往復式壓縮機氣缸襯套的冷裝方法
2021-11-19 19:34:22田敏張國文江楓沈健蘇飛
裝備維修技術 2022年2期
田敏 張國文 江楓 沈健 蘇飛


摘 要:本文以德國諾曼埃索2+SKL-300往復壓縮機更換氣缸襯套為例,介紹了使用液氮冷卻對往復式壓縮機氣缸襯套進行更換的方法,并針對安裝中的注意事項做出了說明。
關鍵詞:往復式壓縮機;氣缸襯套;冷卻
引言:
加氫聯合裝置300萬直餾柴油加氫使用的新氫/循環氫壓縮機型號為2+1SVL320, 水平對置式H型結構,工藝編號K-101,其新氫段為兩缸兩級壓縮,循環氫段為兩缸單級壓縮。
自2011年K-101B壓縮機頻繁出現新氫一級出口壓力低或二級入口壓力高等故障,并伴隨活塞環磨損,多次拆檢換活塞環,未能解決問題。現場檢測缸體表面粗糙度為1.2um~1.6um,遠高于標準粗糙度≤0. 6um的要求,因此判定因缸體表面粗糙度過大造成活塞環磨損,引起新氫一級出口壓力低或二級入口壓力高等故障。為此我們決定更換氣缸襯套解決該故障。
往復式壓縮機氣缸襯套與缸體配合多是過盈配合,通常采用熱脹法或冷縮法安裝,因該壓縮機氣缸直徑較大,沒有合適的恒溫箱加熱,所以我們決定采用液氮冷卻法安裝氣缸襯套。
1冷裝氣缸襯套的相關數據校核
該氣缸襯套材料是鑄鐵,其膨脹系數α約為1.12×10-5,使用液氮冷卻,冷卻溫度為-196℃,氣缸襯套與缸體配合的基本尺寸D為250mm,所以其膨脹量A可由下式計算:
A=D*α*(t2-t1)=250×1.12×10-5×(-196-20)=-0.60mm
室溫時測得新氣缸襯套外徑尺寸為250.20mm,液氮冷卻后(-196℃時)氣缸襯套外徑約為250.20mm -0.60mm =249.60mm。現場實際測量的缸體內徑為250.02mm,則冷卻后缸體與氣缸襯套的配合間隙為250.02mm -249.60mm =0.42mm,完全具備裝配條件。根據缸套的壁厚確定冷卻時間:對于鋼和鑄鐵,一般為1mm壁厚需要1分鐘的冷卻時間,用-196度的液氮冷卻壁厚為15mm的缸套,約15分鐘,所以必須將新的缸套在液氮中浸泡至少15分鐘以上,充分冷卻后才能取出安裝。
2更換氣缸襯套的前期準備工作
2.1采用鏜床鏜削的方法將原氣缸襯套從氣缸上去除。
機組原氣缸襯套與缸體采用過盈配合,過盈量較大(0.12mm以上),采用機械拉拔法或壓力機壓出法都有可能損傷缸體配合表面,因此決定采用鏜削法。將缸體放在鏜床上找正,使氣缸襯套內孔沿軸向及圓周誤差均不超過0.05mm,然后開始鏜削至約剩1mm余量時停止,之后人工將殘余氣缸襯套取出,防止損傷缸體配合表面。
2.2缸體加工后的清理清洗
氣缸襯套取出后,清除缸體內殘余的鐵屑,用清洗劑仔細對氣缸進行清洗,再用和好的面團清理表面及縫隙中不易清除的鐵屑雜物,最后用壓縮空氣徹底吹掃干凈。
2.3冷卻設備示意圖(如圖2所示),準備相應的安裝設備。
2.4為保證氣缸襯套吊裝穩定可靠,便于安裝,特制作專用工具。
起吊時將專用工具從閥孔放入氣缸襯套內,上緊下面的兩個螺栓,使其緊緊頂在閥孔開口處,上面安裝兩個M16的吊耳,使氣缸襯套在起吊時保持自然垂直狀態,便于安裝。
3氣缸襯套的現場安裝
將氣缸襯套放入桶內(如圖2所示),缸體垂直安放。然后打開閥門向桶內充氣缸襯套長度三分之二高度的液氮,冷卻15分鐘以上起吊裝配,裝配前使用外徑千分尺測量氣缸襯套外徑約為249.65mm。吊車緩慢下降,兩人戴防低溫手套配合扶持,氣缸襯套即可順利裝入缸體。
迅速將氣缸蓋安裝在氣缸上,對稱上緊缸頭螺栓,以確保氣缸襯套在氣缸缸內不發生移動。
4操作中的注意事項
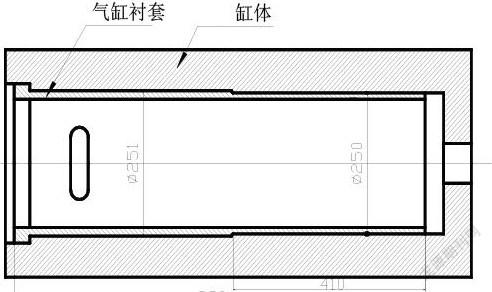
裝配示意圖(如圖3所示),氣缸襯套與氣缸的配合尺寸分為內外兩段,分別為250mm及251mm,因此在鏜削時采用分兩段鏜削的辦法,分別將內外兩段取出,防止一次鏜削損傷缸體內部。
氣缸襯套在液氮中必須冷卻15分鐘以上,吊出后應迅速裝入缸體內,以免在空氣中停留時間過長,熱膨脹后尺寸變大導致無法裝入。如果在安裝過程中發生氣缸襯套卡住裝不到位的現象,應迅速將其吊出,然后重新將氣缸襯套放入液氮中,待充分冷卻后再安裝,防止氣缸襯套“脹”死在缸體里。
清洗時要將缸體上各注油孔清理干凈,用壓縮空氣確認暢通。清理干凈后認真測量檢查各部配合及定位尺寸,確認無誤后方可實施冷裝。冷裝完畢待缸體升至常溫后復測各部數據測,然后進行下一步裝配。
5結束語
采用上述方法對往復式壓縮機氣缸襯套進行更換,操作可靠性較高,更換后各項數據均能達到標準,滿足使用要求。
參考文獻:
[1]《活塞式壓縮機設計》編寫組.活塞式壓縮機設計[M].北京:機械工業出版社,1974.
