高效低成本精準的舵尾孔鏜孔方法
2021-11-19 20:07:13徐文濤呂祎
裝備維修技術 2022年2期
徐文濤 呂祎
摘 要:傳統的舵尾零件內孔加工是采用由專業刀具廠設計制造的專用反鏜刀,采用機械結構傳動,通過機床主軸正反轉來控制刀體內的撥叉來打開和關閉反鏜刀刀夾,經由精加工后的支撐孔和支撐導套的精密配合,鏜刀反轉鏜削完成舵尾孔的精加工。但是由于支撐導套和支撐孔之間間隙變化,導致加工舵尾孔的尺寸精度穩定性較差。我們針對保證內孔鏜削加工孔的精度穩定性可靠性的問題,經過研究及技術創新,優化鏜削方法,設計專用鏜刀,可以高效、低成本的完成該內孔的鏜削。
關鍵詞:鏜削工藝;專用鏜刀;鏜孔方法
引言
舵尾零件是游艇尾部控制行駛方向關鍵零件,采用專用隨形液壓夾具裝夾和專用反鏜刀精加工舵尾孔,舵尾孔的加工尺寸由于受支撐導套和支撐孔間隙大小影響,刀具鏜孔尺寸穩定性較差,工件尺寸廢品率較高。重新設計專用鏜刀,結構簡單可靠,加工尺寸穩定,工件尺寸合格率100%。
1舵尾零件簡介
1.1舵尾零件材料:高硅鋁XK360.2,化學成分:10.5~11.5% Si;0.55~0.70% Mg; 0.20~0.30%Mn;Fe的最大含量:1.3%;Cu的最大含量:0.15%;Zn的最大含量:0.10%; Ni的最大含量:0.15%。
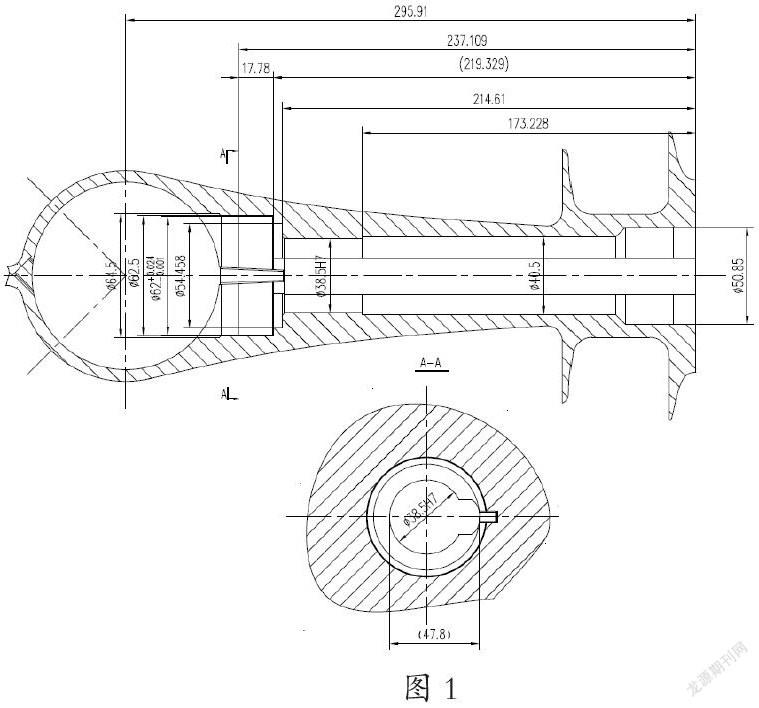
1.2工件成品尺寸及加工精度保證措施
