TC4鈦合金TIG焊接工藝及性能研究
2021-11-19 09:47:08陳今良張利民
四川冶金 2021年5期
關鍵詞:焊縫
陳今良,劉 敏,張利民
(攀枝花學院釩鈦學院,四川 攀枝花 617000)
鈦合金是屬于從搖籃期逐步發展向成長期邁進的世界公認的合金[1]。因其具有重量輕、耐腐蝕性、生物相容性好等優良性能,被稱作為空間金屬和海洋金屬,是具有發展前途的新型結構材料,在航空航天、化工、軍事、船舶等方面得到普遍的應用。隨著研究技術的發展,鈦合金的用途越加廣泛,國內外對鈦合金焊接件的需求越來越大,對應用在航空航天和軍事領域的鈦合金焊接要求也越高。而目前在國內針對小型件TC4鈦合金焊接技術的研究相對較少,且難以短時間內達到較高的焊接質量要求,重要零部件的裝配還依賴于進口,極大程度限制了我國的工業發展。非熔化極惰性氣體保護焊(TIG)因操作簡便,成本低廉,焊接質量較高,具有較大適應性,而目前TC4鈦合金采用TIG焊接實驗研究較少。綜上所述,本課題采用TC4鈦合金進行TIG焊接,對焊后組織和性能進行表征,對TC4鈦合金的焊接提供新的理論指導。
1 試樣制備與試驗方法
試驗母材為TC4鈦合金,規格為50×20×3 mm,其化學成分為表1所示。選用非熔化極鎢極氬弧焊對TC4鈦合金進行對接熔化焊接,焊前先用不銹鋼絲刷擦拭待焊件的表面,再用細砂紙擦拭距離焊接邊緣10~20 mm范圍內的母材,直至表面呈現金屬光澤,再用丙酮擦拭材料表面,除去表面的水、油污及雜質[2]。焊接設備為晶閘管控制交直流氬弧焊機,試樣不開坡口,鎢極直徑3 mm,噴嘴直徑13 mm,電弧電壓15 V,焊接參數設定如表2所示。
