汽動給水泵再循環調節閥大孔徑內螺紋在線修復工藝及實例
2021-11-22 05:23:18東莞市華鑫激光科技有限公司羅雄光中廣核核電運營有限公司鄒志林王海賓
電力設備管理 2021年11期
東莞市華鑫激光科技有限公司 羅雄光 中廣核核電運營有限公司 鄒志林 王海賓
1 問題概述
于受到汽泵汽蝕余量的限制,泵內水溫不能超過允許值,所以汽泵運轉都規定一個最小流量值。給水泵低流量運行情況下就
由應開啟再循環流量控制閥,以保證泵的工作流量大于最小流量,而多余的流量通過再循環管路回到除氧器水箱;而當給水量處于正常條件下時再循環系統處于關閉狀態。
某核電機組在檢修期間發現,汽動給水泵再循環調節閥存在閉合不嚴、給水泵出口高壓水內漏;當機組降負荷過程中汽泵入口流量下降,在小開度響應情況下(0~20%)閥體振動指標超出范圍。本機組采用多級籠式套筒減壓最小流量閥,介質流向為低進高出結構,閥內配一個抗汽蝕閥籠,利用閥籠導向,通過閥芯上下移動改變閥籠的節流孔面積,形成了特定流量特性并實現流量的調節,具有防氣蝕、降噪音、耐沖刷的特點(圖1)。
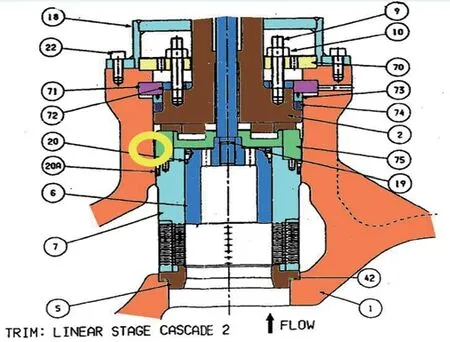
圖1 汽泵再循環調節閥結構示意圖
閥籠壓緊螺母(圖1綠色)與閥體(圖1橙色)間通過螺紋旋入定位,如圖1黃圈所示,保證閥籠壓緊螺母、閥籠與閥桿、閥芯的同軸度,是一種承受壓力的元件,承受與閥體相同的溫度和腐蝕性影響,提供內負載力以防止閥籠與閥體間以及閥座環與閥體間的泄漏。旋緊閥籠壓緊螺母與閥體間的螺紋運動副,使得閥籠與閥座換間的接合面緊密貼合,壓縮閥座環底部金屬纏繞墊片以保證閥座環與閥體間的密封。同時也保證了閥籠與閥體的對中配合,這種對中配合進一步給閥芯提供導向,確保閥芯閥桿與填料間正確的對中配合。
解體閥門發現其內部損壞特征如下:閥芯與閥體間的密封環已沖刷嚴重,存在閉合不嚴等情況;閥體內螺紋與閥籠壓緊螺母外螺紋間的螺紋鎖緊已失效,配合間隙已大至2~3mm;在擰緊過程中,為了不讓其松動須在內螺紋上施加一個叫“軸向力”的適當拉力;過大的間隙無法提供相應的鎖緊力。
2 維修方案
分析原因:由于機組負荷經常變動、總給水量也相應發生變化,引起汽泵再循環閥經常處于開關的臨界點運行,總給水量的少量變化便引起汽泵再循環閥頻繁開關,導致再循環閥及管路劇烈振動,振動致使閥體與閥籠壓緊螺母的螺紋鎖緊松動,軸向壓緊力失效,密封墊片密封失效,介質對閥體產生沖蝕;閥籠壓緊螺母的螺紋磨損是由于無合適的拆裝工藝,多次拆裝疊加造成了螺紋的損傷。本項目維修關鍵點在于恢復閥體與閥籠壓緊螺母的螺紋鎖緊,現有方案有如下3個:
加大孔徑后重新攻絲并更換對應的內螺紋(螺栓)進行緊固:本項目若采用加大孔徑方案,增大后的閥籠壓緊螺母外螺紋尺寸將大于閥蓋法蘭內孔尺寸,致使無法裝配;將內外螺紋緊固變成一體化的焊接工藝:若采用焊接工藝將閥籠壓緊螺母與閥體間焊為一體,焊接過程中的水平與居中定位難以保證,節流套提供的壓緊力無法調節且有不利的變形風險,也不利于持續的維修服務;利用激光熔覆增材技術+數控螺紋銑削設備,原尺寸恢復閥體內螺紋:激光熔覆采用高功率密度激光束為熱源,以合金粉末為填充料,合金粉末與金屬母材同時熔化,并快速凝固后形成稀釋度極低并與基體材料成冶金結合的表面熔覆層,熱輸入和畸變非常小,變形可降低到零件的裝配公差內。
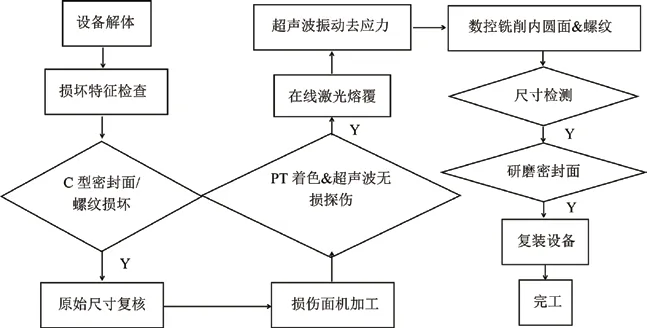
圖2 維修方案流程圖
綜合評估各方面因素,本項目采用第3種維修方案,即整體換新閥籠壓緊螺母(外螺紋),經前期工藝評定合格后,閥體(內螺紋)采取恢復原尺寸的修復方案為行業內首次應用,解決了此類問題此前不能維修或讓步維修的行業難題。
現場復核:閥體材質為美標閥門用鑄造低碳鋼A216WCC,屬于低碳鋼、焊接性能良好,選用力學性能更優、耐腐蝕性能更好的ER NiCrMo-3鎳鉻鉬-3合金粉末;內螺紋為英制M12;牙頂和牙底尺寸確定。ER NiCrMo-3鎳鉻鉬-3合金粉末化 學 成 分(%)為:C0.1、Cr22、Mo9、Nb4.2、Fe3.0、Si0.5、Mn0.5、NiBase。
工藝評定:激光熔覆原理屬于激光焊接,依據GB/T 2651-2008焊接接頭拉伸試驗方法進行ASTM 216WCC母材、熔覆層金屬ER NiCrMo-3、母材與熔覆層間的結合,3組式樣的力學性能如圖3,熔覆層金屬抗拉強度高于母材,結合強度等同于原母材;同時檢測熔覆層金相顯微組織(圖4)和顯微硬度梯度(圖5)。熔覆層截面金相圖片顯示:表面平整、光滑,無氣孔、微裂紋等焊接缺陷,母材焊接熱影響區小,約0.3mm,此熱影響區對體積300mm的閥體相比變形可忽略不計;顯微維氏硬度梯度顯示:熔覆層金屬硬度值270~320HV0.3,分布均勻,270~320HV0.3為調質硬度,具有優良的綜合力學性能。
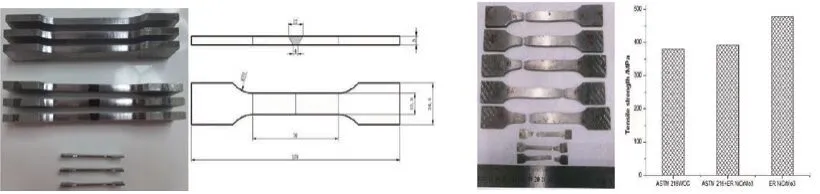
圖3 3組式樣的力學性能

圖4 激光熔覆層截面金相組織

圖5 激光熔覆層截面顯微硬度梯度
經確認后選用如下工藝參數:半導體光纖激光器激光光斑φ3mm、功率1.8kW、熔覆速度400mm/min、送粉量13g/min,氬氣保護及氣載式送粉,選用粉末流直線度優越的3錐孔噴嘴。
現場機加工(去除閥體內螺紋):以閥體上法蘭面為基準安裝便攜式3軸聯動數控螺紋銑床,以閥體內螺紋上方未磨損部位為基準,調節設備安裝垂直度及找內孔中心點,編程銑削去除原內螺紋,至閥體裸露新鮮金屬表面,銑削結束后進行光譜檢驗和著色檢驗,確保閥體本身缺陷全部清除。