加工反鏜孔尺寸φ62+0.024? -0.001 mm、孔深度219.329mm、孔長度17.78m, 反鏜孔單邊加工余量為(φ62-φ54.458)/2=3.77mm。為了增加剛性,特設計鏜刀導套支撐孔尺寸φ38.5H7mm。見附圖1。
1.3工件年產量5000件,班產定額20件,加工節拍21.5分/件。
2. 舵尾孔的鏜削工藝方法創新
2.1加工總體方案
舵尾零件加工所用機床:高精度臥式加工中心,在一次裝夾中、一次定位,減少裝夾、定位誤差,高效、低成本,完成零件全部加工,是最佳加工方案。
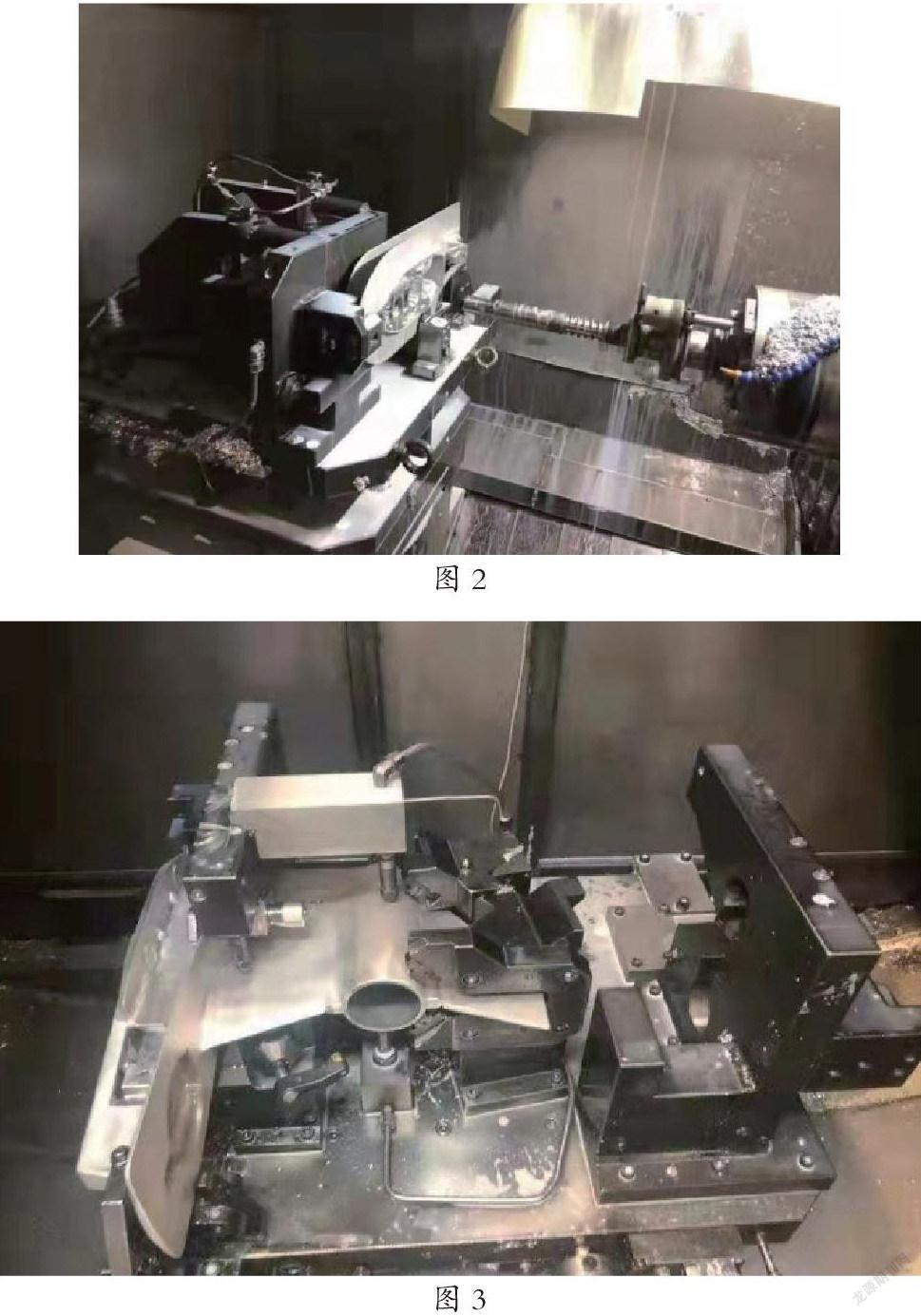
2.2工件的定位、夾緊:
由于工件形狀奇特異常,裝夾困難,采用隨型保壓夾具依據工件外形形狀,利用雙V形、1點角向定位,一點主夾緊,6點輔助支撐。其中保壓夾具壓力可達180kpa。見附圖2、3 。
2.3鏜削工藝
2.3.1工件材料為高硅鋁XK360.2合金,金屬元素多,且含量高。
2.3.2目前各刀具廠已有反鏜鏜刀,由于刀體結構尺寸和長度等原因無法完成該零件的內孔加工。鑒于這種情況,采用美國專業刀具公司開發、設計專用反鏜刀進行鏜加工。該反鏜刀是采用機械結構傳動,通過機床主軸正反轉來控制刀體內的撥叉來打開和關閉反鏜刀刀夾。