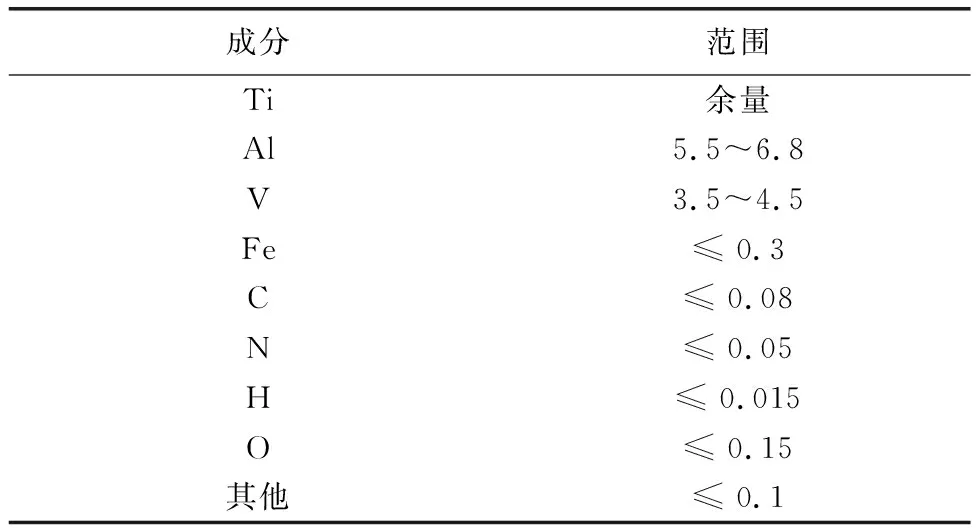
表1 TC4 鈦合金成分表(wt%)
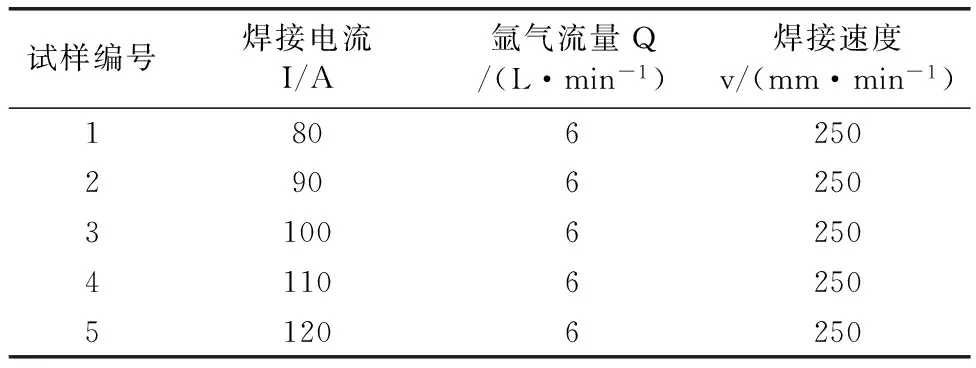
表2 TC4鈦合金TIG焊接工藝參數
在焊接接頭上截取金相試樣,經過砂紙打磨及拋光后,采用HF、HNO3、H2O配比進行腐蝕,再通過數字顯微鏡進行組織觀察。設計拉伸試樣尺寸如圖1,采用萬能材料試驗機對接頭進行拉伸試驗,拉伸速度為1 mm/min,使用掃描電鏡觀察斷口形貌。使用顯微維氏硬度計對接頭進行硬度測試,設定硬度測試試驗力為500 gf,加載保持時間為15 s,分區域依次進行多次打點。
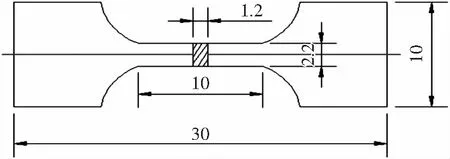
圖1 拉伸試樣尺寸圖
2 試驗結果與討論
2.1 接頭形貌
TC4板焊接表面狀態如圖2所示,根據《JB/T4745-2002》,可以從宏觀角度觀察試樣表面形貌是否符合要求[3。
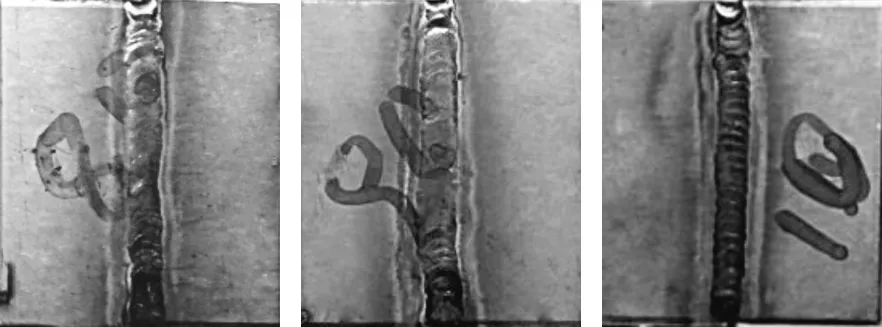
80A 90A 100A
焊縫整體良好,大多呈現金黃色,未出現氣孔、裂紋、焊瘤等缺陷。試樣2、3焊縫質量最佳,呈金黃色,焊縫表面光滑平整,魚鱗紋明顯。試樣5焊縫顏色幾乎呈藍色且靠焊縫邊緣的母材區出現被電弧燒熔的凹槽即咬邊現象,是由于焊接過程中熱輸入過大而引起的。在焊接中,過高的熱輸入會導致焊縫停留在高溫的時間長,使焊縫熔池液態金屬與空氣中的氧發生反應,最后焊縫呈藍色。
