
光學(xué)防抖模組?0.5 mm鋼球自動焊接設(shè)備
2021-11-23 08:12:42王永亮王振江
機電工程技術(shù) 2021年10期
關(guān)鍵詞:設(shè)備
王永亮,王振江
(日本電產(chǎn)三協(xié)電子(東莞)有限公司,廣東東莞 523325)
0 引言
隨著市場競爭的日趨激烈,企業(yè)生產(chǎn)勞動力成本的增加,國內(nèi)各工業(yè)企業(yè)爭相開展設(shè)備革新,各行各業(yè)秉持機械換人,特別是些生產(chǎn)效率極其低下且工序繁瑣工藝精度高的工程更急需設(shè)備革新,其中光學(xué)防抖模組THB制品鋼球焊接工程也急需從人工半自動作業(yè)不斷改進(jìn)升級。本文從減少企業(yè)人力成本、優(yōu)化企業(yè)生產(chǎn)技術(shù)、提升自動化程度的方向出發(fā),設(shè)計研發(fā)光學(xué)防抖模組THB制品鋼球自動焊接設(shè)備,同時獨特的雙分度盤模式及專用高精度鋼球頂針的設(shè)計,有效提升了彈片與鋼球的自動組裝效率,同時保證了鋼球不被壓傷,提升了本工序THB制品鋼球焊接的生產(chǎn)效率以及良品率。光學(xué)防抖模組THB制品鋼球自動焊接設(shè)備的研發(fā)為此工程逐步實現(xiàn)智能制造[1]打下基礎(chǔ)。本文從THB制品鋼球自動焊接為目標(biāo)出發(fā),探究光學(xué)防抖模組THB制品?0.5 mm鋼球焊接工序的創(chuàng)新成果。
1 光學(xué)防抖模組THB制品鋼球自動焊接方案
光學(xué)防抖模組[2]THB制品鋼球自動焊接始終以提升產(chǎn)品品質(zhì)、提高生產(chǎn)效率和減少工人勞動強度為目標(biāo),采用高精度分度盤作為部品工序自動轉(zhuǎn)移載體,合理應(yīng)用精密氣缸精準(zhǔn)送料,配備高精準(zhǔn)影像視覺判別系統(tǒng)作為工序判別,同時考慮設(shè)備故障時怎么能快速維修調(diào)整,最終在優(yōu)化設(shè)計、通力協(xié)作、有序運行前提下,實現(xiàn)設(shè)備THB制品鋼球自動焊接,有效提高生產(chǎn)效率,減少公司運營成本。
光學(xué)防抖模組THB制品完整部組件由兩個部件構(gòu)成:THB單體和直徑為0.5 mm的鋼球。依工藝流程,兩者先進(jìn)行精密組裝,組裝完畢后,進(jìn)行微小高精度激光焊接將兩者有效熔接。如圖1所示。

圖1 鋼球焊接工藝
1.1 設(shè)備整體
光學(xué)防抖模組THB制品鋼球自動焊接設(shè)備[3]主要由雙分度盤機構(gòu)、鋼球自動供料機構(gòu)、THB料帶撥動機構(gòu)、影像視覺CCD[4]、操控系統(tǒng)(觸摸屏、PLC、電磁閥)、精密激光焊、光感元件、市購品標(biāo)準(zhǔn)件、氣動元件等部分組成。如圖2所示。
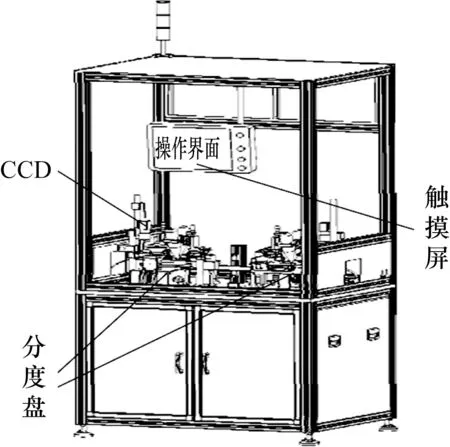
圖2 鋼球自動焊接設(shè)備
1.2 光學(xué)防抖模組THB制品鋼球自動焊接工藝?yán)щy點
(1)THB料帶和鋼球的移送精度不足時,兩者的自動組裝就無法進(jìn)行,焊接就更談不上了,所以設(shè)備移送精度為首要考慮要素。