在線激光內孔熔覆技術:利用6軸關節機械手柔性制造單元在ABB機器人的Robot Studio里面虛擬激光頭運動軌跡和路徑,實現了激光頭、姿態、路徑以及機器人工裝、夾具的預設計,最終離線編程激光光頭螺旋上升軌跡。現場通過設置工件坐標Z軸方向,3點確定圓弧、Z軸偏移量,最終形成3層厚約4.5mm的熔覆層金屬(圖6)。
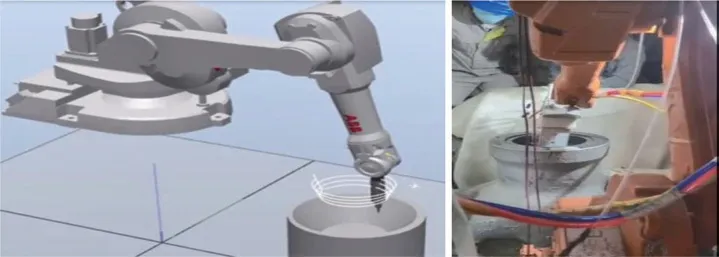
圖6 在線激光熔覆內孔方案
超聲波沖擊強化去應力:為延長熔覆層金屬服役壽命,本維修方案創新性的引入超聲波沖擊強化振動應力消除工藝,降低熔覆層金屬和母材的拉應力和變形,并產生有益的殘余壓應力,有效抑制微裂紋的萌生與生長,提高焊接部件的抗疲勞強度。
現場數控加工設備安裝與調試:現場機加工的關鍵是如何將機加工定位,同時確定機加工的基準。考慮到待加工面與閥體上法蘭面垂直,依據現場設備的尺寸測繪制作了專用可靈活調節的定位工裝(如圖8綠色板),以閥體上法蘭面為基準,用螺栓固定在閥殼法蘭上,工裝板上安裝便攜式3軸聯動數控螺紋銑床(圖8),同時安裝調節腳手架,承載設備主要重量。以閥體內螺紋上方未磨損部位為基準調節設備安裝垂直度,確保數控螺紋銑床的中心與被加工的螺紋內孔中心基本一致。這些輔助工裝可保證現場機加工設備的強度和精度要求。用分中棒將XY兩軸中心找出(公差在±0.02mm)設置為加工零點,同時也是內孔中心點。

圖7 超聲波沖擊強化振動應力消除裝置
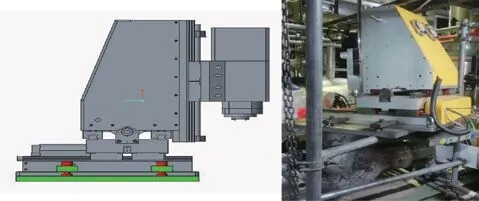
圖8 便攜式3軸數控聯動螺紋銑床
現場銑削內螺紋:依據汽動循環調節閥的尺寸技術要求,進行數控加工編程和設備調試。先用普通銑刀粗加工內螺紋的底孔,單邊預留0.2mm做精加工;待PT著色探傷&超聲波無損探傷均合格后更換為英制M12的螺紋銑刀,設置好起始位置,編寫螺紋數控加工程序,以0.1mm進刀量多刀次加工至復核尺寸的負0.1mm的余量。
精加工螺紋:檢測尺寸,用帶圓柱體的三針內徑千分尺多點測量內螺紋的牙頂圓,待尺寸接近目標值旋入內螺紋(閥籠壓緊螺母)進行試配,檢測旋入旋出是否順暢,以及配合間隙等確認,通過反復加工、測量、試配,直至可將螺栓完全旋進且旋入扭力大小合適。待加工完畢后對內螺紋表面進行著色探傷檢測。
綜上,針對大型結構件的大孔徑內螺紋(直徑>150mm)的損壞特征,通過制定和執行在線內孔激光熔覆→現場數控銑削內螺紋的技術路線,原尺寸恢復螺紋緊固,避免因局部損壞而導致部件報廢更換,或是犧牲其它尺寸性能的讓步維修方案,修復后質量滿足各項技術要求,修復后的設備安全運行至今。激光增材+便攜式數控加工設備的綜合應用為電力行業相關設備缺陷的現場維修提供新思路。
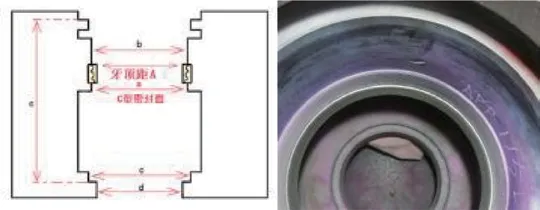
圖9 產品驗收結果合格圖