2.2 金相組織
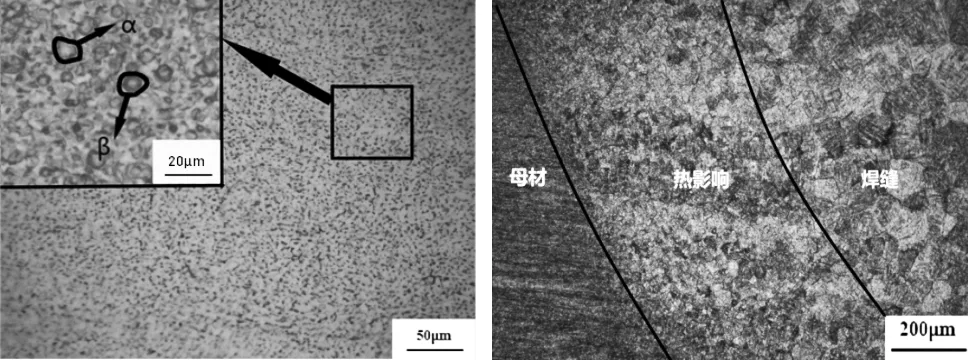
(a)母材 (b)焊接接頭
圖a為TC4母材為雙相組織,為α相和β相的機械混合物,白色為α相,黑色為β相,β相夾在α相之間,依附在α相周邊均勻分布[4]。圖b為焊接接頭組織形貌,從左到右依次為母材區、熱影響區和焊縫區。
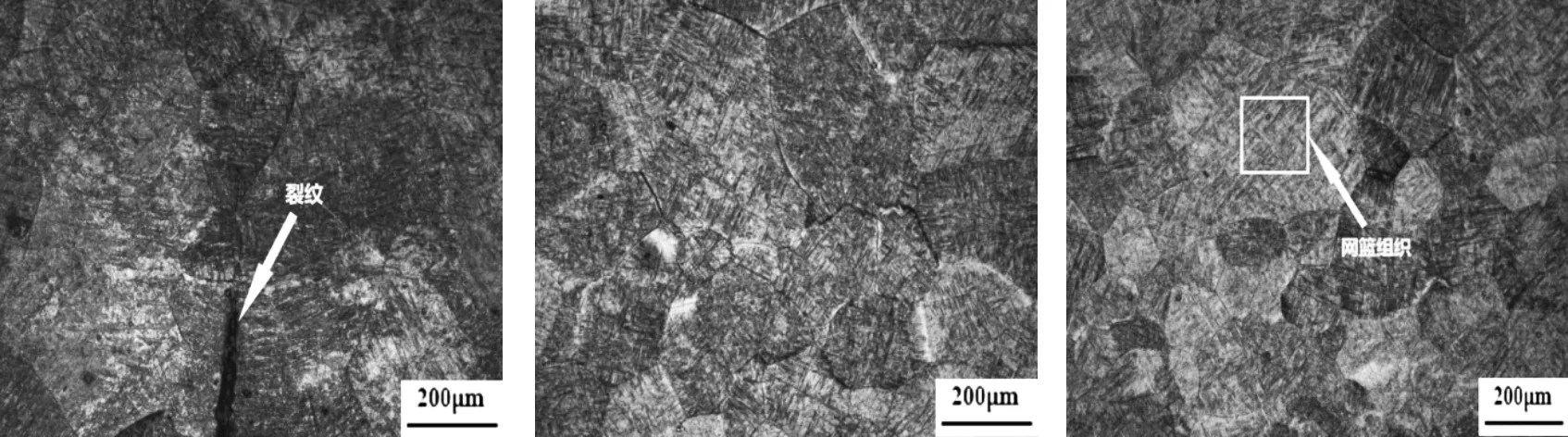
焊縫區域組織為粗大β相柱狀晶粒。原始α相與β相通過受熱循環轉變形成馬氏體α′相,針狀馬氏體α′形狀細長,大多平行分布,觀察圖c可看到明顯的網籃組織[2]。圖a、e出現裂紋,可能由于焊接溫度過高或過低,或者在焊接過程中有雜質元素的滲入,如碳和氫,從而影響焊接質量。
通過對比,圖a即試樣1的晶粒尺寸最小,圖e即試樣4的晶粒尺寸最大,即焊接熱輸入越大,晶粒尺寸就越大,同時晶粒內部的馬氏體尺寸越大,分布越稀疏[5]。這是由于焊接熱輸入的不斷增大,冷卻速度逐漸降低,使β中的合金元素有時間開始擴散,在高溫停留的時間增加,焊縫柱狀晶的高溫β晶粒尺寸和組織針狀α′相尺寸也隨之增大。
由圖5可知,熱影響區組織不均勻,組織為α+α′+β。通過對比,圖a針狀馬氏體α′最為細小,而圖e,針狀馬氏體α′最為粗大。此現象表明隨著焊接熱輸入的增大,熱影響區β晶粒均有增大的趨勢,馬氏體也有長大傾向,且馬氏體形態發生了變化[6,7]。存在明顯的粗晶區與細晶區如圖b,距離焊縫越近的區域晶粒越粗大,晶粒長大明顯,晶內α′馬氏體更多且尺寸更大。