(2)鋼球自動下料機構(gòu)的設(shè)計不到位,會造成鋼球卡料、鋼球多下料、剛球帶靜電、鋼球傷等眾多問題。
(3)鋼球頂針的設(shè)計不到位,會造成鋼球定位不良、組裝不良、空焊接、鋼球傷等問題。
(4)設(shè)備部組件之間的位置精度要求高,且分度盤表盤動態(tài)轉(zhuǎn)動時要求8個號位水平度在0.05以下,故對表盤加工精度要求更高,所以設(shè)備裝配調(diào)整難度大,耗時長。
(5)激光焊機的合理焊點參數(shù)與焦點位置的尋找耗時長、若焊點參數(shù)設(shè)置不合理,容易導(dǎo)致THB熔穿、鋼球發(fā)黑、假焊接等問題,如圖3所示。

圖3 不良類別
2 THB制品鋼球自動焊接設(shè)備重要機構(gòu)說明
2.1 鋼球供料機構(gòu)
鋼球供料機構(gòu)由動力氣缸、撥料套管治具、下料軸芯治具、鋼球料斗及軸芯高度定位塊組成,如圖4所示,下料軸芯調(diào)整好與轉(zhuǎn)盤之間的高度后鎖固在高度定位塊上,高度定位塊鎖固在固定機架上;撥料套管套著下料軸芯并與料斗組裝在一起,撥料套管下端鎖固在連接塊上,連接塊與氣缸活塞桿相連,撥料套管受氣缸帶動作上下移動動作;料斗由上部漏斗形部件與下部套筒形部件組成,套筒中心孔與撥料套管配合組裝,套筒的外圓有一級凹槽,與兩件連接固定件組配在一起,通過將兩件連接固定件鎖固在固定機架橫板上,從而使料斗整體定位于固定橫板的上面,固定橫板鎖固在豎直固定板上端,豎直固定板背后鎖固了2件加強筋件,上述整體構(gòu)成了鋼球供料機構(gòu)。

圖4 鋼球供料機構(gòu)
2.1.1 鋼球料斗、撥料套管與下料軸芯治具
光學(xué)防抖模組THB制品鋼球自動焊接設(shè)備經(jīng)過初期試運行,發(fā)現(xiàn)鋼球料斗治具的通孔與撥料套管外圓的配合關(guān)系及撥料套管內(nèi)孔與下料軸芯外圓的配合關(guān)系對鋼球的自動下料的品質(zhì)有重要影響,若三者未能達(dá)到三軸同心,容易出現(xiàn)套管卡死無法下料;若三軸同心度[5]值偏高時,容易導(dǎo)致?lián)芰咸坠芎拖铝陷S芯磨損從而產(chǎn)生異物,剛球有傷現(xiàn)象。根據(jù)上述情況分析,其問題在于三者的同心度,但鋼球下料機構(gòu)屬于高頻活動機構(gòu),難以保證三者的高精同心度,所以針對此問題經(jīng)過多次檢討及研究,重新設(shè)計三者的聯(lián)動與固定方式,最終滿足THB制品鋼球自動焊接設(shè)備使用,達(dá)到高品質(zhì)、高產(chǎn)能需求。
2.1.2 鋼球料斗、撥料套管與下料軸芯治具外形結(jié)構(gòu)配合可行性研究
為了確保鋼球的自動下料的品質(zhì),減少不良品產(chǎn)出,同時延長撥料套管與下料軸芯治具的使用壽命,使用同設(shè)備同一分度盤表盤以及相同材質(zhì)的治具,通過圖5所示的幾種治具外形結(jié)構(gòu)配套方案實驗研究后發(fā)現(xiàn),第①種外形結(jié)構(gòu)配套方案在鋼球下料過程中頻繁發(fā)生套管與料斗卡死,導(dǎo)致設(shè)備頻繁故障報警;第②種治具外形結(jié)構(gòu)配套方案在鋼球下料過程中如套管外徑有所磨損,容易出現(xiàn)套管在下拉時刮傷鋼球;第③種治具外形結(jié)構(gòu)配套方案適合,鋼球下料過程中因料斗是活動不固定,所以即便同心度偏高也不容易出現(xiàn)卡死,同時料斗內(nèi)通孔邊緣的設(shè)計使鋼球不會在套管縫隙中受壓拉傷,故滿足鋼球下料需求,如圖5所示。