2.3.3上一序加工好導套支撐孔φ38.5H7mm,鏜刀刀夾關閉狀態下,通過導套支撐孔進入工件。采用導套支撐孔來支撐導套,控制刀夾深度,機床主軸反轉,打開刀夾,滑臺工進21mm,完成孔精加工。機床主軸正轉,關閉刀夾,鏜刀退出工件。由于精加工依靠導套支撐孔和支撐導套的精密配合完成。在反鏜孔加工過程中,由于導套支撐孔φ38.5H7mm加工實際尺寸變化,直接影響支撐導套和導套支撐孔之間間隙大小,加上支撐導套內孔和刀體之間的轉動間隙,從而影響反鏜孔的加工尺寸精度。因此,導致加工孔的尺寸精度穩定性較差,加工后的產品會有約5%數量的工件,孔徑尺寸超差不合格,成為廢品和回用品。與此同時,該鏜刀更換刀片或調整刀具尺寸,都必須在刀具微調儀上進行,重新調整刀具尺寸。刀具加工使用參數:n=1500轉/ min,v=292米/min,F=100mm
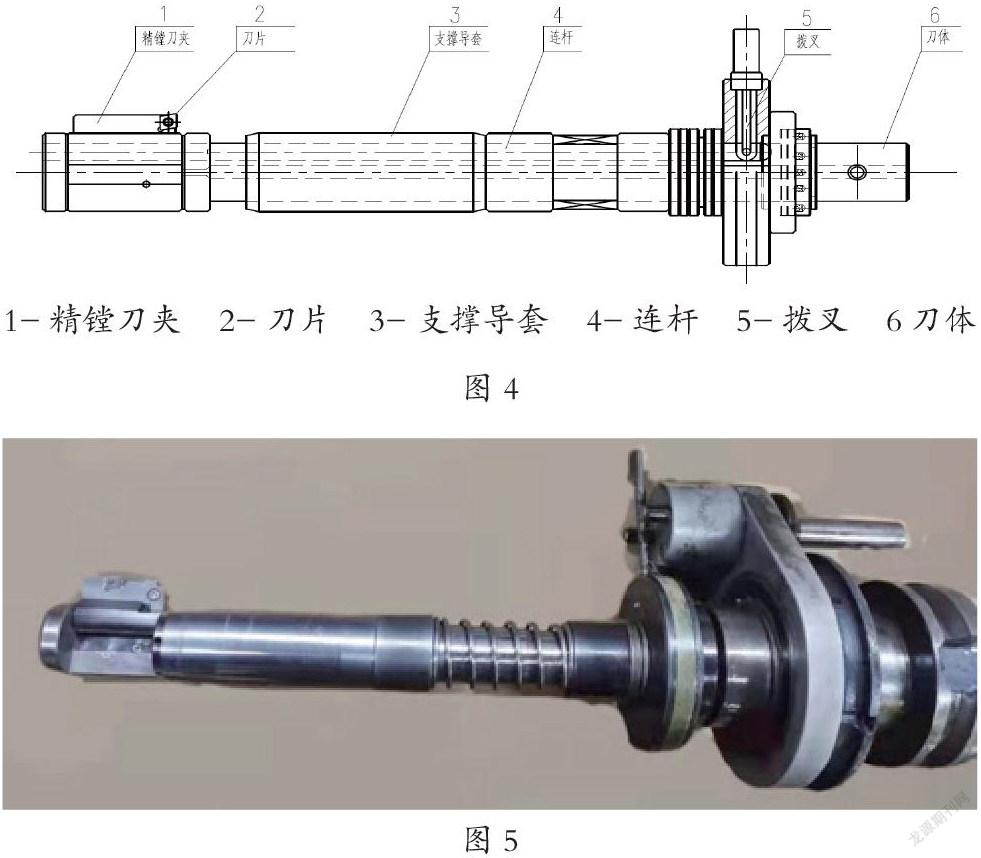
2.4反鏜刀裝配簡圖
鏜刀結構簡圖見附圖4,鏜刀照片圖見附圖5。
2.5新反鏜刀設計
2.5.1鑒于工件的加工尺寸精度穩定性較差,工件廢廢品和回用品數量占產品總量約5%,公司無法接受這樣結果。
2.5.2通過對工件具體形狀、結構分析研究,發現支撐孔φ38.5H7mm側面有(47.8-38.5)=9.3mm長的缺口,孔和缺口總寬(38.5/2+9.3)×2= 57.1mm, 加工舵尾孔尺寸φ62mm,相差 4.9mm,可以利用該缺口,刀體只要偏心5mm,刀具就可以進入工件中,實現反鏜加工。新設計的反鏜刀體,設計成偏心結構,通過計算和圖形比較確定新的反鏜刀設計圖紙。