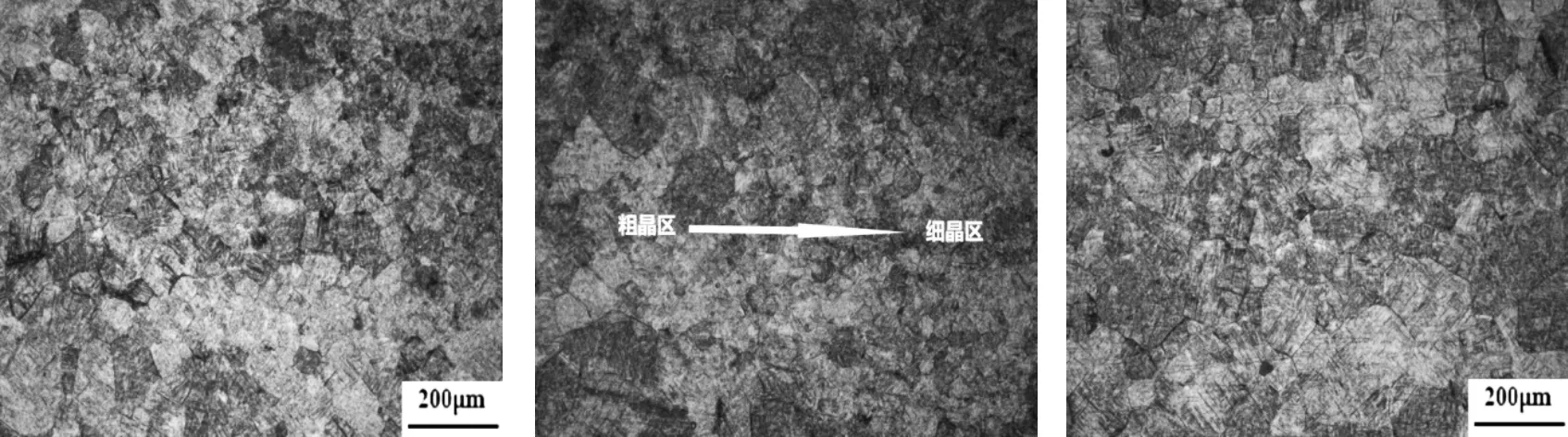
(a)80 A (b)90 A (c)100 A
2.3 拉伸性能
通過試樣拉伸前后對比,試樣長度發生變化,從接頭斷口可以明顯看出發生了拉伸變形,在不同熱輸入下,TC4焊接接頭拉伸性能如表3。
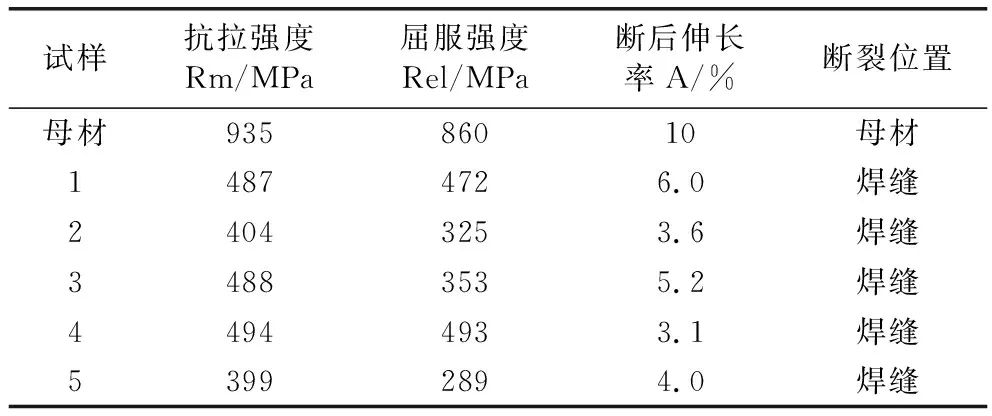
表3 不同電流參數下TC4鈦合金拉伸力學性能
拉伸試樣斷裂位置在焊縫,該區域的溫差較大或在焊接過程中產生的熱量過于集中,容易在該區域發生斷裂。隨著焊接熱輸入的增大,接頭力學性能均有提高的趨勢,而試樣5相較于試樣4整體性能較差,可能是焊接電流設置過大。焊接試樣抗拉強度集中在400~500 MPa,試樣4的抗拉強度最高,為494 MPa,而TC4母材抗拉強度為935 MPa,5組焊接試樣抗拉強度只達到母材的50 %左右,這是由于在進行焊接之后,焊縫區晶粒長大,使得試樣的塑性降低,也可能是氬氣保護的焊接區不慎卷入了空氣,使得焊縫被O、N、H等雜質污染。試樣4的屈服強度最高,說明該試樣抵抗變形能力最強。試樣1、試樣3的斷后伸長率較大,表明此參數下的材料塑性最好,而與母材相比,斷后伸長率最高只有6.0 %,說明焊接接頭的總體塑性較差。綜合來看,試樣4的力學性能最佳。
2.4 斷口形貌
選取了試樣1、試樣3、試樣4三組拉伸斷口試樣進行了掃描電鏡斷口形貌分析,如圖6。