圖5 料斗結(jié)構(gòu)方案
2.2 設(shè)備的鋼球與THB料帶組裝功能
鋼球與THB料帶組裝是由料帶撥料機構(gòu)與分度盤上的鋼球頂針相互有序協(xié)調(diào)聯(lián)動實現(xiàn)。故鋼球與THB料帶組裝良好與否,由兩個因素決定:(1)料帶供料進(jìn)位精度;(2)鋼球上頂配合精度。
2.2.1 頂針的鋼球凹槽對鋼球組裝配合的影響分析
光學(xué)防抖模組THB制品鋼球自動焊接設(shè)備在初期試做運行時,發(fā)現(xiàn)鋼球經(jīng)分度盤送至THB鋼球裝配孔下方后,由頂針頂起與THB孔組配[6],此過程頻繁發(fā)生鋼球組配有縫隙或鋼球頂飛不見。經(jīng)觀察現(xiàn)象發(fā)現(xiàn)出現(xiàn)以上不良情況的原因在于頂針在頂起鋼球往上與THB孔配合時沒有對準(zhǔn)孔中心。因THB料帶毎進(jìn)位送料時,THB孔的位置有±0.1 mm的前后送料誤差且無法做到絕對消除,對于如何使THB料帶進(jìn)位送料后鋼球都能精準(zhǔn)頂至配合孔中的問題,經(jīng)過多次檢討及研究,重新設(shè)計頂針鋼球凹槽,最終滿足進(jìn)位送料后鋼球都能精準(zhǔn)頂至配合孔中的要求。頂針鋼球凹槽結(jié)構(gòu)改善如圖6所示。

圖6 頂針結(jié)構(gòu)改善示意
2.2.2 頂針材質(zhì)對鋼球組裝配合的影響分析
鋼球頂針經(jīng)外形設(shè)計改善后投入試做使用,發(fā)現(xiàn)設(shè)備運行初期鋼球組配效果極好,但當(dāng)設(shè)備運行30 min后開始有鋼球組配不良不定時發(fā)生,此奇怪現(xiàn)象經(jīng)多次仔細(xì)觀察,發(fā)現(xiàn)其原因是頂針材質(zhì)SUS經(jīng)頻繁活動產(chǎn)生摩擦[7]而產(chǎn)生弱磁性,當(dāng)頂針有磁性后會對鋼球產(chǎn)生吸附作用,從而影響鋼球的自我位置調(diào)整能力,此時就很容易引起鋼球組配不良。對于上述隱患問題,研究了頂針的材質(zhì)選型,最終將SUS材質(zhì)更改為QBe2鈹銅材質(zhì),并且對頂針頭部凹槽底面進(jìn)行精加工使其底面不粗糙,達(dá)到鋼球能在凹槽內(nèi)正常自由移動,然后再次投入試做使用,最終鋼球自動組配運行穩(wěn)定,設(shè)備產(chǎn)出不良大大降低。
2.3 雙激光焊頭機構(gòu)
彈片料帶與鋼球都屬于微小部品,對焊接設(shè)備的焊接精度要求非常高,為了盡量提高焊接精度,取用焊頭為固定位置不變,這樣的焊頭加工模式能避免焊頭移動引起的焊頭精度差異,從而影響到彈片與鋼球的焊接效果。為了應(yīng)對焊點偏移而不得不調(diào)整焊頭位置的情況,雙激光焊頭分別鎖固在旋轉(zhuǎn)滑臺上可作角度調(diào)整,旋轉(zhuǎn)滑臺鎖固在雙軸可調(diào)滑塊上,通過雙軸可調(diào)滑塊上可調(diào)整光焊頭的左右前后位置,雙軸可調(diào)滑塊鎖固在定位塊上與基板相固定。
3 控制系統(tǒng)