采用微調刀夾,方便刀具尺寸調節,刀體偏心5mm,利用工件上缺口,機床主軸和工件中心偏移5mm反鏜刀刀體進入工件,確定放入深度,機床主軸移動到工件中心,主軸反轉,完成舵尾孔精加工加工。主軸再移動到刀具進入工件初始位置,主軸退回。整個刀具處于剛性狀態,加工過程簡單高效,加工孔尺寸精度穩定,加工工件孔的尺寸全部合格。微調單元刀夾尺寸調節方便簡單,可以直接在機床主軸上完成刀具尺寸調整。此刀具由國內刀具廠制作完成。采用PCD刀片,進行反鏜精加工。工件孔圓度:0.01、粗糙度:≤R1.6、尺寸穩定性好、尺寸精度合格率100%。刀具加工使用參數;n=3500轉/ min,v=681米/min,F=450mm;提高加工效率3.5倍。新鏜刀設計圖見附圖6,新鏜刀照片圖見附圖7。
2.6兩種反鏜刀對比
3結論
舵尾孔加工鏜孔方法,充分研究工件結構,利用工件自身特點,設計反鏜刀。鏜刀結構簡單,刀具調整方便,刀體剛性好,加工效率高,加工工件尺寸穩定性好,尺寸精度合格率100%。是一種高效低成本精準的舵尾孔鏜孔方法。因此,這是一種值得推廣的解決加工問題方法,通過研究加工工件結構,尋找適合的刀具結構,設計出合理簡結的加工刀具,保正加工工件尺寸穩定性。
參考文獻:
[1]楊叔子. 機械加工工藝師手冊 [M]. 北京:機械工業出版社,2001.
[2]王先逵. 機械制造工藝學 [M]. 北京:機械工業出版社,2006.
作者簡介;
徐文濤(1965—),男,遼寧大連人,本科,工程師,主要研究方向為機械制造工藝、刀具。