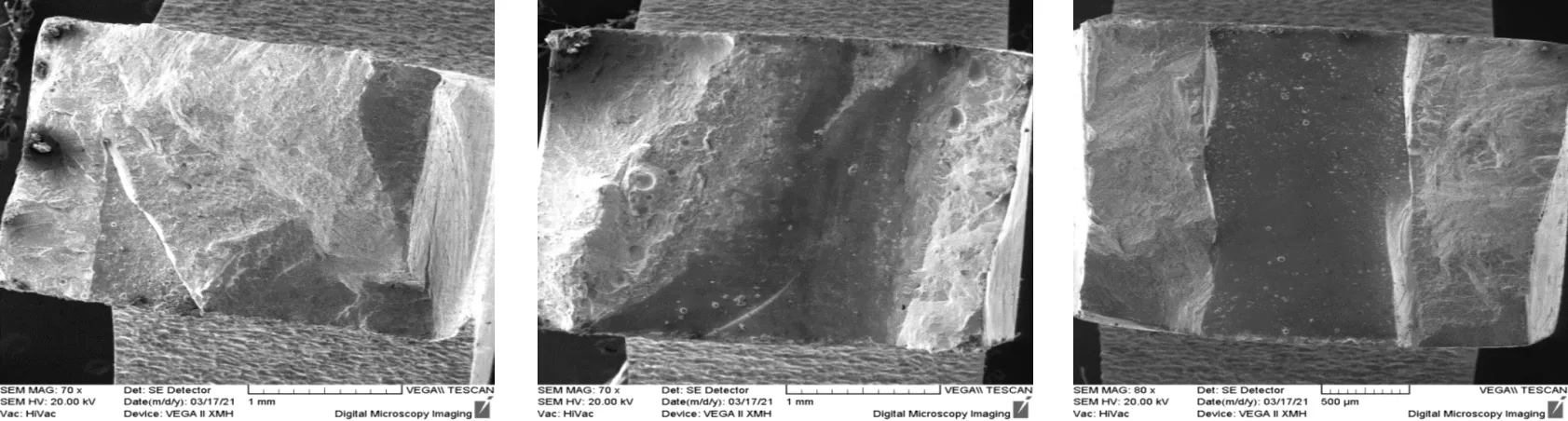
(a)80A試樣宏觀斷口形貌(70x) (c)100A試樣宏觀斷口形貌(70x) (e)110A試樣宏觀斷口形貌(70x)
在放大倍率為70倍下,試樣斷口呈暗灰色,斷面均不平齊;在放大倍率為1000倍下,圖b、d、f均存在大量小而淺的韌窩,韌窩周圍有撕裂棱,綜合表明拉伸試樣斷裂形式為韌性斷裂。以試樣1為例,圖a斷口有明顯的塑性破壞而產生的傾斜面,斷面較粗糙,呈纖維狀,斷口呈現灰暗色。纖維狀是塑性變形過程中微裂紋不斷擴展和相互連接造成的。而灰暗色則是纖維斷口表面對光反射能力很弱所致。圖b有大量韌窩,而韌窩是塑性形變產生的,并且該試樣在進行拉伸時出現了頸縮,進一步判斷為韌性斷裂。
韌窩的出現是由于基體內的第二相脫離基體形成許多微孔,隨著微孔不斷長大、聚合直至斷裂而形成的。整體韌窩尺寸較小,深度較淺,且均勻分布,說明焊縫的塑性較差,這些韌窩在斷裂過程中不足以吸收更多的能量,斷裂抗力就低[3]。隨著熱輸入的增加,出現大量韌窩,且韌窩加深明顯,在韌窩處存在明顯的帶狀撕裂棱,在外加載荷作用下,運動的撕裂棱聚集在一起被拉長,塑性得到提高[8]。
2.5 接頭顯微硬度
硬度在一定程度上可以反映焊縫性能。此次顯微硬度分別測出試樣不同區域的硬度,每個區域取三個點,求其平均值,所得數據如圖4。
(a)80 A (b)90 A (c)100 A

表4 各試樣不同區域維氏硬度值
