數條件下,激光刻型刻線已刻透,基體無燒蝕,刻線上部邊緣整齊,刻線底部邊沿整齊,均能達到刻型質量要求。同時,在給定的激光刻型參數下,刻型膠層無燒蝕,激光刻型中主要通過膠層的汽化和升華實現了深度方向的刻蝕,激光刻型還未進入燒蝕過程。因此,激光刻型的機理主要為汽化和升華,這樣可以有效的減少了激光刻型中累計熱量對基體的變形影響,同時能量密度不破壞鈦合金基體材料。

表6 氬氣保護/無氬氣保護激光刻型質量比較Tab.6 Comparison of laser engraving quality under argon protection and without argon
3 結論
(1)激光刻型的功率與刻型速度與實際的刻蝕深度具有明顯的線性相關性,激光頻率對刻蝕深度有一定的弱相關性,激光頻率在不同參數下對刻蝕深度存在一定影響。激光參數對刻蝕深度的排序依次為:刻型功率>刻型速度>刻型脈沖頻率。
(2)化銑保護膠膜為0.3 mm厚度條件下,激光能量密度為0.424~1.697 J/cm2的刻型功率和刻型速度參數都可以實現高質量的激光刻型。在相同進給速度和激光平均功率的參數下,隨著脈沖頻率越大,刻線過程中越容易出現刻線附近整體溫度升高乃至膠層變軟、熔化,過多的熱量被擴散至周圍膠層和基底材料中、碳化物質阻礙激光能量被下面膠層吸收,激光能量無法集中于被加工位置,高脈沖頻率出現刻不透膠層的現象。
(3)在激光功率6 W和刻型速度800 mm/min(即能量密度0.4244 J/cm2)條件下,激光刻線的上下邊沿都保持良好的刻線邊緣質量。同時,是否采用氬氣保護都可以獲得較好的刻型質量效果,主要基于激光刻型材料的汽化和升華效應,可為后續激光刻型應用中的工藝參數選取提供技術支撐。
猜你喜歡
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57