控制系統(tǒng)由基恩士PLC和威綸觸摸屏[8]組成。設(shè)備操作分手動模式和自動模式,在手動模式下運用威綸觸摸屏對設(shè)備各氣動執(zhí)行元件進(jìn)行單動的獨立控制,根據(jù)設(shè)備自動運行模式下的實際動作執(zhí)行時的流暢感,在手動模式下的設(shè)備參數(shù)設(shè)置界面設(shè)置調(diào)整相關(guān)執(zhí)行元件的時間參數(shù)。調(diào)整OK確認(rèn)后轉(zhuǎn)到自動模式便可實施生產(chǎn),后續(xù)不需要再作調(diào)整。如需PASS某設(shè)備功能,也可在手動模式的功能界面修改功能即可。自動模式為設(shè)備的自動生產(chǎn)時所處的狀態(tài)。為了確保生產(chǎn)運行安全,設(shè)備的執(zhí)行元器件單動功能在自動模式下不可操作。
4 設(shè)備測試及解決的關(guān)鍵技術(shù)
4.1 設(shè)備運行測試記錄
設(shè)備運行測試記錄實驗結(jié)果,如表1所示。

表1 THB制品鋼球自動焊接設(shè)備實測結(jié)果
4.2 解決的關(guān)鍵技術(shù)
本項目在實施過程中主要解決了以下關(guān)鍵點:
(1)精密氣缸、分度盤的運用使精確性得到保障,通過精密氣缸、高精度分度盤及控制系統(tǒng)的結(jié)合,在整個運行過程中,不但可以確保設(shè)備的穩(wěn)定運行,而且可以高效、準(zhǔn)確地完成鋼球的自動組配及焊接工作。
(2)圖5的第③種治具配套方案,使鋼球在套管下拉時,有良好的受力避讓,防止鋼球刮傷,同時鋼球料斗的活動設(shè)計,使鋼球料斗、撥料套管與下料軸芯治具三者的同心度要求得于降低,此設(shè)計提升了鋼球自動下料的動作流暢,為設(shè)備的自動運行提供了條件。
(3)頂針材質(zhì)的合理選型及外形設(shè)計,為鋼球的良好組配提供了有力的保障,可以精確推移鋼球到達(dá)THB孔位,降低了不良率,提高了工作效率。
5 結(jié)束語
通過本設(shè)備設(shè)計開發(fā),解決了光學(xué)防抖模組THB制品鋼球焊接工程中鋼球組配焊接的生產(chǎn)效率瓶頸問題,實現(xiàn)了光學(xué)防抖模組THB制品鋼球焊接自動化,為目前市場上有類似工藝設(shè)備提供創(chuàng)新參考,同時也為以后更專業(yè)的相關(guān)設(shè)備研究開發(fā)作出鋪墊。設(shè)備后續(xù)的改善推進(jìn)也將有力地進(jìn)行。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
當(dāng)代工人(2020年13期)2020-09-27 23:04:20
經(jīng)濟技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(shù)(2017年11期)2017-12-20 08:10:57
工業(yè)設(shè)計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(yǎng)(2015年1期)2015-04-17 03:25:28
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00