TC4母材區域硬度值波動不大,均在354 HV左右。焊縫區硬度值在365 HV上下浮動,熱影響區硬度值在345 HV上下浮動,焊縫區硬度值高于熱影響區20 HV,焊縫處硬度最大,且焊縫組織中有較多的馬氏體α′,說明焊縫區域的強度較高,變形阻力較大。
對110 A的試樣進行單獨分析,分析距離焊縫中心線不同位置的硬度值,如圖7所示。
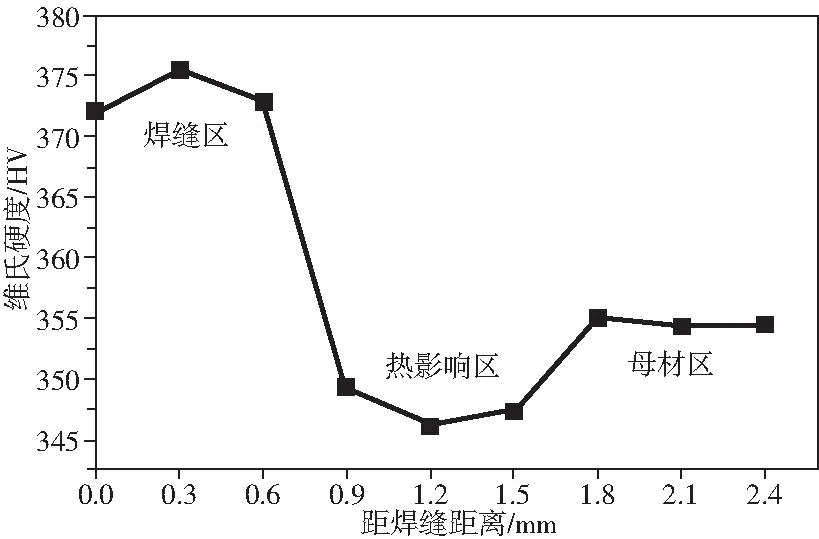
圖7 距焊縫不同距離硬度分布曲線
隨著到焊縫中心距離的不斷增大,硬度先降低,到了接近母材區后,硬度值有所回升。每個區域硬度都有所波動,但整體相差不大。在熱影響區存在粗晶區與細晶區,靠近焊縫的為粗晶區,粗晶區受熱影響較大,導致粗晶區的β晶粒尺寸大于細晶區,所以在熱影響區的維氏硬度值呈現減小的趨勢。
3 結論
(1)與母材相比,焊接試樣的抗拉強度明顯降低,集中在390 MPa,總體上在焊接電流為110 A時,TC4板的力學性能最佳。
(2)從斷口形貌來看,試樣的斷面均較平齊,均可看到明顯的撕裂棱,存在許多密集且呈等軸狀的韌窩,整體韌窩尺寸較小,斷裂過程屬于韌性斷裂。
(3)母材區組織為α+β,焊縫組織為α′,熱影響區為α′+α+β。焊縫區多為柱狀晶,馬氏體分散粗大,熱影響區馬氏體更細小。相同區域下電流越大晶粒的尺寸也越大。
(4)在合適范圍內,焊接熱輸入越大,焊縫硬度越高。從焊縫中心到熱影響區硬度降低,熱影響區到母材硬度升高,且焊縫區硬度高于母材區硬度。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
